Boschert CombiLaser Multipunch: Blechteilefertigung als Erfolgsfaktor
Von der klassischen Innenausbau- und Möbel-Schreinerei zum Funktions- und Design-orientierten Systemlieferanten: Um die ständig steigenden Qualitätsansprüche im Möbelbau erfüllen zu können, investiert der Schweizer Gastro- und Ladenbau-Spezialist Pius Nadler konsequent in moderne Blech-, Rohr- und Profilbearbeitung. Zu den neuesten Investitionen zählt eine kombinierte Stanz- und Faserlasermaschine des Typs CombiLaser Multipunch von Boschert.

Mit der neuen Boschert CombiLaser Multipunch erreicht man bei Pius Nadler nun einen so hohen Teiledurchsatz, dass es in der Weiterverarbeitung bzw. der Montage nicht mehr zu Engpässen wegen fehlender Bauteile kommt. (Bilder: Boschert)
Shortcut
Aufgabenstellung: Kapazitätsausbau in der Blechteilefertigung
Lösung: Boschert CombiLaser Multipunch 1500 x 3000 CNC Z.
Nutzen: Teiledurchsatz erhöht sowie Teilequalität weiter verbessert. Leichtere Montage durch höhere Passgenauigkeit.
Schreiner arbeiten doch in Holz und nicht in Metall? Exakt hier liegt der Unterschied zwischen der Pius Nadler AG in Höri (CH) und konventionellen Gastro- und Ladenbauern, die sich natürlich vor allem mit Holz- und Möbelbau-Werkstoffen befassen, für die in vielen Hygiene-Bereichen jedoch unerlässlichen Blechteile immer auf Zulieferer zurückgreifen müssen. Dass dies bezüglich Lieferfähigkeit, Terminen, Flexibilität und Qualität des Öfteren zu ziemlichen Problemen führen kann, mussten auch die Verantwortlichen der Pius Nadler AG leidvoll erfahren. Deshalb entschlossen sie sich im Jahr 2001 zum Aufbau einer hauseigenen Schlosserei und Blechteile-Fertigung, um modulare Unterbauten und Abdeckungen für Küchenanlagen, Essens- und Getränkeausgaben sowie Bartheken künftig selbst fertigen zu können.
„Der Anteil an Edelstahl-Einrichtungen nahm beständig zu und als Komplettlieferant wollten wir alle relevanten Fertigungstechnologien im Hause haben. Wir kaufen lediglich spezielle Kühlsysteme und Vitrinen zu, sodass wir beim Eigenfertigungs-Anteil von 75 % und mehr heute ein Verhältnis von 50:50 Holz- und Metallteile haben", so Geschäftsführer Pius Nadler, der fortfährt: „Im Jahr 2006 beschafften wir uns eine CNC-Stanzmaschine Compact 1000 x 2000 Rota von Boschert, mit der wir Edelstahlbleche des Formats 1.000 x 2.000 mm bearbeiten konnten. Darauf aufbauend investierten wir sukzessive weiter in die Abteilung Spenglerei/Schlosserei“

Links ist die eigenständige Faserlaser-Einheit mit 1 kW Leistung zu sehen, rechts befindet sich die Stanzeinheit.
Lösungen aus einer Hand
Dass dem in der Praxis wirklich so ist, lässt sich daran ablesen, dass von 45 Mitarbeitenden nicht nur gut 16 im Bereich Spenglerei/Schlosserei tätig sind, sondern dass auch konsequent in moderne Blech-, Rohr- und Profilbearbeitung investiert wurde und wird. Zu den neuesten Investitionen zählt eine kombinierte Stanz- und Faserlasermaschine des Typs CombiLaser Multipunch 1500 x 3000 CNC Z von Boschert. Ausgeführt als 2-Stationen-Maschine mit Stanz- und Faserlaser-Einheit sowie ausgelegt für die Bearbeitung von Blechen im Format 1.500 x 3.000 mm, stellt sie die ideale Kombination zur hochflexiblen und hochproduktiven Stanz- und Faserlaser-Bearbeitung von Blechteilen unterschiedlichster Qualitäten und Dicken dar.
„Wir haben die ganzen Jahre sehr gut mit der Vorgängermaschine Compact 1000 x 2000 Rota gearbeitet, bekamen auf Grund zunehmender Auftragsumfänge jedoch Kapazitätsprobleme. Außerdem wollten wir noch mehr, vor allem filigranere Kleinteile nach unseren Qualitätsansprüchen fertigen können, weshalb wir mit der Beschaffung einer kombinierten Stanz- und Faserlasermaschine einen großen Schritt nach vorne wagten. Zu 70 % bearbeiten wir Edelstahlbleche der Dicke 1,5 mm, aber auch Bleche der Dicken 1 oder 2 und 3 mm. Nach Analyse des gesamten Teile- und Größenspektrums sowie der relevanten Bearbeitungen entschieden wir uns für die Boschert-Maschine CombiLaser Multipunch 1500 x 3000 CNC Z, zumal wir uns vom größeren Blechformat eine noch bessere Ausnutzung der Blechtafeln wie auch eine Reduzierung der unproduktiven Nebenzeiten durch oftmaliges Wechseln der Rohbleche versprachen“, erläutert Renato Suter, Produktionsleiter der Spenglerei.

Eine kleine Auswahl von Gastro- und Ladenbau-Teilen aus Edelstahlblech, wie sie bei der Pius Nadler AG als Einzelteile oder je nach Anlagengröße auch in Klein- und Mittelserien gefertigt werden.
Flexible Durchsatz-Power
Für die geforderte Bearbeitungs- und Nutzungs-Flexibilität bietet die neue CombiLaser Multipunch in der auf einem eigenen C-Gestell aufbauenden Stanzeinheit zunächst einen Stanzwerkzeug-Wechsler mit acht Stationen und weiteren 64 stufenlos indexierbaren Werkzeugen im Magazin. Die Spannzangen für den Transport der Blechtafel sind stufenlos automatisch zu verstellen – und es gibt eine Nachsetzvorrichtung mit zwei Blechniederhaltern zum berührungslosen Nachsetzen für die komplette, abfallfreie Randbearbeitung. Die Faserlaser-Einheit ist ebenfalls auf einem eigenen C-Gestell aufgebaut, sodass unabhängig voneinander die wiederholgenaue Blechteile-Fertigung gewährleistet ist. Teile- oder prozessbezogen kann wahlweise bzw. in flexibel-chaotischer Reihenfolge mit der Stanzeinheit oder mit dem Faserlaser bearbeitet werden.
„Die Kombination aus Stanzen und Faserlaserschneiden ist schon deswegen ideal, weil es wirtschaftlich betrachtet oftmals gar keinen Sinn macht, einfache Löcher oder auch mehrfach gleiche Ausbrüche zu lasern. Dagegen ist der Laser naturgemäß ideal für innere und äußere Konturbearbeitungen, für längere Zuschneide- und Beschneidarbeiten, oder für große Löcher und Ausbrüche. Legt man in der Summe die dynamischen Verfahr- und Positionierbewegungen, die mit 1,5 bis 5 Sekunden schnellen Wechsel der Stanzwerkzeuge, die abhängig von der Blechdicke und den zu fahrenden Konturen möglichen Schnittgeschwindigkeiten des Faserlasers, und schließlich die automatisierte Entsorgung der Kleinteile bis 600 x 600 mm Größe zugrunde, dann steht mit der CombiLaser Multipunch 1500 x 3000 CNC Z eine hochwirtschaftliche Produktionseinheit zur Verfügung“, bringt es Michael Roser, Verkaufsleiter bei Boschert, auf den Punkt.
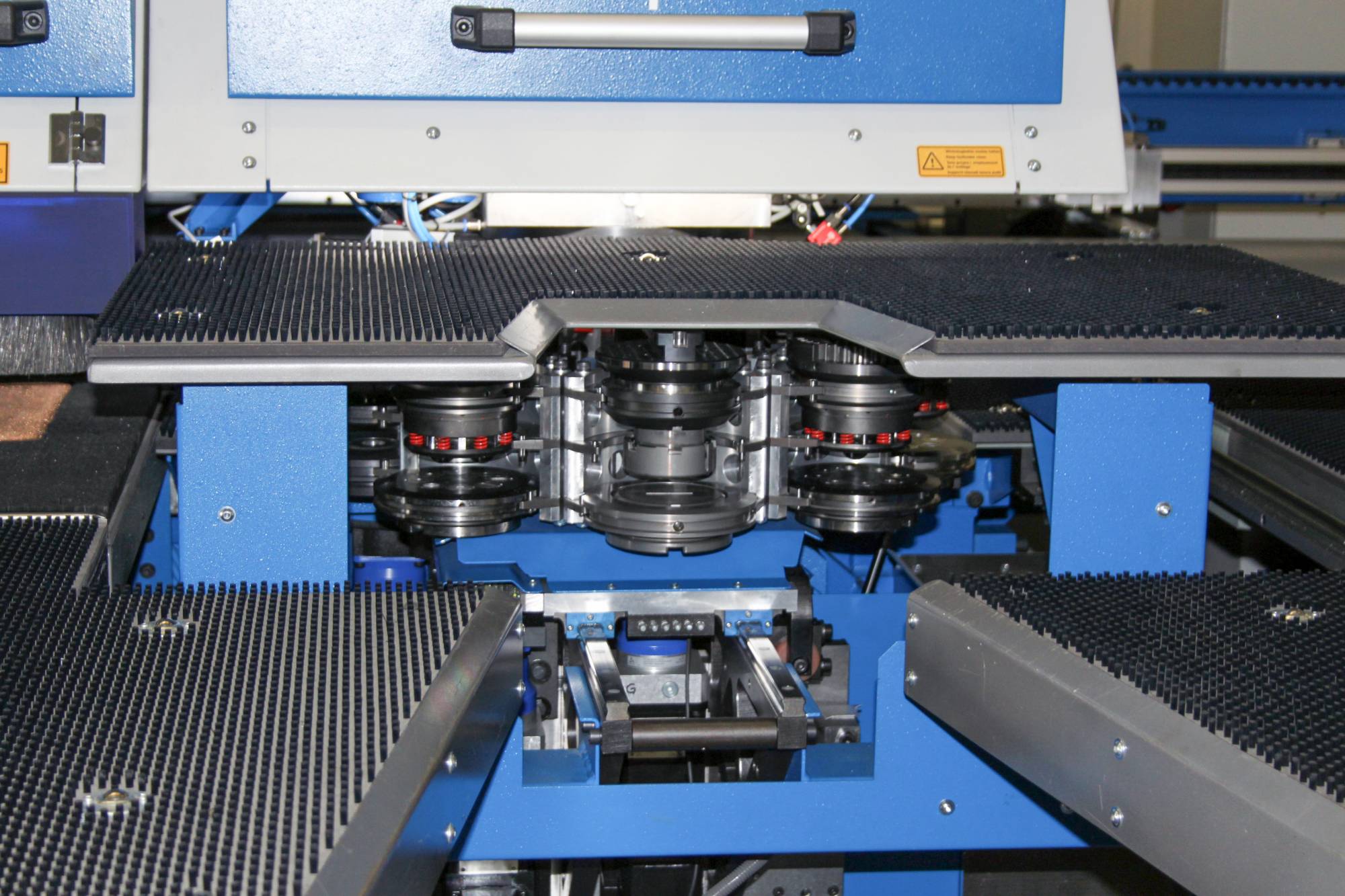
Die Stanzeinheit verfügt über einen Stanzwerkzeug-Wechsler mit acht Stationen, hier beim Wechselvorgang – zudem stehen im Magazin 64 stufenlos indexierbare Werkzeuge zur Verfügung.
Rundum zufrieden
Mit dem 1 kW-Faserlaser von Kjellberg lässt sich beispielsweise Baustahl bis max. 10 mm (empfohlener Dauer-Schnittbereich 0,3 bis 8 mm) bzw. Edelstahl bis max. 5 mm Dicke (empfohlener Schnittbereich 0,3 bis 4 mm) in hoher Qualität schneiden. „Wir sind rundum zufrieden, konnten unsere Kapazitäten planmäßig ausbauen, haben eine noch höhere Teilequalität, was uns durch höhere Passgenauigkeit die Montage leichter macht, und fertigen jetzt auch Teile, die wir zuvor auswärts bezogen. Durch bessere Schachtelung haben wir eine spürbar bessere Ausnutzung der Blechtafeln und weniger Abfall – und schließlich sind wir jetzt in der Lage, bei 1- bis 1,5-schichtigem Betrieb einen so hohen Teiledurchsatz sicherzustellen, dass es in der Weiterverarbeitung bzw. der Montage nicht mehr zu Engpässen wegen fehlender Bauteile kommt“, meint Nadler abschließend.
Teilen: · · Zur Merkliste