gastkommentar
Innomax Tilt-A-Jet: Status quo beim Präzisions-Wasserstrahlschneiden
Selbstverständlich gibt es mehrere Hersteller von Wasserstrahlschneidanlagen für unterschiedlichste Anwendungen. Das heißt wiederum für alle potentiellen Nutzer dieser Technologie, dass vor dem Kauf einer Maschine – aber auch für die Vergabe von Dienstleistungen – sehr genau geprüft werden muss, welcher Anbieter im Einzelfall die richtige Anlage hat. Das gilt selbstverständlich für Anwendungen in allen Bereichen und bei allen Materialien. Gastkommentar von Dipl.-Math. Ralf Winzen, Prokurist der Innomax AG Deutschland

Vor der Entscheidung empfiehlt es sich, Testschnitte bei den in Frage kommenden Lieferanten durchzuführen. Dazu bringt man einfach CAD-Daten und Material zum Termin mit. So lässt sich am besten beurteilen, wie man von der Zeichnung zum fertigen Bauteil kommt. Dipl.-Math. Ralf Winzen, Prokurist der Innomax AG Deutschland
Die maschinenbautechnische Ausführung, die möglichst komfortable Steuerungssoftware als auch Nebenaggregate wie Abrasivzuführung und automatische Entschlammung sind wichtige Bestandteile eines Wasserstrahlschneidsystems. Sie bestimmen den Komfort für die Bediener, die direkten Einflüsse in der Maschinenumgebung sowie die Möglichkeit behördlich vorgegebene Umweltauflagen einhalten zu können.
2D- und 3D-Anwendungen im Fokus
Im Weiteren werden keine Sonderanlagen für ganz spezielle Serienproduktionen, wozu beispielsweise auch robotergeführte Zellen gehören, betrachtet. Es geht vielmehr um Anlagen mit Schneidtisch für 2D- und 3D-Anwendungen. Zunächst unterscheiden sich diese Anlagen in der Größe der Verfahrwege und der zu erreichenden Teilegenauigkeit. Bei Kompaktanlagen sind Ausleger- und Brückensysteme zu finden, bei Großanlagen überwiegend Systeme in Gantry-Bauweise. Häufig vertreten sind Schneidtische mit 3.000 x 1.500 mm Verfahrweg, da insbesondere im Metallbereich sogenannte Großformattafeln komplett bearbeitet werden können. Für das 3D-Schneiden auf Großformattafeln sollte man allerdings auf Maschinen mit Verfahrwegen von 4.000 x 2.000 mm oder größer ausweichen, da die 3D-Schneidköpfe den normalen Verfahrweg in X und Y je nach Bauform entsprechend einschränken.
Dies gilt häufig auch für andere Zubehörteile wie z.B. Bohrkopf, Rotationsachse und Höhensensor. Je nach Aufgabenstellung werden auch Mehrkopfanlagen benötigt. Bei diesen Maschinen sind auf einer Hauptachse mehrere Schneidköpfe angebracht. Je nach benötigtem Komfort werden teilweise auch mehrere steuerbare Z-Achsen angeboten. Bei Großanlagen mit Y-Portalen von 2 m oder größer und X-Verfahrwegen von 6 m oder größer gibt es mittlerweile sogar Mehrfachportale auf einem Schneidtisch. Dies ermöglicht entweder parallel gleiche Aufgaben zu erledigen, oder auch komplett andere Schneidaufgaben in derselben Zeit durchzuführen. Diese Variante macht insbesondere dann Sinn, wenn zum Beispiel Standardschnitte, Präzisionsschnitte sowie 3D-Schnitte auf ein und derselben Anlage zu verschieden Zeiten oder auch gleichzeitig ohne Umrüsten durchzuführen sind.
Ausgleich mit Tilt-A-Jet
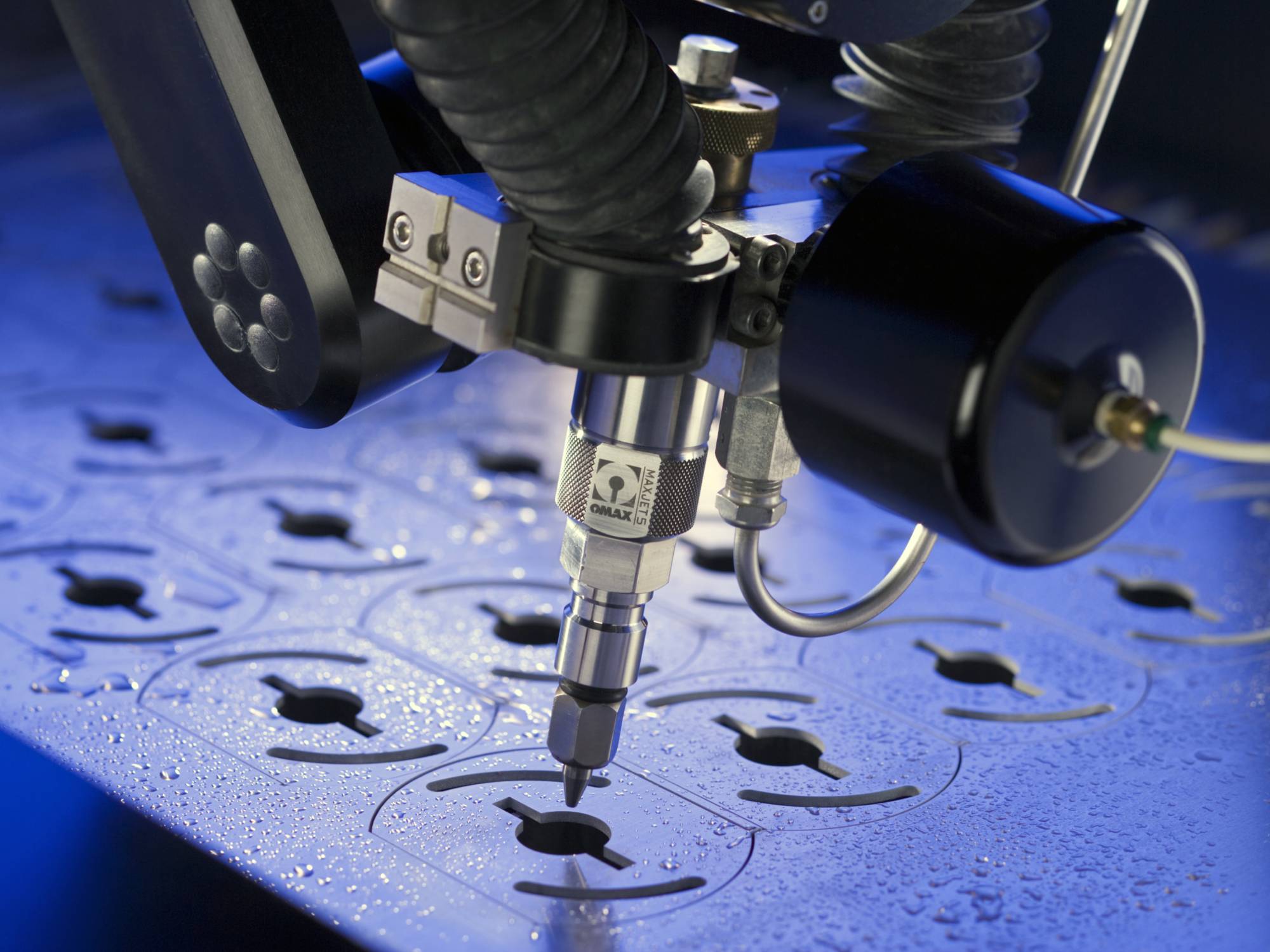
Die allermeisten Materialarten sind prinzipiell geeignet per Wasserstrahlschneiden in Form gebracht zu werden. Insbesondere für Konturzuschnitte, welche mittels traditioneller Verfahren teilweise nur sehr aufwendig herzustellen sind. Es gilt für sehr viele Materialien zu beachten, dass mittels Wasserstrahlschneiden ein natürlicher Schneidkonus erzeugt wird. Der kann zwar durch einen langsamen Vorschub verringert werden, was allerdings schnell eine Absage an die Wirtschaftlichkeit bringt.
Daher gibt es bei Innomax/Omax als Präzisions-Wasserstrahlschneidanlagenhersteller (Anm.: weltweit mehr als 6.000 Anlagen im Einsatz) seit mehr als einem Jahrzehnt den sogenannten Tilt-A-Jet, eine lokal schnell agierender 5-Achs-Kopf, welcher die Konizität aus einer SW-gesteuerten Technologiedatendatenbank bis auf +/- 0,02 mm ausgleicht und sogar definierte kleine Koni (z.B. Freiwinkel) präzise herstellt.
Empfehlung: Testschnitte
Auch die Maschinenbedienung soll möglichst einfach sein. Vorkalkulation und tatsächliche Kosten müssen heutzutage unbedingt übereinstimmen. Und die einschlägigen Umweltzertifikate (REACH) sollten vorliegen. Hier sei auch erwähnt, dass bei Omax-Modellen zeitlebens der Anlage niemals Update- oder Upgrade-Gebühren für die Maschinenlizenz und alle parallel installierten Bürolizenzen anfallen. Ganz nebenbei – sowohl Omax als auch Innomax sind nach der aktuell gültigen DIN – EN – ISO Vorgaben zertifiziert. Vor der Entscheidung empfiehlt es sich, Testschnitte bei den in Frage kommenden Lieferanten durchzuführen. Dazu bringt man einfach CAD-Daten und Material zum Termin mit. So lässt sich dann am besten beurteilen, wie man von der Zeichnung zum fertigen Bauteil kommt.
Teilen: · · Zur Merkliste