anwenderreportage
TOX-ElectricDrive: Servoantriebe für punktgenaue Schweißkraft
Das Thema Leichtbau ist schon seit geraumer Zeit in aller Munde und betrifft vor allem auch die Verbindungstechnik. Allerdings stellt sich noch immer die Frage nach verbindungstechnisch optimalen Lösungen und hier tritt in neuer Form das konduktive Widerstandsschweißen bzw. Buckelschweißen auf den Plan – und ganz besonders das Kondensator-Entladungsschweißen (KE-Schweißen). Elektromechanische Servoantriebe von TOX Pressotechnik sorgen beim KE-Schweißen für mehr Präzision und Effizienz sowie für eine reproduzierbar hohe Fertigungsqualität.

KE-Schweißanlage von GLAMAtronic in Portalausführung.
Infos zum Anwender
GLAMAtronic ist auf das Kondensatorentladungs-Schweißen (KE-Schweißen) mit einem Hochstromimpuls spezialisiert und hat sich durch seine über 20 jährige Erfahrung im Schweißanlagenbau als kompetenter Partner für die unterschiedlichsten Branchen etabliert.
Der Einsatz neuer Materialien verlangt auch beim Thema Leichtbau nach passenden Füge- und Verbindungstechnologien, wobei hier vor allem die thermische Verbindungstechnik auf dem Prüfstand steht, weil viele neue Werkstoffe und Werkstoffkombinationen gar nicht mehr mit herkömmlichen oder alternativen Laser-basierten Füge-/Schweißverfahren zu verbinden sind. Leichtbau ist jedoch nicht unbedingt gleichbedeutend mit einer Material-Substitution, denn auch kreative Material-Kombinationen oder neue Fertigungsverfahren bieten großes Potenzial hinsichtlich Materialeinsparung, Gewichtsreduktion und schließlich Fertigungs- Rationalisierung – wie z. B. das sogenannte Buckelschweißen, das zur Gruppe „Konduktives Widerstandspressschweißen“ gehört.
Eine in gleich mehrfacher Weise interessante Variante stellt das Kondensator-Entladungsschweißen (KE-Schweißen) dar. Dabei wird im Gegensatz zum Einphasen-Wechselstrom-, Dreiphasen-Gleichstrom- oder Dreiphasen-Mittelfrequenz-Schweißen die Schweißenergie nicht direkt aus dem Netz genommen, sondern aus Kondensatoren, die in den Schweißpausen wieder aufgeladen werden. Die reine Schweißzeit beträgt etwa zehn Millisekunden – und durch die kurze Schweißzeit konzentriert sich die Energie nur auf die Schweißzone.
Die elektromechanische Servoantriebs-Einheit im eingebauten Zustand: Der TOX-ElectricDrive positioniert die Oberelektroden-Einheit und sorgt punktgenau für die Erzeugung der voreingestellten reproduzierbaren Presskraft.
Gesteuerte Schweißenergie trifft Präzisions-Schweißkraft
Kurze Schweißzeiten und schnelles Abkühlen bringen Vorteile bei den Produktionszyklen und beim Gefüge-Verhalten. Durch Nachwärmeimpulse können außerdem kohlenstoffhaltige Stähle sowie einsatzgehärtete Bauteile geschweißt werden. Damit stellt das durch die beiden Parameter Schweißenergie und Schweißkraft gekennzeichnete KE-Schweißen eine sehr interessante Alternative hinsichtlich Füge-/Verbindungslösungen für Bauteile/Baugruppen aus verschiedensten Werkstoffen dar. Beispielsweise findet das KE-Schweißen immer mehr Anwendung im Bereich der Präzisionsteile-Fertigung (Getriebebau, Armaturen, Automotive-Komponenten, Antriebselemente etc.) und besticht durch die Möglichkeit der individuellen und flexiblen Schweißparameter-Anpassung.
Aber auch konstruktiv und fertigungstechnisch ergeben sich Freiräume, weil früher aufwendig aus einem Teil hergestellte Komponenten nun zwei- oder mehrteilig gefertigt und mittels KE-Schweißen zu einer Baugruppe gefügt werden können. Die Bauteile sind zuvor partiell mechanisch zu bearbeiten und stehen nach dem Fügen ohne Nachbearbeitung für die Weiterverwendung bzw. für die Montage bereit. Diverse Bauteile wie z. B. präzise Stanz- oder Fließpressteile können ohne mechanische Bearbeitung dem Schweißprozess zugeführt werden.
Wie schon angedeutet, ist das KE-Schweißen durch die beiden Parameter Schweißenergie und Schweißkraft geprägt. Die GLAMAtronic Schweiß- und Anlagentechnik GmbH sieht sich beim KE-Schweißen als führend in Kompetenz und Know-how und baut für die Kunden aus allen Industriebereichen Schweißanlagen in Standardausführung. Diese werden jeweils projektspezifisch ausgerüstet und als betriebsreife Komplettsysteme an die Kunden geliefert. Naturgemäß nehmen solche Schweißanlagen in den Produktionsbetrieben eine Schlüsselstellung ein, weshalb sich die Fertigungssysteme – neben hochleistungsfähiger Verfahrenstechnik – durch die Verwendung von qualitativ hochwertigen Anlagen-Komponenten auszeichnen.
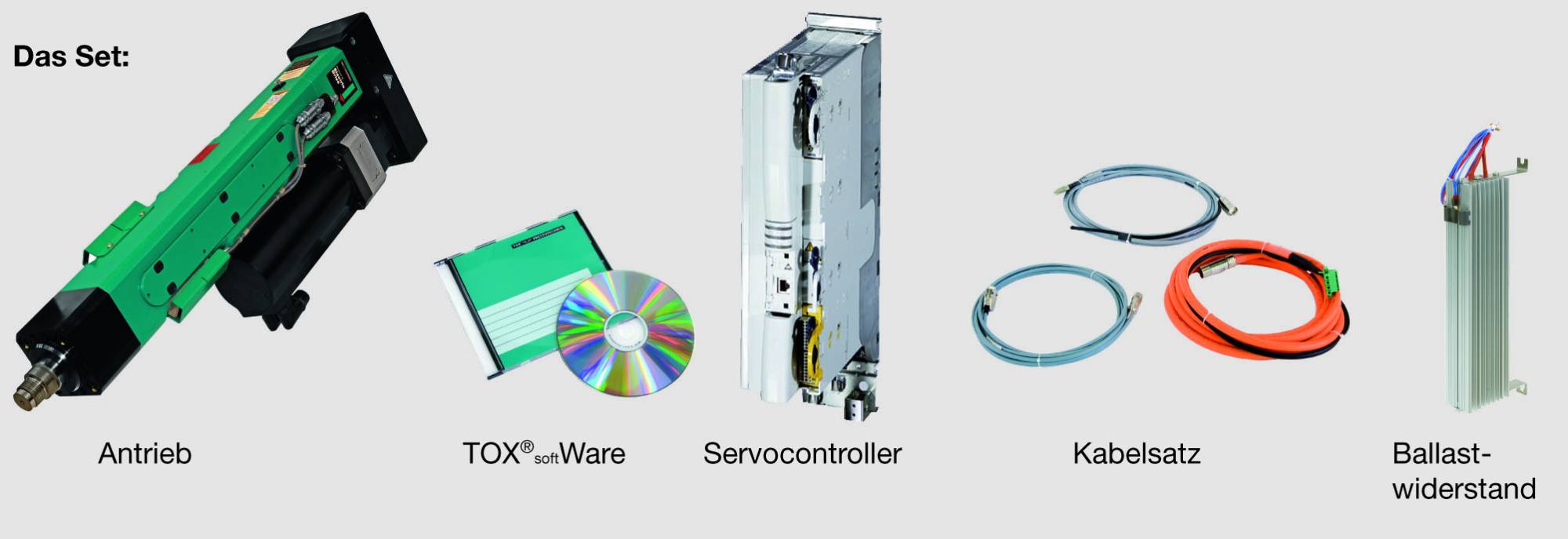
Ein komplettes Antriebstechnik-Set, wie es zum Kunden geliefert wird: bestehend aus elektromechanischem Servoantrieb der Baureihe TOX®-ElectricDrive vom Typ EPMK, Servocontroller, Kabelsatz.
Elektromechanik schlägt Hydraulik
Als Lieferant für den antriebstechnischen Part zur Erzeugung der Schweißkraft beim KE-Serienschweißen wählte GLAMAtronic das Unternehmen TOX Pressotechnik, deren elektromechanische Servoantriebe der Baureihe TOX-ElectricDrive Presskräfte im Bereich von 2 bis 700 kN erzeugen und für viele kombinierte Hub-/Presskraft-Prozessabläufe eine optimale Lösung darstellen.
Nach gründlicher Analyse und Evaluation kamen die Ingenieure von GLAMAtronic zum Entschluss, neben herkömmlicher hydraulischer oder hydropneumatischer Presskraft-Antriebstechnik vorzugsweise Servotechnik anzubieten. Zwar haben elektromechanische Servoantriebe meist einen höheren Anschaffungspreis, bieten jedoch so viele Vorteile in Bezug auf die Anschlusskonstruktion, die Montage und Installation sowie schließlich auf die Betriebskosten und den Wartungsaufwand, dass die Mehrkosten am Ende mehr als nur aufgewogen werden.
Als weitere entscheidende Vorteile der TOX-Servo-Antriebssysteme sehen die Ingenieure von GLAMAtronic die robuste Ausführung, die hohe Leistungsdichte bei äußerst kompakter Bauform, eine niedrige Geräuschbelastung, die höchste Sicherheitsstufe, flexible und stufenlos regelbare Funktionen wie Geschwindigkeit, Kraftaufbau und Positionierung. Darüber hinaus sind die Schweißkräfte wirklich reproduzierbar – und dass der Arbeitskolben bei Stromausfall nicht absackt, ist ein wichtiger Sicherheitsaspekt.
Je nach Anforderung des jeweiligen Kunden bzw. der zu fügenden Bauteile und Baugruppen setzt GLAMAtronic elektromechanische Servoantriebe der Baureihe TOX-ElectricDrive vom Typ EPMK mit Presskräften von 100 bis 300 kN, Hüben bis max. 300 mm und Arbeitskolben-Geschwindigkeiten zwischen 120 und 200 mm/s ein. Die hochpräzise Überwachung der Schweißkraft erfolgt durch einen in der Druck- und Führungseinheit integrierten Piezo Kraftaufnehmer.

Ein aus zwei Teilen per KE-Schweißen gefügtes Getriebe-Element.

Ein per KE-Schweißen gefügter Kaltgasgenerator/Airbag.
Flexibel, reproduzierbar exakt, prozesssicher und wirtschaftlich
Die EPMK-Module sind äußerst kompakt aufgebaut und lassen sich einfach in die KE-Schweißanlagen (je nach Typ in C-Gestell- oder auch Portal-Gestell-Ausführung) integrieren. Zum Ausrüstungsumfang der elektromechanischen Servoantriebe EPMK gehören die Sensorik zur Wegerfassung, ein Bremsschaltmodul, der intelligente Servocontroller, ein kompletter Kabelsatz und natürlich die Software. Der Anlagenbauer GLAMAtronic erhält somit aus einer Hand ein komplettes Antriebssystem, das die problemlose mechanische wie energieversorgungs- und auch softwaretechnische Integration in die Schweißanlagen erlaubt. Mit der Wiederholgenauigkeit von +/- 0,01 mm und der reproduzierbar exakt auf den Punkt gebrachten Schweißkraft stellen die Servoantriebe zudem ein wesentliches Element für die KE-Schweißqualität in der Serienfertigung dar.
Teilen: · · Zur Merkliste