anwenderreportage
In einer Linie – vom Coil zur fertigen Platine
Flexible und wirtschaftliche Richttechnik für die Blech- und Bandverarbeitung verlangt stärker denn je nach automatisierten Fertigungslösungen. Insbesondere gilt dies auch für den Kantprofilhersteller Schrag mit seinen unzähligen Sonderlösungen. Platzsparend, weitestgehend automatisiert und wartungsarm soll eine solche Anlage sein. Gelungen ist das bei Schrag durch eine automatisierte Bandanlage mit Haspel, Richttechnik, Stanztechnik und Schere von Kohler. Damit machte Schrag einen deutlichen Schritt in Richtung Industrie 4.0. Von Dietmar Kuhn, Freier Fachredaktuer

Die gesamte Fertigungslinie im Überblick (v.l.n.r.): Coilbereitstellung, Ladewagen, Wendehaspel, Richtmaschine, Schlaufengrube, Lochstanze und Querteilanlage. (Bilder: Kohler)
Shortcut
Aufgabenstellung:
Höhere Flexibilität, Geschwindigkeit und Genauigkeit in der Blechplatinenfertigung.
Lösung:
Automatisierte Bandanlage von Kohler mit Haspel, Richttechnik, Stanztechnik und Schere.
Nutzen:
Vollautomatisiert vom Coil zur gerichteten, gelochten und kantfertigen Blechplatine.
Die Schrag Kantprofile GmbH fertigt vor allem Bauteile für Dach und Wand, Pfetten und Riegel, Lichtbandzargen und Profile bzw. Sonderprofile. „Prinzipiell sind alle unsere Kantprofile Sonderlösungen“, konstatiert Jürgen Stötzel, Niederlassungsleiter der Schrag Kantprofile Niederlassung Heilbronn (D). „Hallen gibt es in unzähligen Größen und Ausführungen“, ergänzt er, „Standard gibt es so gut wie nicht. Deshalb fertigen wir praktisch von Losgröße 1 bis n passgenaue Bauteile, die sich mit der entsprechenden Kennzeichnung später wie aus dem Baukasten einfach und schnell montieren lassen.“
Auf den modernen Maschinen und Anlagen werden meist verzinkte Stahlbleche in den Dicken von 0,75 bis 4 mm, Aluzink von 0,75 bis 2 mm, Aluminium von 1 bis 3 mm und bandbeschichtetes Aluminium von 1 bis 1,5 mm und Längen bis max. 11 m verarbeitet.

Von der vorgeschalteten Coillagerung wird das Coil über den Coilladewagen auf die Wendehaspel geladen. Auf der gegenüberliegenden Seite der Haspel befindet sich bereits ein abzuarbeitendes Coil.
Infos zum Anwender
Der Name „Schrag“ ist bereits seit 1892 eng mit dem Begriff „Blech“ verbunden. Von Friedrich Schrag in Hilchenbach im Siegerland (D) gegründet, widmet sich das Unternehmen auch heute noch der Herstellung von Wandbekleidungs- und Dachpfannenblechen. Mit mittlerweile 460 Mitarbeitern an 6 Standorten in Deutschland, Tschechien und Polen sowie ca. 100 Mio. EUR Umsatz ist Schrag ein Inbegriff für Blechbauteile, wie sie für den Stahlhallenbau unverzichtbar sind.
www.schrag-kantprofile.de
Anlagenwechsel gut durchdacht
„Durch die permanent wechselnden Bauteilabmessungen und Losgrößen bis zur Stückzahl Eins entschieden wir uns, in die neue, wesentlich flexiblere und komfortablere Anlage von Kohler zu investieren“, sagt Schrag-Niederlassungsleiter Stötzel. Diese neue Bandanlage ersetzt eine Anlage, die den Anforderungen an Flexibilität, Geschwindigkeit und Genauigkeit nicht mehr gerecht wurde.
Gerade wegen der oft geringen Stückzahlen waren andere Fertigungsverfahren wie etwa das Walzprofilieren von vorne herein ausgeschlossen. Der hardwareseitige Wechsel von Profilrollen ist damit passé. „Wird beispielsweise ein ähnliches Profil mit anderer Schenkellänge benötigt, verändert die Arbeitsvorbereitung die Maschinenparameter und überträgt diese direkt an die Anlage“, erklärt Tobias Frank, der als Projektleiter bei der Kohler Maschinenbau GmbH in Lahr die Anlage bis ins letzte Detail kennt und beherrscht. Vom Anlagenpersonal sind dazu keinerlei Eingriffe erforderlich.
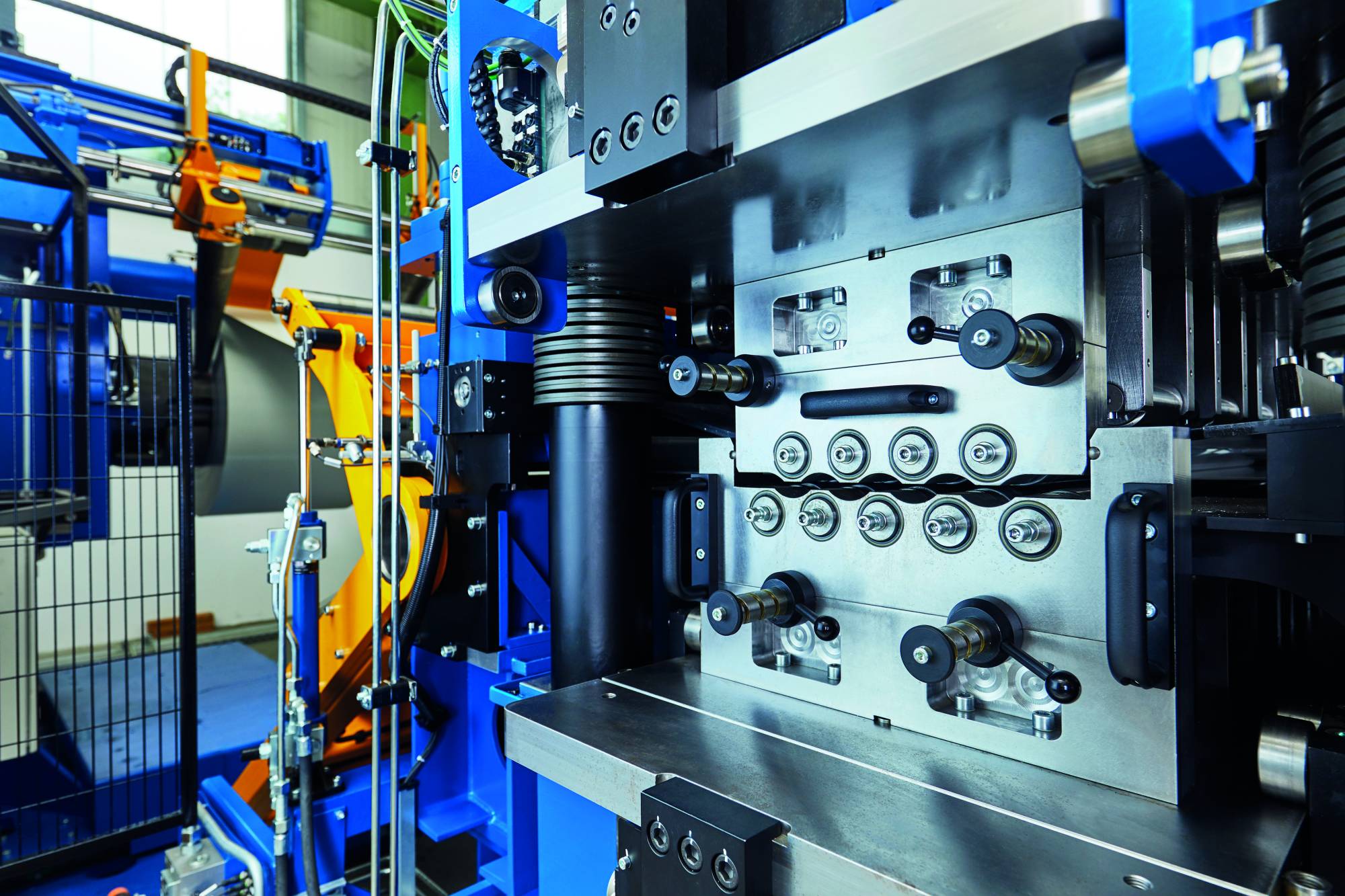
Ein wesentliches Merkmal der Anlage ist die integrierte Lochstanze, die mit 12 Werkzeugen bestückt ist und somit gleichzeitig 12 verschiedene Lochdurchmesser stanzen kann. Ebenso lassen sich damit unterschiedliche Konturen schneiden. Möglich ist dies durch ein um 180° verstellbares Drehwerkzeug. Die Lochstanze ist zu beiden Seiten der Bandkante zangenartig (C-Bügel) angeordnet und kann Werkzeuge mit Durchmessern von 3,3 bis 88 mm aufnehmen, wobei eine der Werkzeugaufnahmen um 360° rotieren kann. Durch die beidseitige oder spiegelbildliche Anordnung der Stanzeinheiten ist praktisch jedes erdenkbare Lochbild in Sekunden hergestellt.
Von der Haspel abgewickelt, durchläuft das Band die mit einer Einführhilfe und Bandseitenführung ausgestattete Richtmaschine.

Die Lochstanze verleiht dem gerichteten Band, je nach dem späteren Kantprofil und seiner Montage, das entsprechende Lochbild mit Löchern und Aussparungen.
Die Querteilschere schneidet das Band auf die exakte Länge des späteren Kantprofiles ab.
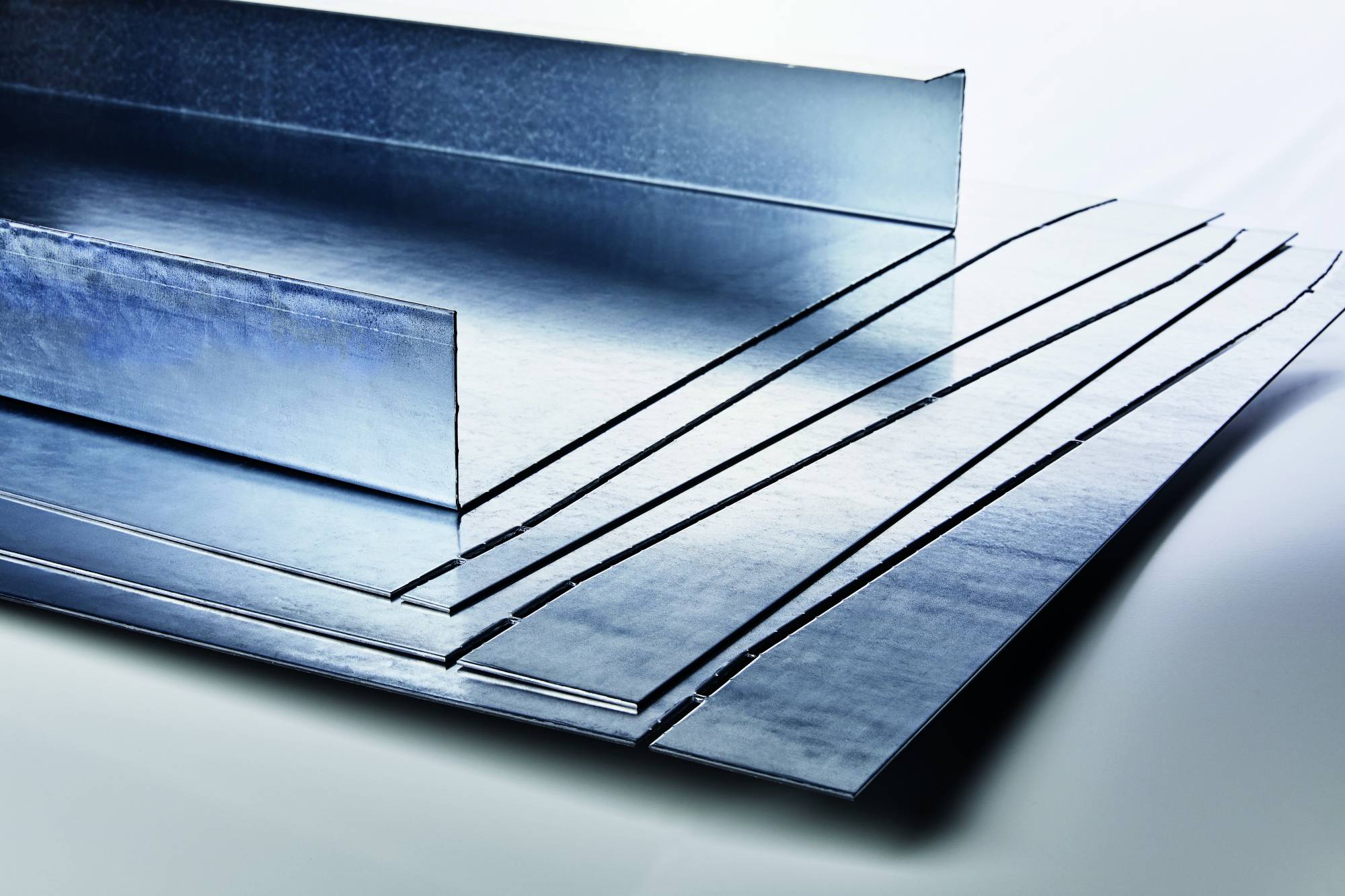
Die auf der Kohler-Anlage produzierten, fertiggelochten und auf Länge geschnittenen Blechplatinen erhalten in einem nachfolgenden Biege- bzw. Abkantprozess, je nach Anwendung, ihre Profilkontur.
Materialfluss ohne menschlichen Eingriff
Der Materialfluss startet mit einem hydraulischen und verfahrbaren Coilladewagen mit integrierter Gewichtsmessung. Für spätere Auswertungen werden die verarbeiteten Coilgewichte protokolliert. Ein neues Coil wird auf den Aufnahmedorn der Haspel geladen. Zur Minimierung von Nebenzeiten wird eine Wendehaspel eingesetzt, die es ermöglicht, Hauptzeitparallel zum Beladevorgang ein bereits auf der Haspel befindliches Coil abzuwickeln. „Durch die unterschiedlichen Kantprofilmaße kommt es kaum vor, dass ein Coil vom Anfang bis Ende durchläuft. Deshalb haben wir eine Rückspulautomatik gewählt, die das nicht benötigte Band wieder auf das Coil zurück wickelt“, erläutert Jürgen Stötzel. Der gesamte Lade- und Entladevorgang geschieht automatisch ohne menschlichen Eingriff.
Schrag wählte aus dem bei Kohler vorhandenen Spektrum eine Haspel mit einem max. Coilgewicht von 12 t und Bandbreiten von 200 bis 1.250 mm aus. „Entscheidend für den Anwender ist vor allem die Vermeidung der durch Coilwechsel verursachten unproduktiven Zeiten. Die Band-zu-Band-Wechselzeiten konnten damit um bis zu 60 % reduziert werden“, erklärt Tobias Frank.
Mit einer Einführhilfe, bestehend aus einem Tisch unten und einem Niederhalter oben, wird der Coil-Anfang über den Bandeinzug in die Kohler-9-Walzen-Richtmaschine eingeführt. Dabei handelt es sich um eine Bandrichtanlage mit einer erweiterten Schnellwechseleinrichtung. Diese Einrichtung erlaubt ein schnelles und gründliches Reinigen der Richtwalzen und Stützrollen. Dabei kann die obere und untere Kassette jeweils getrennt aus der Richtmaschine gefahren werden.

Experten unter sich: Tobias Frank, Projektleiter bei Kohler (links), und Jürgen Stötzel, Niederlassungsleiter bei Schrag in Heilbronn (rechts).

Vom Coil zur passgenauen und kantfertigen Blechplatine: Die Kohler Maschinenbau GmbH hat kürzlich bei der Schrag Kantprofile GmbH in Kirchardt-Berwangen eine neue Fertigungslinie für Blechplatinen, die anschließend zu Kantprofilen für den Hallenbau gekantet werden, in Betrieb genommen.

Fertigungsstationen präzise aufeinander abgestimmt
Für den Produktwechsel zwischen wiederkehrenden Materialien wird auf die in der Kohler-Steuerung abgelegten Richtparameter zurückgegriffen. Für neue Materialien werden mit dem Expert Calculation System nach Eingabe der Blechdicke und -breite, Streckgrenze und Materialart die Vorgabewerte für die Walzenstuhlposition ermittelt, die nach Bedarf vom Maschinenführer angepasst werden können.
Über die hinter der Richtmaschine befindliche Schlaufengrube, die für den entsprechenden Ausgleich bei unterschiedlichen Durchlaufgeschwindigkeiten sorgt, erreicht das Band schließlich die Stanzeinheiten mit den quer zur Bandrichtung verfahrbaren Werkzeugen. Die gewünschten Lochbilder oder Konturen werden von der Arbeitsvorbereitung zur Verfügung gestellt und entsprechend der Produktionsreihenfolge von der Anlage abgerufen. Ein Walzenvorschub sichert eine präzise Zuführung der Bänder in die Stanzeinheit, sodass die Werkzeuge bis auf 0,05 mm genau positioniert werden.
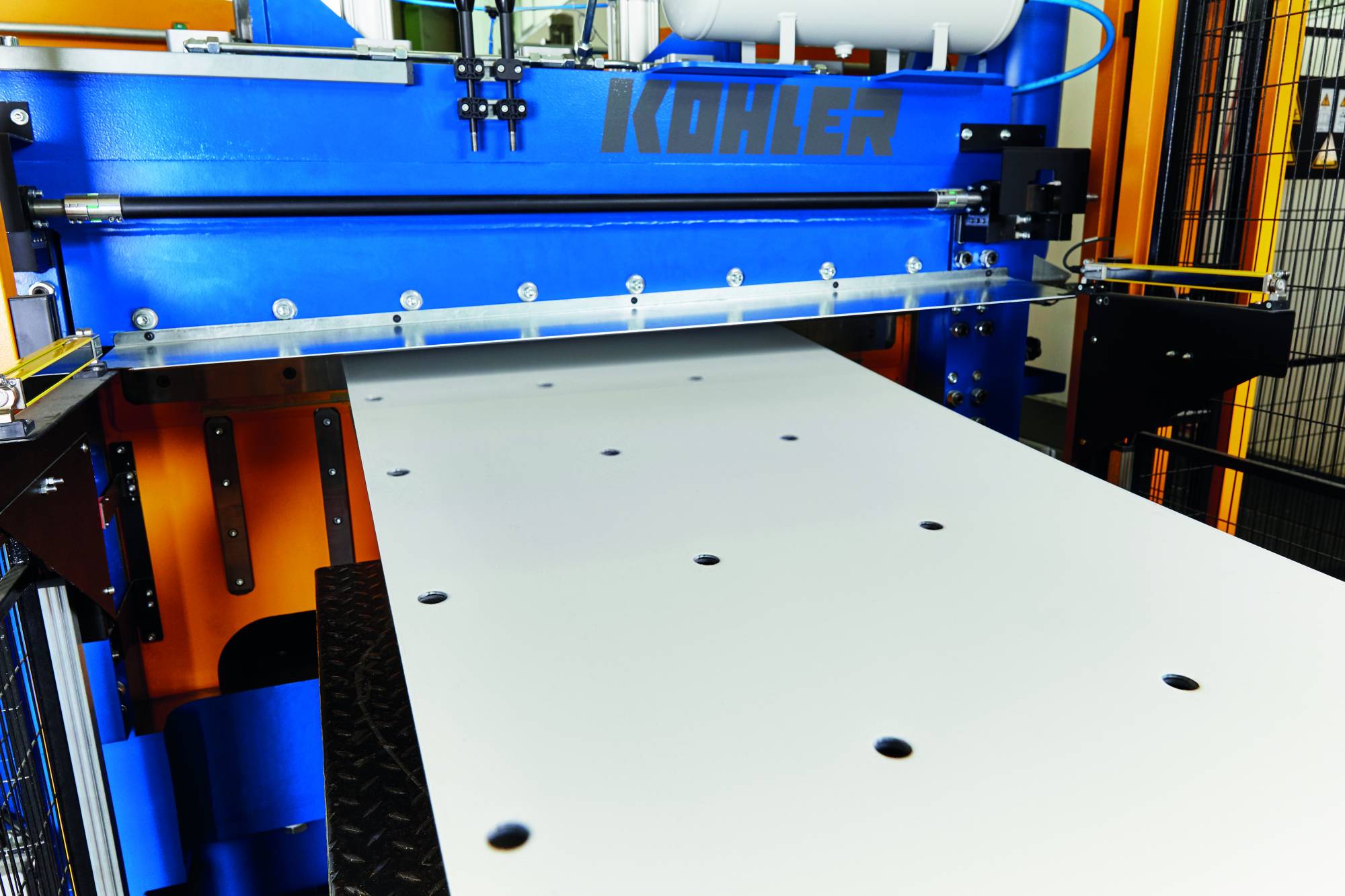
Mit der anschließenden hydraulischen Querteilschere werden die Bänder auf Länge geschnitten. Der integrierte Restbandtreiber trennt Bandreste sauber von den Gutteilen und schiebt diese zerkleinert in einen Schrottbehälter. Die kantbereiten Platinen werden auf einen nachfolgenden Ablagetisch geschoben. Zuvor wird jedes Blechteil automatisch mit auftragsbezogenen Informationen versehen. So kann der Monteur später auf der Baustelle die Teile identifizieren und die entsprechende Montagereihenfolge festlegen.
Die Gesamtanlage misst etwa 20 m und ist mit den verketteten Fertigungsstationen präzise aufeinander abgestimmt. Sämtliche Steuerungs- und Automatisierungsprogramme inklusive der CAD-basierten Funktionen in der Arbeitsvorbereitung wurden von Kohler entwickelt und installiert. Alle anlagenspezifischen Parameter greifen optimal ineinander und machen die Bandanlage „rund“. Somit steht die Kohler-Bandanlage nicht nur für eine hohe Flexibilität und Sicherheit bei Schrag, sondern auch exemplarisch für das, was man unter digitalisierter Produktion und Industrie 4.0 versteht. Jürgen Stötzel sieht sich damit als Niederlassungsleiter für die Schrag-Kantprofilproduktion in Kirchardt-Berwangen für die Zukunft bestens aufgestellt.
Teilen: · · Zur Merkliste