Schunk VERO-S: Kleine Losgrößen automatisiert fertigen
Die Erfolge der automatisierten Maschinenbeladung sind beachtlich: Selbst bei der Fertigung von Kleinstserien und Einzelstücken ist es zwischenzeitlich möglich, rüstzeitbedingte Stillstandzeiten spürbar zu reduzieren und die Maschinen mit minimalem Personalaufwand rund um die Uhr auszulasten. Dabei gilt die überlegte Auswahl der Spannmittel und Greifsysteme als wichtiger Faktor.

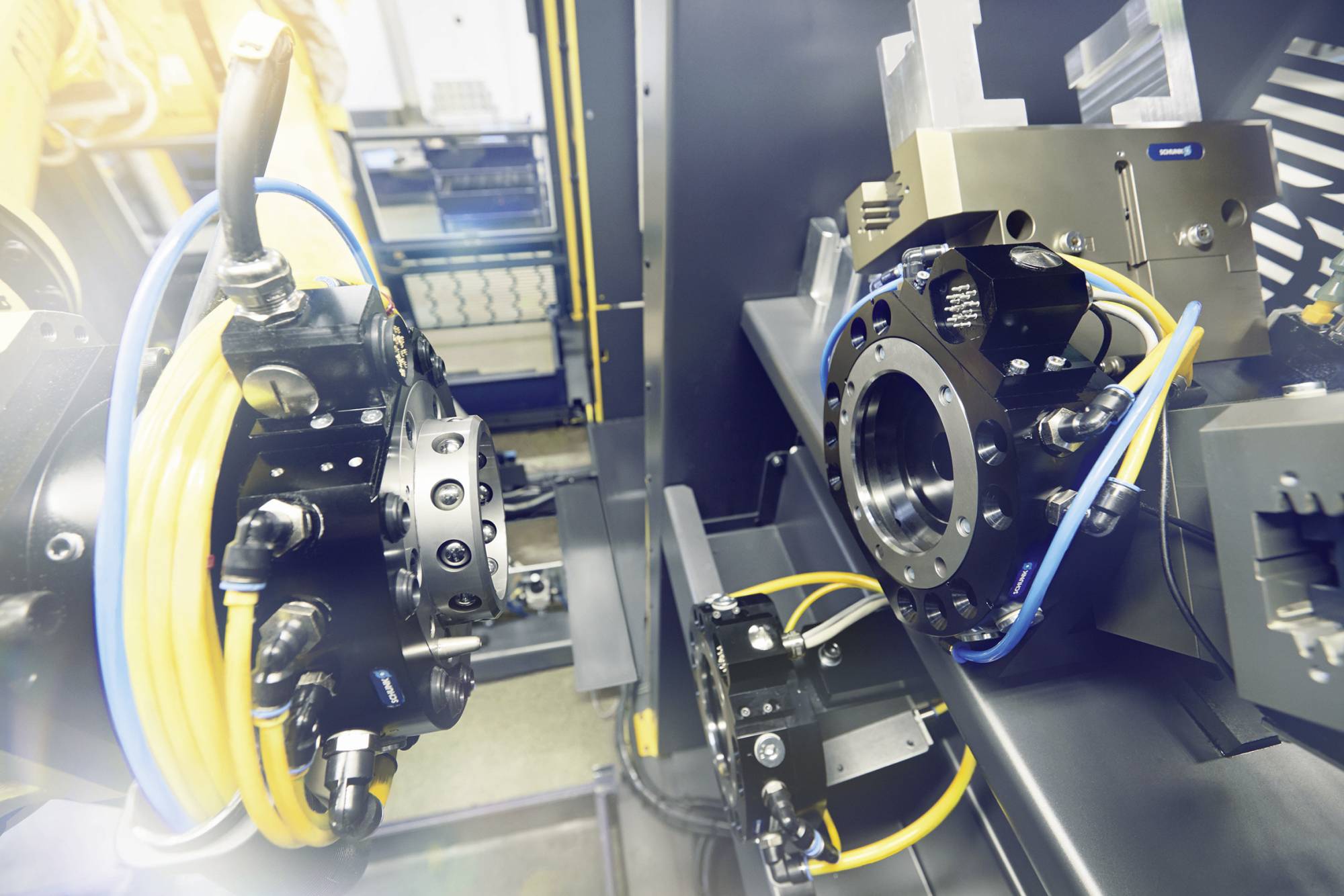
Bei der automatisierten Maschinenbeladung gilt die überlegte Auswahl der Spannmittel und Greifsysteme als entscheidender Faktor. Das Spanntechnik- und Greifsystem-Sortiment von Schunk steht diesbezüglich für maßgeschneiderte Lösungen.
Moderne Konzepte zur automatisierten Werkzeugmaschinenbeladung berücksichtigen drei zentrale Faktoren: kürzeste Zykluszeiten, eine maximale Anlagenverfügbarkeit sowie die Möglichkeit, sehr flexibel auf Produktmodifikationen und Nachfrageänderungen reagieren zu können.
Best-Practise-Beispiele belegen: Wer eine hohe Varianz beherrschen und kleine Losgrößen mit maximaler Effizienz fertigen will, sollte zuerst die Komplexität seiner Prozesse reduzieren. Dazu zählen strenge Werkzeugkonventionen ebenso wie klare Übereinkünfte bei Werkzeug- und Werkstückspannmitteln. Ebenso wichtig ist es, Rüstzeiten zu minimieren, sie vor die jeweilige Maschine zu verlagern und die Fertigung mithilfe von Teilespeichern zu verbessern. Besonders große Effekte erzielen Unternehmen, die das Gesamtsystem aus Maschine, Spannmittel, Werkzeugen, Greiftechnik und anderen Belade-komponenten im Blick haben. Denn ob eine Maschinenbeladung bei kleinen Losgrößen besser mithilfe von Paletten, über einen direkten Spannmittelwechsel oder als Teilehandling per Roboter, Portal oder über ein flexibles Fertigungssystem erfolgt, hängt stets von den individuellen Gegebenheiten ab. Das mit über 11.000 Standardkomponenten weltweit größte Spanntechnik- und Greifsysteme-Sortiment von Schunk bietet ideale Voraussetzungen für maßgeschneiderte Lösungen.

Bei kleinen und mittleren Losgrößen erhöhen Palettiersysteme die Produktivität und Wirtschaftlichkeit von Werkzeugmaschinen.
Individualität aus dem Baukasten
Einen besonders flexiblen und zugleich prozessstabilen Spannmittelwechsel ermöglichen standardisierte Palettiersysteme. Dabei werden die Werkstücke und Spannvorrichtungen auf Spannpaletten gerüstet, magaziniert und aus dem Palettenmagazin sukzessive auf das Bearbeitungszentrum eingewechselt. An der Unterseite verfügen die Paletten über eine einheitliche Schnittstelle zum Nullpunktspannsystem. Vergleichbar mit einem Adapter verbinden sie die Maschine mit unterschiedlichsten Werkstücken.
Moderne Palettensysteme verfügen zusätzlich über eine seitliche Schnittstelle, sodass die Paletten prozessstabil mit einem Roboter oder Portal verbunden werden können. Eine besonders effiziente Lösung ist das Schunk Palettiermodul VERO-S NSA plus, das extrem flach baut und im Maschinenraum jede Menge Platz fürs Werkstück und für die Achsbewegungen lässt. Es erreicht dank einem patentierten Eil- und Spannhub Einzugskräfte bis 15.000 N und Haltekräfte über 100.000 N. Sämtliche Funktionsteile wie Grundkörper, Spannschieber und Spannringe sind in gehärtetem Edelstahl ausgeführt und damit absolut korrosionsbeständig.
Ein zwangsgeleiteter Luftstrom reinigt beim automatisierten Wechsel die Planflächen und den Kurzkegel und stellt so eine spanfreie Plananlage der Palette sicher. Zentrierringe übernehmen anschließend die referenzgenaue Positionierung. Spannschieber sorgen für eine formschlüssige, selbsthemmende Fixierung. Über eine Staudruckabfrage lassen sich alle Prozessschritte zuverlässig überwachen. Beim Werkstückwechsel hebt ein Aushubbolzen die Palette leicht an und vereinfacht den Wechselvorgang. Im Gegensatz zu anderen Spannsystemen verbraucht Schunk VERO-S NSA plus während der Bearbeitung keine Energie. Die Paletten bleiben selbst dann sicher gespannt, wenn der Druck im Luftsystem plötzlich abfallen sollte. Das innenliegende Federpaket sorgt für eine dauerhafte und sichere Spannung. Zum Öffnen der Module genügt ein Pneumatiksystemdruck von 6 bar.
Mit der Schunk VERO-S NSR Roboterkupplung lassen sich Spannpaletten prozesssicher handhaben. Auf dem Maschinentisch gewährleistet das Schunk Nullpunktspannsystem einen sicheren Halt bei maximaler Wiederholgenauigkeit.
Roboterkupplungen für Lasten bis 1.000 kg
Um die Schnittstelle zum Roboter oder Portal zu vereinheitlichen und einen prozessstabilen Ablauf zu gewährleisten, hat Schunk die schlanke, störkonturminimierte Leichtbaukupplung Schunk NSR entwickelt. Sie lässt sich auch in beengten Verhältnissen einsetzen und ermöglicht eine Palettenbeladung extrem nah am Maschinentisch. Mit ihr sind besonders niedrige Aufbauten aus Spannstation und -palette realisierbar.
Indem Teile außerhalb des Kraftflusses in Aluminium ausgeführt sind, Teile im Kraftfluss hingegen aus gehärtetem Edelstahl bestehen, erzielt die Kupplung ein optimales Verhältnis aus Steifigkeit, Robustheit und Gewicht. Die Verriegelung erfolgt formschlüssig und ist selbsthemmend. Öffnen, Schließen und Palettenanwesenheit werden über induktive Näherungsschalter abgefragt, sodass sich der gesamte Wechselprozess überwachen lässt. Um die Prozessstabilität zu erhöhen, ist die Roboterkupplung komplett gegen Späne und Kühlschmiermittel abgedichtet und serienmäßig mit einer Reinigungsfunktion ausgestattet. Stahlinlays an den Kontaktstellen machen die Roboterkupplungen zudem extrem verschleißfest.
Dank konsequentem Leichtbau wiegen die Module nur 400 g (NSR mini 100) bzw. 1.600 g (NSR 160). Sie eignen sich zur zuverlässigen Handhabung von Paletten bis 75 kg (bei 200 x 200 mm) bzw. bis 300 kg (bei 400 x 400 mm). Speziell für das Schwerlasthandling bis 1.000 kg wurde darüber hinaus die Schunk Roboterkupplung NSR maxi 220 entwickelt. Das Modul überträgt Drehmomente bis 4.000 Nm. Die Ver- und Entriegelung wird über ein Wegmesssystem, die Palettenanwesenheit über induktive Näherungsschalter abgefragt.
Um auch Handhabungssysteme möglichst vielseitig nutzen zu können, bietet Schunk ein breites Spektrum an Schnellwechselmodulen für das Roboter-Frontend an.
Spannmittelwechsel ohne Palette
Alternativ zum automatisierten Palettenwechsel können auch komplette Spannmittel für die automatisierte Maschinenbeladung genutzt werden. Als Schnittstelle zur Maschine dient auch hier das Nullpunktspannsystem Schunk VERO-S. So lassen sich Schunk TANDEM plus Kraftspannblöcke in Sekundenschnelle in die Maschine einwechseln und per Roboter und Schunk Greifer unmittelbar mit Werkstücken beladen. Schnellwechselbacken erhöhen zusätzlich die Flexibilität. Zum Teil gehen Anwender sogar noch weiter: Sie bestücken federgespannte Schunk TANDEM plus Kraftspannblöcke hauptzeitparallel außerhalb der Maschine mit Rohteilen und wechseln diese in gespanntem Zustand per Roboter komplett in die Maschine ein. Dabei nimmt das Nullpunktspannsystem Querkräfte zuverlässig auf, ohne dass das Werkstück seine Position verändert oder Vibrationen an der Werkzeugschneide entstehen.
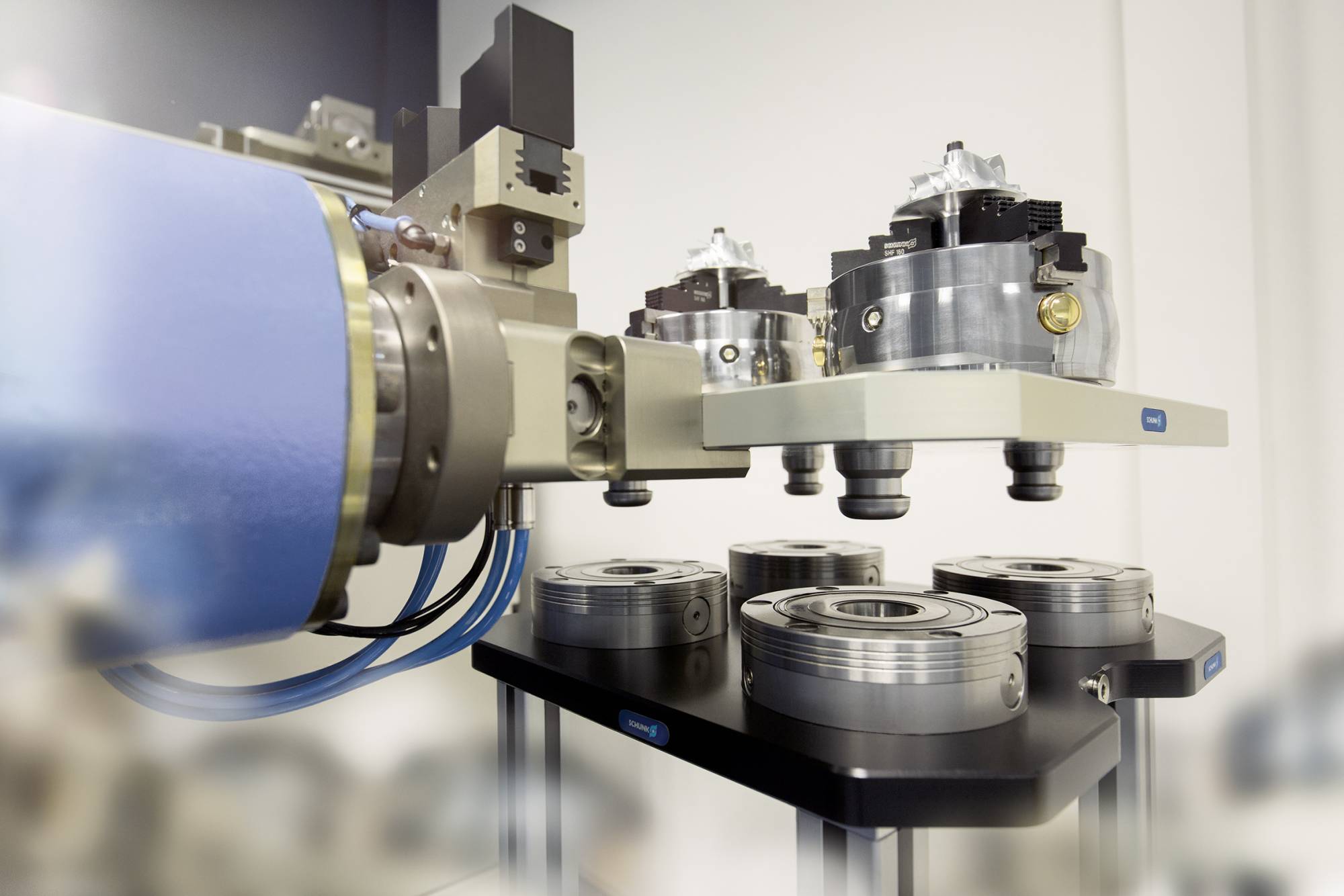
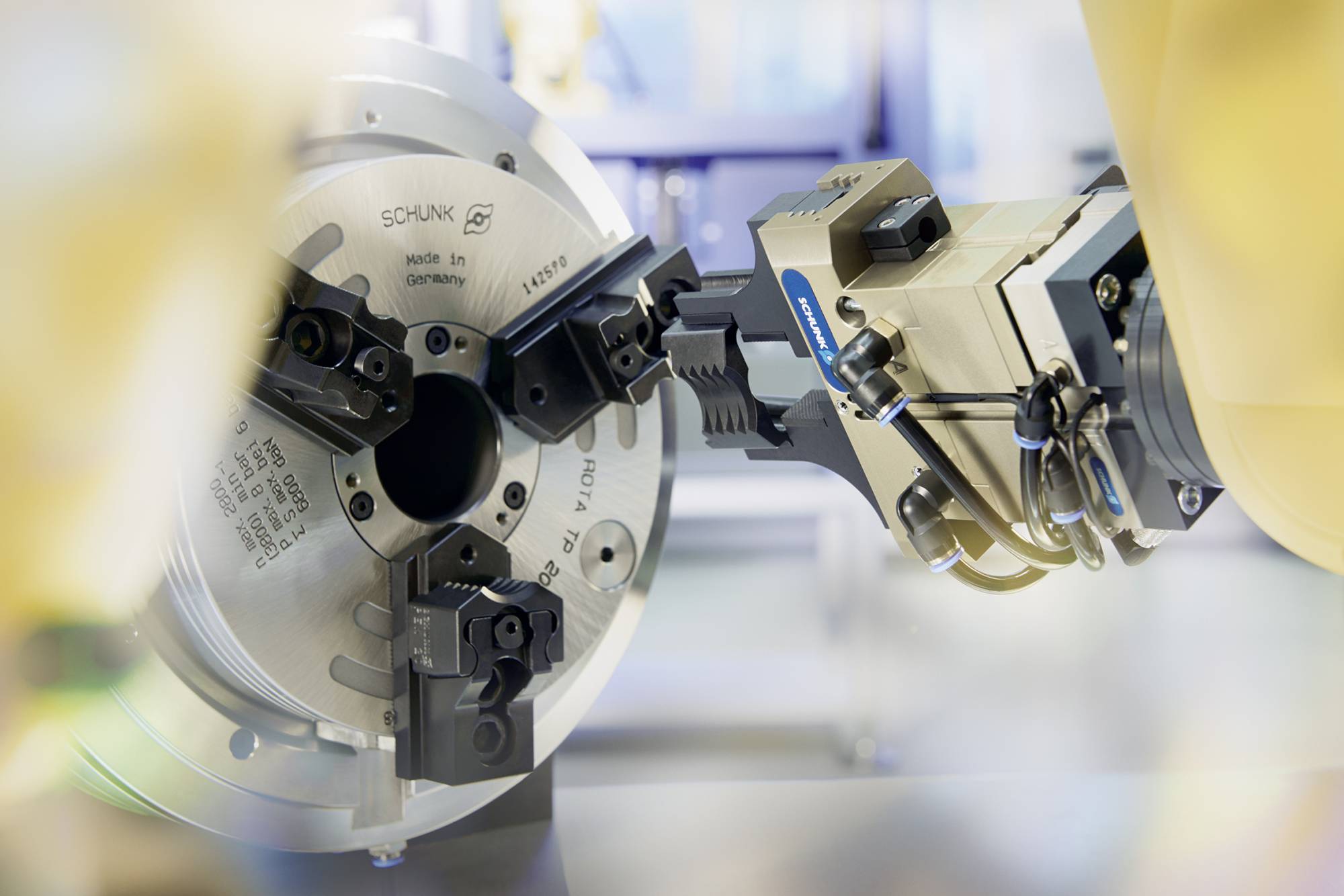
Dieser Hydro-Dehnspanndorn (rechts) ist direkt auf dem Schunk Kraftspannfutter ROTA THW platziert und ermöglicht eine hochpräzise Spannung. Der Schunk Beladegreifer wiederum wurde mit Kunststoffbacken ausgerüstet, um die Oberfläche der Präzisionsteile zu schonen.

Mechatronische Großhubgreifer wie der Schunk PEH 40 ermöglichen mit ihrem variablen Hub ein flexibles Handling unterschiedlicher Teile.
Schnellwechsellösungen für Spannmittel
Besonders vielseitige Lösungen ermöglicht auch das Schunk Keilstangen-Kraftspannfutter ROTA THW plus mit seinem Backenschnellwechselsystem. Statt komplette Spannmittel umzurüsten, wird die erforderliche Flexibilität über einen rasanten Backenwechsel erzielt. Ohne dass Spannbacken neu ausgedreht werden müssen, lassen sich diese innerhalb von maximal zwei Minuten mit einer Wiederholgenauigkeit von 0,02 bis 0,03 mm wechseln.
Das Drehfutter ist gezielt auf das hohe Prozesstempo, die Präzision und die Flexibilität moderner Multitasking-Maschinen abgestimmt. Da es sehr niedrig baut, bleibt jede Menge Platz in der Maschine. Mehr noch: In Kombination mit werkstückspezifischen Schunk Hydro-Dehnspannlösungen, die unmittelbar auf die modifizierten Kraftspannfutter eingewechselt werden können, lassen sich auch deformationsempfindliche Teile automatisiert beladen. Um den Spannmechanismus zu aktivieren, genügt es, dass der Maschinenzylinder stumpf auf den Hydro-Dehnspannkolben drückt und damit den Spannmechanismus aktiviert. Fährt der Zylinder zurück, entspannt das Hydro-Dehnspannfutter automatisch.
Schunk Hydro-Dehnspanndorne und -futter sind eine wirkungsvolle Lösung, um die Rüstzeiten zu minimieren, Werkstücke automatisch zu zentrieren und mit einer Wiederholgenauigkeit von bis zu 0,003 mm zu spannen. Statt für jede Werkstückgröße ein separates Grundfutter einzusetzen, genügt bei Schunk Hydro-Dehnspannlösungen ein einziges Grundfutter wie das Schunk ROTA THW plus.
Rasante Rüstprozesse ermöglicht auch ein speziell für das flache Kraftspannfutter Schunk ROTA NCO entwickeltes System für den werkzeuglosen Backenwechsel. Über eine Nase und ein federndes Druckstück lassen sich die Spannbacken von Hand und ohne Einsatz eines Werkzeugs innerhalb weniger Sekunden wechseln. Erst wenn die Spannbacke korrekt platziert ist, rastet diese auch ein. Typischen Fehlerquellen spitzverzahnter Drehfutter, beispielsweise eine fehlerhafte Position der Spannbacke, eine fehlerhafte Zahnstellung oder ein falsches Drehmoment sind bei dem System komplett eliminiert. Die Rüstzeit für ein komplettes Drehfutter sinkt mit dem Schunk Schnellwechselsystem auf unter eine Minute. Anschließend kann das hochpräzise Kraftspannfutter voll automatisiert beladen werden. Mithilfe individuell projektierter Sonderbacken lässt sich auch eine extrem große Teilevarianz effizient abdecken.
Eine neue Möglichkeit zur flexiblen Automatisierung kraftgespannter Backenfutter bietet seit kurzem auch das Backenschnellwechselsystem Schunk PRONTO. Mit ihm lassen sich Drehfutter vollautomatisch per Roboter auf ein neues Teilespektrum umrüsten und beladen. Die erforderlichen Spanneinsätze werden auf Schunk VERO-S Grundplatten magaziniert und von dort per Roboter auf das Drehfutter eingewechselt. Die Ver- und Entriegelung erfolgt mit einem speziellen Sechskantschlüssel, der ebenfalls per Roboter bedient wird.
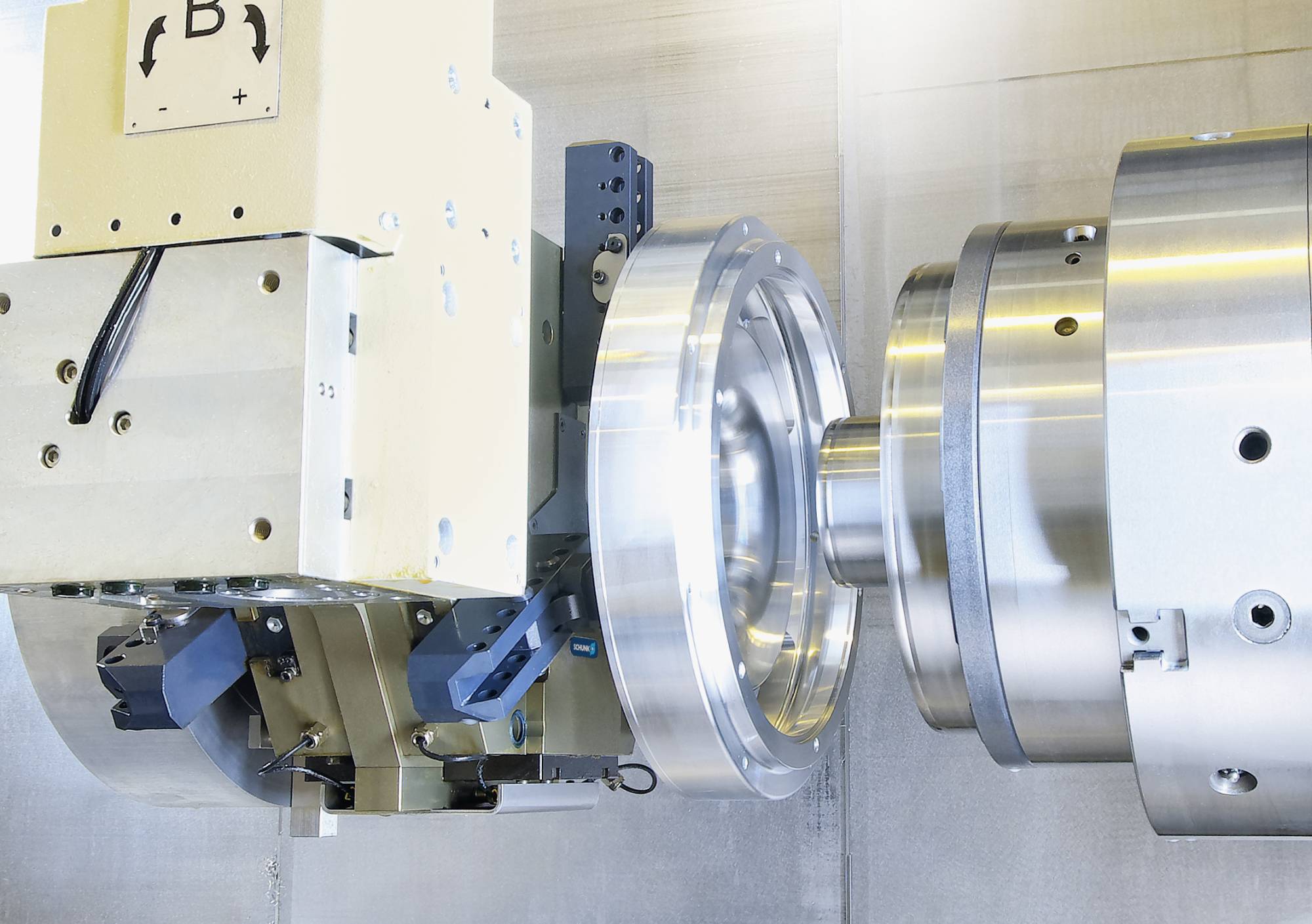
Die Schunk Kraftspannfutter ROTA THW gewährleisten kurze Rüstzeiten und eine Wechselwiederholgenauigkeit zwischen 0,02 und 0,03 mm. Für spezielle Anwendungen gibt es die Futter wie hier auch als modifizierte Standardlösung.

Das werkzeuglose Backenschnellwechselsystem wurde von Schunk gezielt für das Kraftspannfutter ROTA NCO entwickelt. Es ermöglicht ein prozesssicheres Umrüsten aller drei Spannbacken unter einer Minute.
Schnellwechsellösungen fürs Frontend
Um auch Handhabungssysteme möglichst vielseitig nutzen zu können, bietet Schunk ein breites Spektrum an Schnellwechselmodulen für das Roboter-Frontend an. In der Regel bestehen diese aus zwei Teilen: einem Schnellwechselkopf, der am Roboterarm montiert ist, und einem Schnellwechseladapter, der mit dem jeweiligen Werkzeug bzw. Greifer verbunden ist. Beim Werkzeugwechsel werden beide Teile automatisch miteinander gekoppelt und stellen dabei zum einen eine stabile mechanische Verbindung her. Zugleich sorgen sie je nach Anwendung für eine zuverlässige Durchleitung von Pneumatik und Hydraulik, für eine stabile Spannungsversorgung und für die Durchleitung unterschiedlichster elektrischer Signale.
Das patentierte „No-Touch-Locking-System“ ermöglicht auch dann einen zuverlässigen Wechsel, wenn Kopf und Adapter bis zu 2,5 mm voneinander entfernt sind. Zusätzlich ist das Verriegelungssystem mit einer patentierten Selbsthemmung ausgestattet, die eine prozessstabile Verbindung zwischen Schnellwechselkopf und Schnellwechseladapter mit einer Wechselgenauigkeit von 0,015 mm gewährleistet – ein deutlicher Unterschied zu anderen Modulen am Markt. Auch mechatronische Greifmodule wie der Großhubgreifer Schunk PEH ermöglichen mit ihrem frei regelbaren Backenhub ein flexibles Handling unterschiedlicher Werkstücke und liefern bei Bedarf wichtige Informationen – beispielsweise zur Werkstückanwesenheit oder zu den Abmessungen.
Für den schnellen und zuverlässigen Werkzeugwechsel bietet Schunk ein umfangreiches Roboterzubehör-Programm.
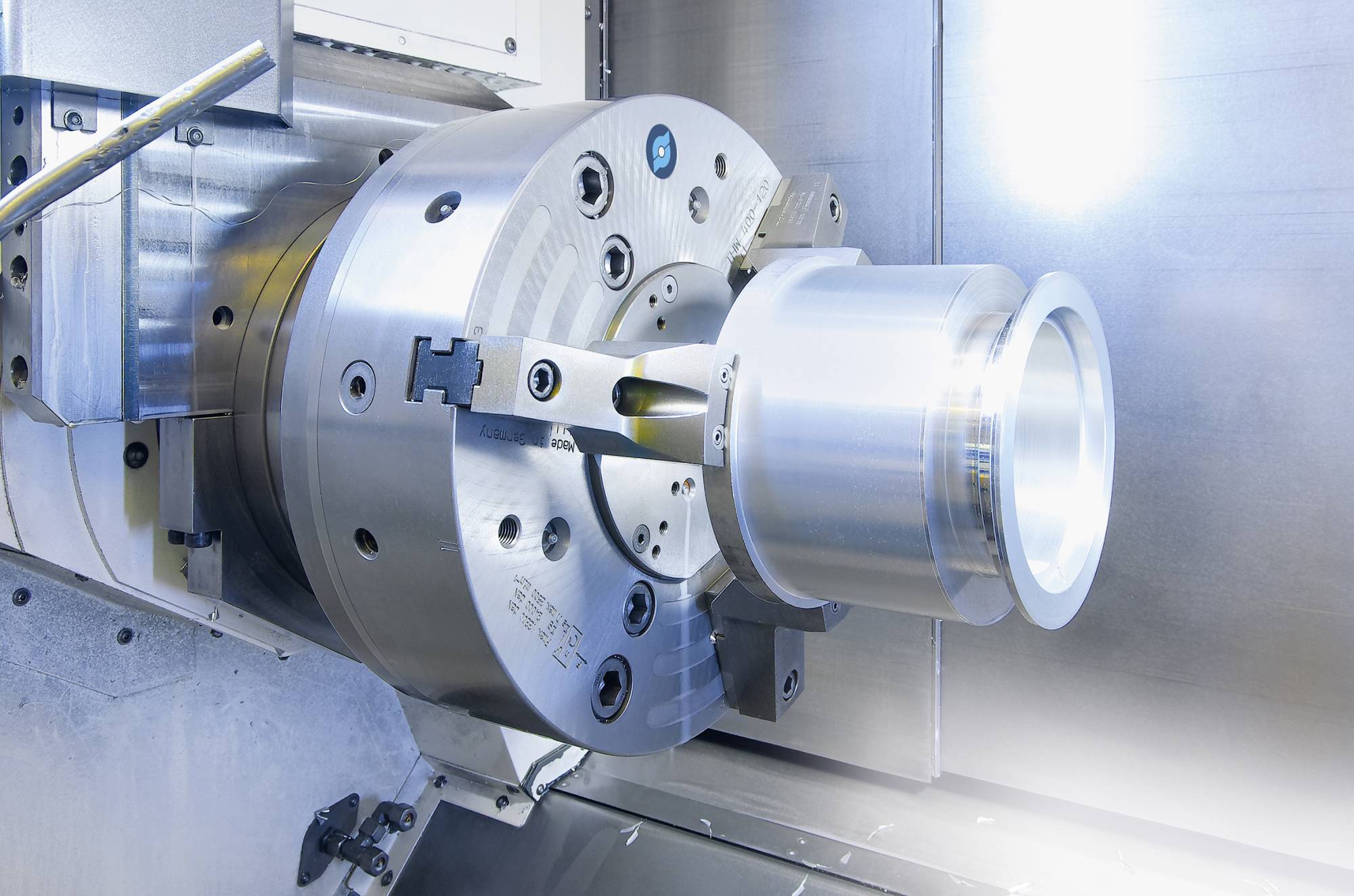
Voll automatisiertes Teamwork von Schunk Spannmitteln und Greifsystemen: Mit dem Backenschnellwechselsystem Schunk PRONTO ist dieses Drehfutter in Sekundenschnelle auf ein neues Teilespektrum umgerüstet.

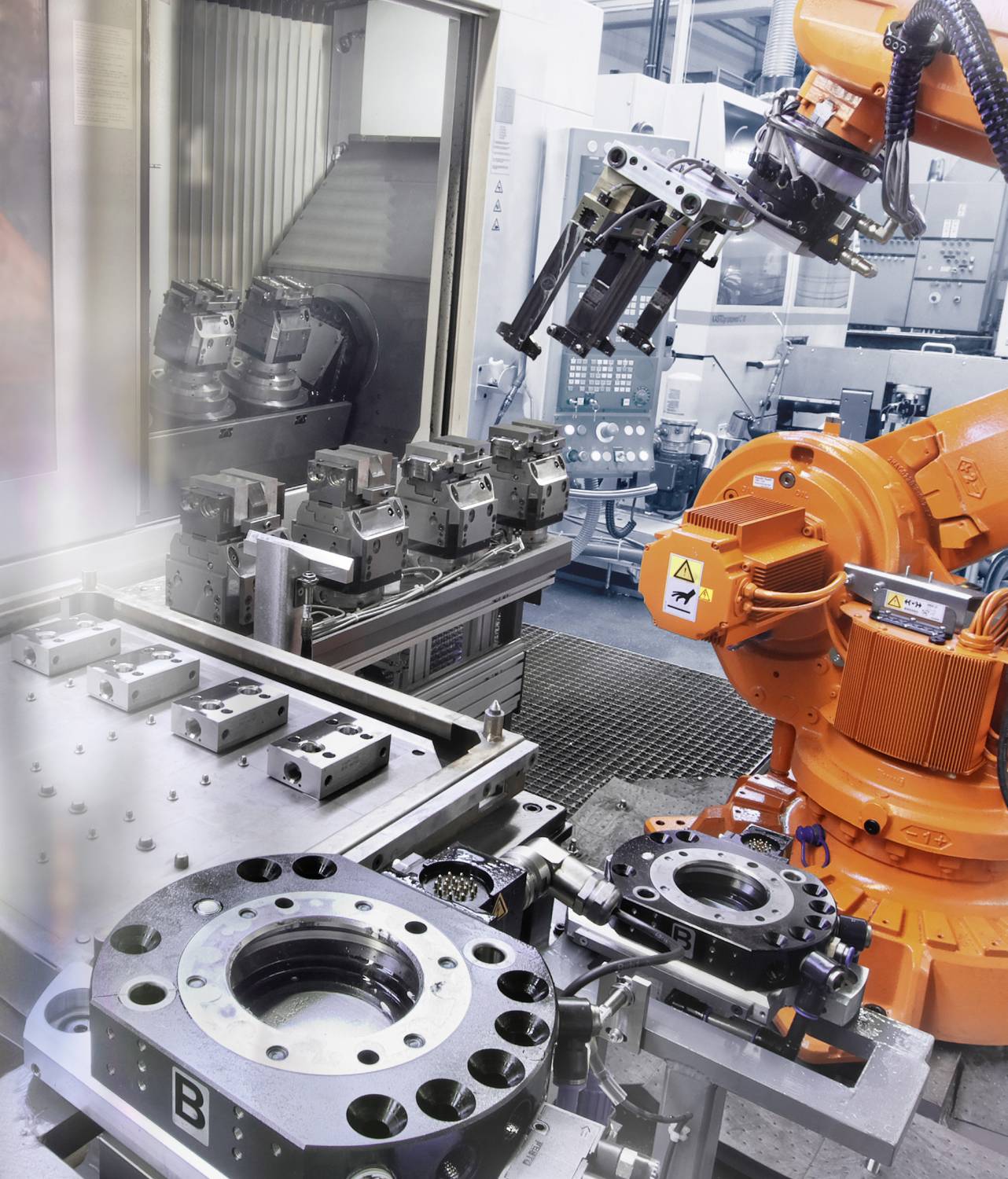
Mithilfe des Nullpunktspannsystems Schunk VERO-S können Schunk TANDEM plus Kraftspannblöcke mit wenigen Handgriffen innerhalb kürzester Zeit komplett aus der Maschine entnommen werden.
Frei positionierbare Linearachsen zur Verkettung von Werkzeugmaschinen
Im Zuge der Flexibilisierung von Produktionsprozessen für die Industrie 4.0 gewinnt auch die frei variierbare Verkettung von Werkzeugmaschinen an Bedeutung. So haben sich für flexible und dynamische Transportaufgaben entlang einer Achse die lineardirekt angetriebenen Achsen der Schunk LDx Baureihe etabliert. Im Gegensatz zu herkömmlichen Servo-Achsen benötigen diese keine aufwändigen Referenzfahrten beim Hochfahren der Anlage sowie nach Not-Stopps. Zudem sind weder End- noch Referenzsensoren erforderlich, sodass sich die Investitionskosten, der Programmieraufwand und die Anzahl der Kabel im Kabelsatz verringern.
Da auf einem Führungsprofil auch mehrere frei programmierbare Schlitten platziert werden können, lassen sich mit Schunk LDx Modulen besonders kompakte und kosteneffiziente Konzepte realisieren. Für hohe Traglasten bei der Maschinenverkettung ist die Schunk Linearmodulbaureihe Gamma ausgelegt. Deren geschlossene und damit besonders steife Grundprofile sorgen in Verbindung mit belastbaren Profilschienenführungen auch ohne zusätzliche Abstützung für eine enorm hohe Tragfähigkeit. Modular aufgebaut lassen sich die Module optimal an die jeweilige Anwendung anpassen. So können diese wahlweise mit Zahnstangenantrieb für hohe Lasten oder mit Zahnriemenantrieb für hohe Verfahrgeschwindigkeiten ausgestattet werden. Mit Zahnstangenantrieb sind zwei und mehr Schlitten unabhängig voneinander ansteuerbar. Und auch mit Zahnriemenantrieb lassen sich zwei Schlitten unabhängig voneinander verfahren. Der Grund für diese Besonderheit liegt in der geschlossenen Bauweise, die eine Platzierung zweier Zahnriemenantriebe nebeneinander ermöglicht. Für vertikale Einsätze ist zusätzlich ein Schienenklemmelement erhältlich, das ein unkontrolliertes Absinken bei Not-Stopps oder Stromausfällen verhindert.
Teilen: · · Zur Merkliste