Wärmetauscherplatten am laufenden Band schweißen
Wärmetauscher findet man in vielen Industriezweigen, in der Lebensmittelindustrie aber sind sie Schlüsselkomponenten, da sie zur Erhitzung und Kühlung von Lebensmitteln eingesetzt werden. Deswegen muss ihre Herstellung höchsten hygienischen und qualitativen Ansprüchen genügen. Zum Schweißen von Wärmetauscherblechen schuf Dalex für ein internationales Unternehmen eine automatisierte Gesamtlösung inkl. Werkstücktransport, genauer Positionierung, hochwertiger Schweißung, Reinigung und Kommissionierung. So werden die Prozesszeiten gesenkt und Handlingzeiten minimiert.
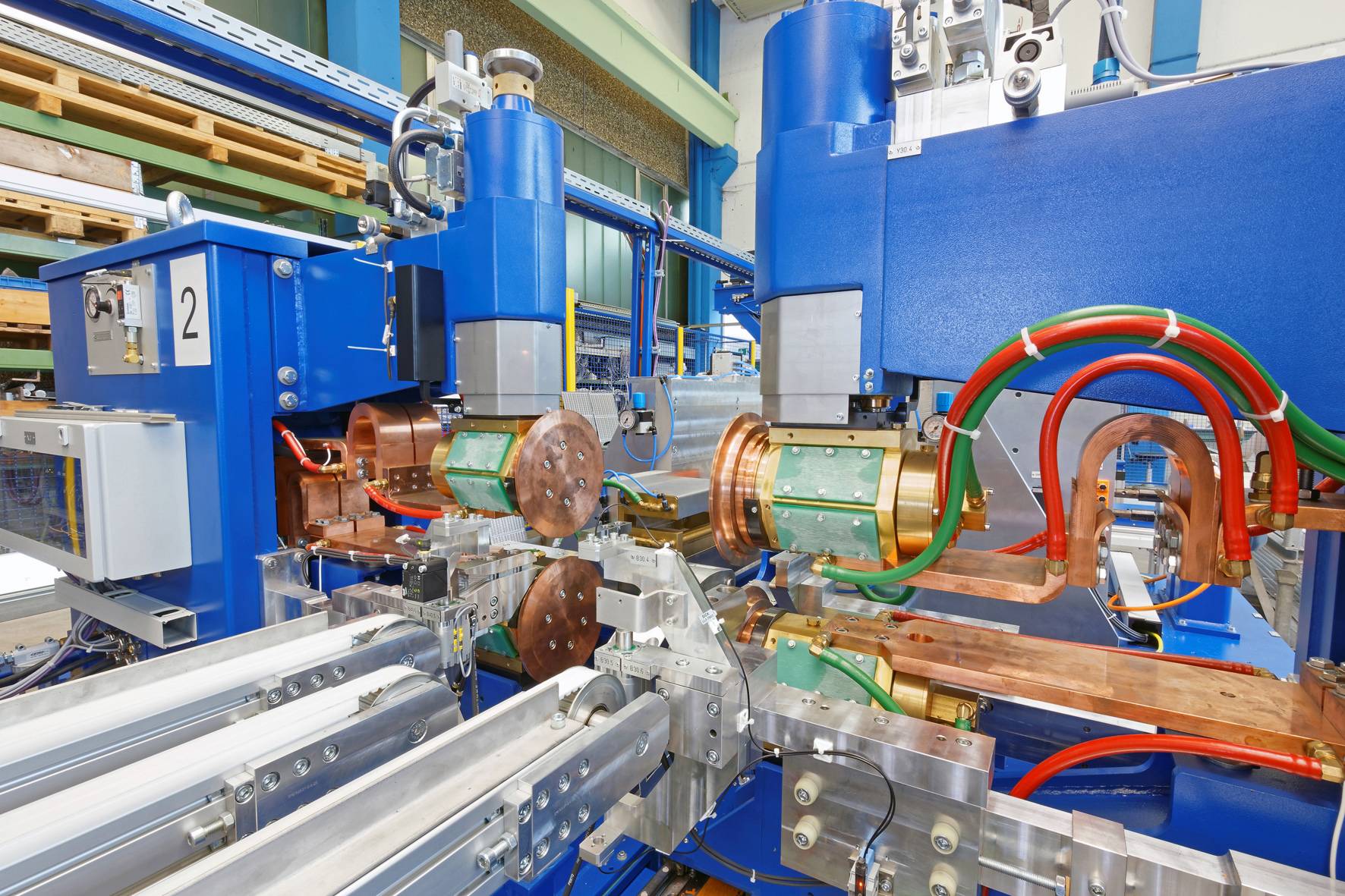
In der Punktschweißanlage werden die Wärmetauscherbleche in der exakten Position fixiert.
Shortcut
Aufgabenstellung: Flexible und effiziente Lösung für das Schweißen von Wärmetauscherblechen.
Lösung: Automatisierte Fertigungslinie von Dalex mit Punktschweißung, Rollnahtschweißung inklusive Reinigungsstation und Abstapelportal.
Nutzen: Die Prozesszeiten konnten erheblich gesenkt und die Handlingzeiten minimiert werden.
Um manche Lebensmittel haltbar zu machen, müssen sie wärmebehandelt werden. Dazu setzt die Industrie häufig Wärmetauscher ein. Möglichst effizient und selbstverständlich zuverlässig müssen sie arbeiten, um die Standards bei Kühlung, Haltbarkeit sowie der sauberen Lebensmittel-Verarbeitung zu erreichen. Diese Qualitätsansprüche sind schon bei der Herstellung der Wärmetauscher zu berücksichtigen. Ein international tätiges Unternehmen mit mehreren Standorten suchte eine flexible und effiziente Lösung für das Schweißen von Wärmetauscherblechen mit unterschiedlichen Abmessungen und fand sie bei Dalex, einem Experten für alle Prozesse rund um das Widerstandsschweißen.
„Da die Breiten der benötigten Industriewärmetauscher von 240 bis 1.080 mm und die Längen von 200 bis 6.000 mm variieren, war hohe Flexibilität beim Teiletransport und bei der Bearbeitung der Bleche gefordert. Da die Anlage für einen Standort in Amerika bestimmt war, mussten hierfür zudem spezielle Anforderungen erfüllt werden“, so DI Hans-Werner Chwalisz, Geschäftsleitung Vertrieb und Marketing bei Dalex. „Wir entwickelten eine genau zugeschnittene, automatisierte Fertigungslinie mit Punktschweißung zur Fixierung und automatisierter Rollnahtschweißung inklusive Reinigungsstation und Abstapelportal. Die Grundlage ist ein Längstransfersystem, um die einzelnen Bearbeitungsschritte zu verketten.“

Dalex entwickelte eine abgestimmte Linienfertigung von Wärmetauschern für einen internationalen Zulieferer in der Lebensmittelindustrie. (Bilder: Dalex)
Exakte Positionierung für die hochwertige Schweißnaht
Über die erste Förderstrecke, eine Einlaufrollenbahn, werden die Wärmetauscherbleche in die Fertigungslinie eingeschleust und gelangen so in die Punktschweißanlage zur Lagefixierung. Die profilierten Bleche – das Ober- und Unterblech der Wärmetauscher – werden an einem absenkbaren Festanschlag am Ende der Förderstrecke angelegt und seitlich durch die stufenlose Breitenverstellung der Seitenführungsleisten mit Rollen geführt. Sensoren überwachen dabei immer die korrekte Lage der beiden Bleche. Liegen diese genau an der richtigen Stelle, werden sie seitlich gespannt. Der Festanschlag wird nun heruntergefahren und ein Taktantrieb transportiert die Bleche in und durch die Punktschweißstation. Die Punktzangen an der rechten und linken Seite setzen während des Transports automatisch mehrere Schweißpunkte, um die Bleche in der optimalen Position zu fixieren.
„Danach geht es über Gurtbandförderer weiter zur Rollnahtschweißanlage, die alle vorgepunkteten Baugruppen dicht verschweißt. Auch das zweite Förderband besitzt eine motorisch verstellbare Seitenführung. Eine Zugachse transportiert die Bleche dann durch die Anlage, die aus zwei Rollnahtschweißmaschinen mit Schleppköpfen und ohne eigenen Blechvorschub besteht. Sie sind rechts und links des Förderbandes angeordnet und befinden sich auf einem verfahrbaren Grundrahmen. So können die Maschinen mittels des Verstellantriebs stufenlos zu den jeweiligen Blechbreiten positioniert werden“, geht Chwalisz ins Detail.

Der Rollnahtschweißanlage, in der die vorgepunkteten Baugruppen dicht verschweißt werden, ist eine Bürststation nachgeschaltet. Jeweils zwei Bürsten rechts und links reinigen die Schweißnähte gleichzeitig von oben und unten.

Die Abstapeleinheit für die Fertigteile reagiert flexibel auf die verschiedenen Varianten.
Erst reinigen, dann stapeln
Sind die Bleche dicht verschweißt, laufen sie durch eine Kühlvorrichtung und eine Richtanlage mit zwei Richtrollensätzen, die links und rechts stufenlos verstellbar montiert sind. Dadurch sind die Schweißnähte optimal für die anschließende Reinigung in der nachfolgenden Bürststation vorbereitet. Hier sind jeweils zwei Bürsten rechts und links angeordnet, sodass die Schweißnähte gleichzeitig von oben und unten bearbeitet werden können. Die Bürsten sind in der Höhe verstellbar, um sich den Blechen anzupassen und werden durch einen Drehstrommotor angetrieben.
Über das dritte und letzte Förderband gelangen die fertigen Wärmetauscherbleche nun zum flexiblen Abstapelportal. Sauggreifer verladen die Bleche hier in ein Plattenmagazin. Um den unterschiedlichen Längen der Bauteile gerecht zu werden, kann die Anlage einen Stapel mit Blechen von sechs Metern oder mehrere kürzere Stapel, die zu sechs Meter aufsummiert werden, verarbeiten. „Die Anlage passt sich flexibel den verschiedenen Bauteilabmessungen an und gewährleistet so neben der ausgezeichneten Qualität der Schweißnaht eine effiziente Fertigung der Bleche ohne Eingreifen des Bedieners. Die perfekt abgestimmte Verkettung der einzelnen Bearbeitungsschritte optimiert die Prozesszeiten und minimiert die Handlingzeiten“, erläutert Hans-Werner Chwalisz abschließend.
Teilen: · · Zur Merkliste