anwenderreportage
Arku EdgeBreaker 4000: Entgratmaschine bringt Vorteile für den ganzen Prozess
Bei der Herstellung von Baggeranbauteilen verarbeitet die Martin GmbH in Braz (Vbg.) Blechteile in großen Zahlen. Die Qualität der Kanten und Oberflächen beeinflussen dabei den gesamten Prozess in vielen Einzelaspekten. Manche sind für sich genommen so klein, dass sie sich im Controlling nur schwer abbilden lassen. Und dennoch addieren sie sich zu spürbaren Verbesserungen und Vorteilen. Dazu zählen die Entlastung der Mitarbeiter von körperlichen Belastungen und die damit steigende Zufriedenheit ebenso wie messbare Qualitätsaspekte. Das zeigen im Unternehmen die Erfahrungen aus rund zwei Jahren Einsatz einer maschinellen Kantenbearbeitung aller Brennschneidteile mit einem Arku EdgeBreaker® 4000 in der Zuschnittabteilung. Von Volker Albrecht, Redakteur

Der EdgeBreaker 4000 wird bei Martin zum Entgraten und Verrunden aller Brennschneidteile eingesetzt. Das entlastet die Mitarbeiter und sorgt für eine gleichbleibende Kanten- und Oberflächenqualität. (Bilder: Arku)
Shortcut
Aufgabenstellung: Maschinelles Entgraten und Verrunden von Brennschneidteilen.
Lösung: Entgratmaschine EdgeBreaker® 4000 von Arku.
Nutzen: Gleichbleibende Kanten- und Oberflächenqualität, höhere Prozesssicherheit sowie Entlastung der Mitarbeiter.
Baggeranbautechnik – das steht bei Martin für Baggerlöffel samt einer speziellen, automatischen Kupplungstechnik zum Andocken der Anbauwerkzeuge an die Baggerarme. Das Kerngeschäft in Braz sind jedoch Schnellwechselsysteme und Anbauwerkzeuge für Bagger. Die Martin GmbH gehört heute zum österreichischen Baumaschinenhersteller Huppenkothen. Angefangen hat es allerdings 1961 als selbstständige Schlosserei und Wagnerei, die sich über die Jahre mehr und mehr zum industriellen Fertiger entwickelt hat. Bemerkenswert sind die Wechsel in den Produktschwerpunkten: So baute Martin schon in den 1970er-Jahren Hackschnitzelheizungen, in den 1980er-Jahren Lanzenwaschstraßen für Autos und Anfang des neuen Jahrtausends Sicherheitstechnik sowohl für den kommunalen Bereich als auch für Lawinensicherungen. Zur Baggeranbautechnik kam das Unternehmen im Jahr 1998.

Der EdgeBreaker 4000 wird bei Martin zum Entgraten und Verrunden aller Brennschneidteile eingesetzt. Das entlastet die Mitarbeiter und sorgt für eine gleichbleibende Kanten- und Oberflächenqualität. (Bilder: Arku)


Infos zum Anwender
Die Martin GmbH hat ihren Sitz in Braz in Vorarlberg. 1961 als Schlosserei gegründet, ist das Unternehmen heute mit rund 80 Mitarbeitern ein Spezialist für Baggeranbautechnik. Insgesamt erwirtschaftet das Unternehmen aktuell einen Umsatz von rund 23 Mio. Euro im Jahr.
Dicker Baustahl und hochfeste Verschleißstähle
Zwischen 500 und 600 t Stahl verarbeitet die Martin GmbH im Jahr am Sitz in Braz, hochverschleißfeste Stähle ebenso wie Baustahl in Dicken von 12, 15, 20 bis 50 mm, in Ausnahmefallen auch 70 mm Dicke. Für den Zuschnitt wird eine Brennschneidanlage von Sato eingesetzt. Eine ausgeprägte Fertigungstiefe vor allem im Bereich mechanische Bearbeitung sorgt für Qualität. So werden alle Zuschnitte im Haus mechanisch weiterverarbeitet, beispielsweise gefräst und/oder zu Schweißbaugruppen gefügt. „Allein für diese Weiterverarbeitung ist eine Entfernung der Schlacken und eine Kantenbearbeitung erforderlich. Bis vor zwei Jahren hat das ein Mitarbeiter mit dem Winkelschleifer erledigt“, erläutert Geschäftsführer Andreas Veith, der das Unternehmen seit 15 Jahren kennt und vor seiner Berufung als Geschäftsführer die Produktentwicklung geleitet hat.
„Eigentlich war es den Beteiligten klar, dass man etwas an der manuellen Kantenbearbeitung ändern muss“, erzählt Herwig Koch. Er kümmert sich bei der Martin GmbH um das Thema Just-in-Time-Fertigung und brachte von seinem früheren Arbeitgeber Erfahrungen in der maschinellen Oberflächenbearbeitung mit. Es sei eigentlich nur die Frage zwischen einer Strahlanlage und einer mechanischen Entgratanlage gewesen. Und da mit mechanischen Anlagen ein Großteil der Forderungen erfüllt werden konnten, habe man sich für eine Entgratanlage entschieden. Auf Arku hatte man sich dabei relativ schnell festgelegt. Nach einigen Versuchen mit unterschiedlichen Teilen im Richt- und Entgratzentrum bei Arku in Baden-Baden (D) fiel die Wahl auf eine EdgeBreaker 4000.

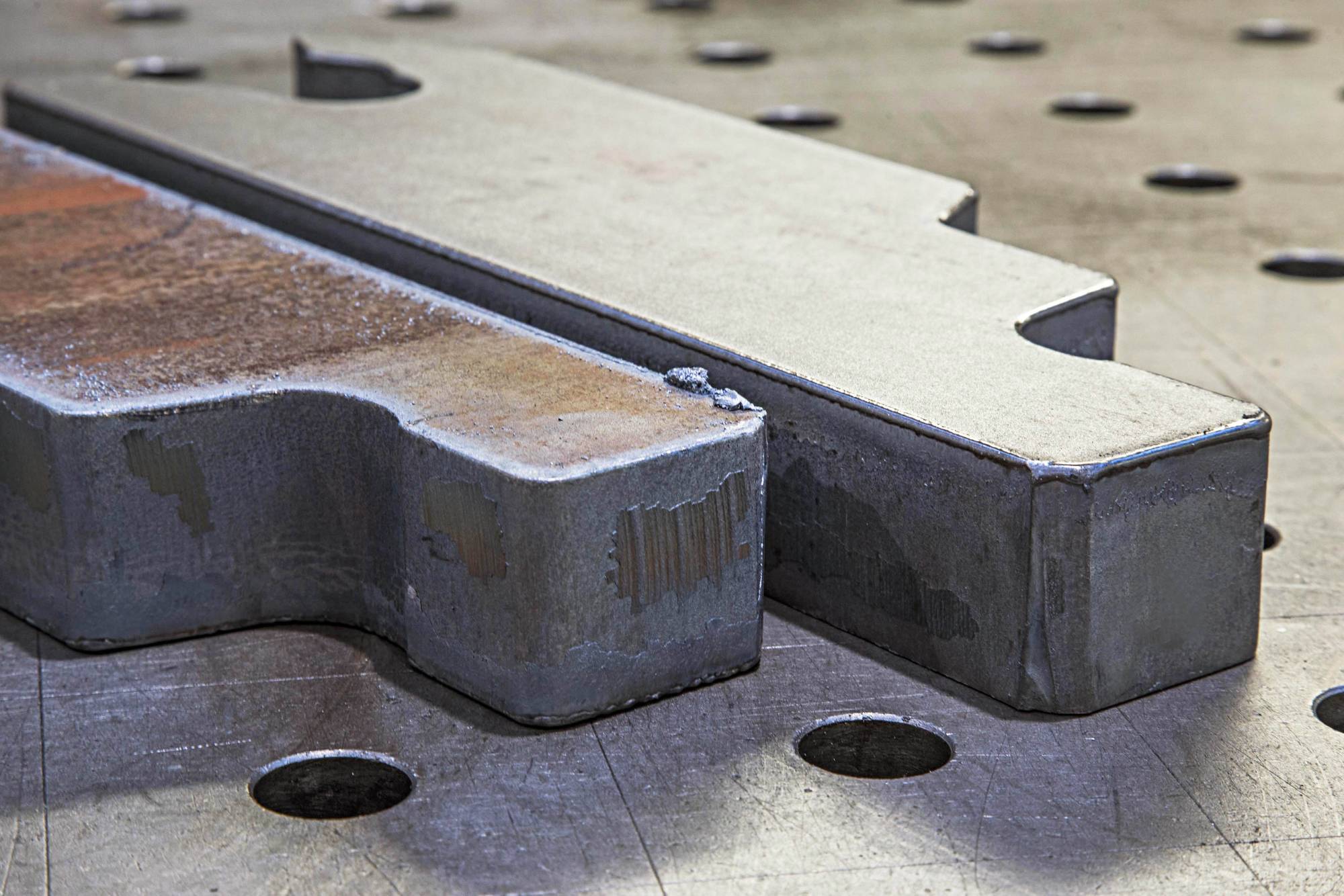
Typische Zuschnittteile bei der Martin GmbH: links vor und rechts nach der Bearbeitung im EdgeBreaker 4000.
Entgraten und Verrunden in einem Arbeitsgang
Die Maschine samt Rollbahnen am Ein- und Auslauf sowie einer Absauganlage auf einer Galerie oberhalb des Arbeitsraums steht im Werk in Braz in unmittelbarer Nähe zur Brennschneidanlage. Keine 5,0 m Abstand zwischen den Anlagen müssen überbrückt werden. Das Handling ist einfacher geworden und erlaubt es, dass heute alle Zuschnitte den maschinellen Entgrat- und Verrundungsprozess durchlaufen.
Die EdgeBreaker 4000 ist für beidseitiges Entgraten und beidseitiges Verrunden in einem Arbeitsgang ausgelegt und verfügt über eine Einlassbreite von 1.300 mm. Die technischen Daten der Anlage scheinen wie gemacht für die Anwendungen bei Martin, denn bearbeiten lassen sich Teile aus Baustahl 80 mm bzw. aus verschleißfestem Stahl bis 40 mm Dicke. Zum Entgraten arbeitet in der Maschine unmittelbar hinter dem Einlauf eine oszillierende Entgratwalze. In der Verrundungsstation sorgen zwei querlaufende Bürstenbänder für eine gleichzeitige Verrundung der Zuschnittkanten von oben und unten. Bei Bedarf können die Stationen auch separat geschaltet werden und es besteht die Möglichkeit, die Verrundungseinheiten mit verschiedenen Schleif- und Verrundungsblöcken auszustatten, um den EdgeBreaker 4000 für unterschiedliche Einsatzzwecke anzupassen.

Alles für gut befunden: Bediener Turgay Keskin prüft die entgrateten und verrundeten Teile.
Viele kleine Vorteile addieren sich
„In erster Linie ging es mir um die Mitarbeiter und die Qualität der Teile“, berichtet Veith. „Es ist ja keine einfache Arbeit, den ganzen Tag mit der Flex vornübergebeugt Kanten zu schleifen. Dazu kommen der Staub und der Lärm.“ Das belaste einerseits den Mitarbeiter und führe fast zwangsläufig zu schwankenden Qualitäten. Zum anderen sei es aber auch nicht verwunderlich, wenn der Mitarbeiter mit dieser Art der Arbeit unzufrieden ist. „Es hilft mir nicht, wenn der Mitarbeiter dann den Arbeitsplatz wechselt. Denn es dauert ungefähr ein halbes Jahr, bis ein neuer Mitarbeiter weiß, worauf es bei welchen Bauteilen ankommt“, beschreibt Veith seine Intention. Ganz abgesehen davon, dass man einen entsprechenden Mitarbeiter finden muss. Dazu kommen Aspekte wie die Verletzungsgefahr bei der händischen Bearbeitung. Diese Probleme könne man bei der maschinellen Kanten- und Oberflächenbearbeitung getrost vergessen.
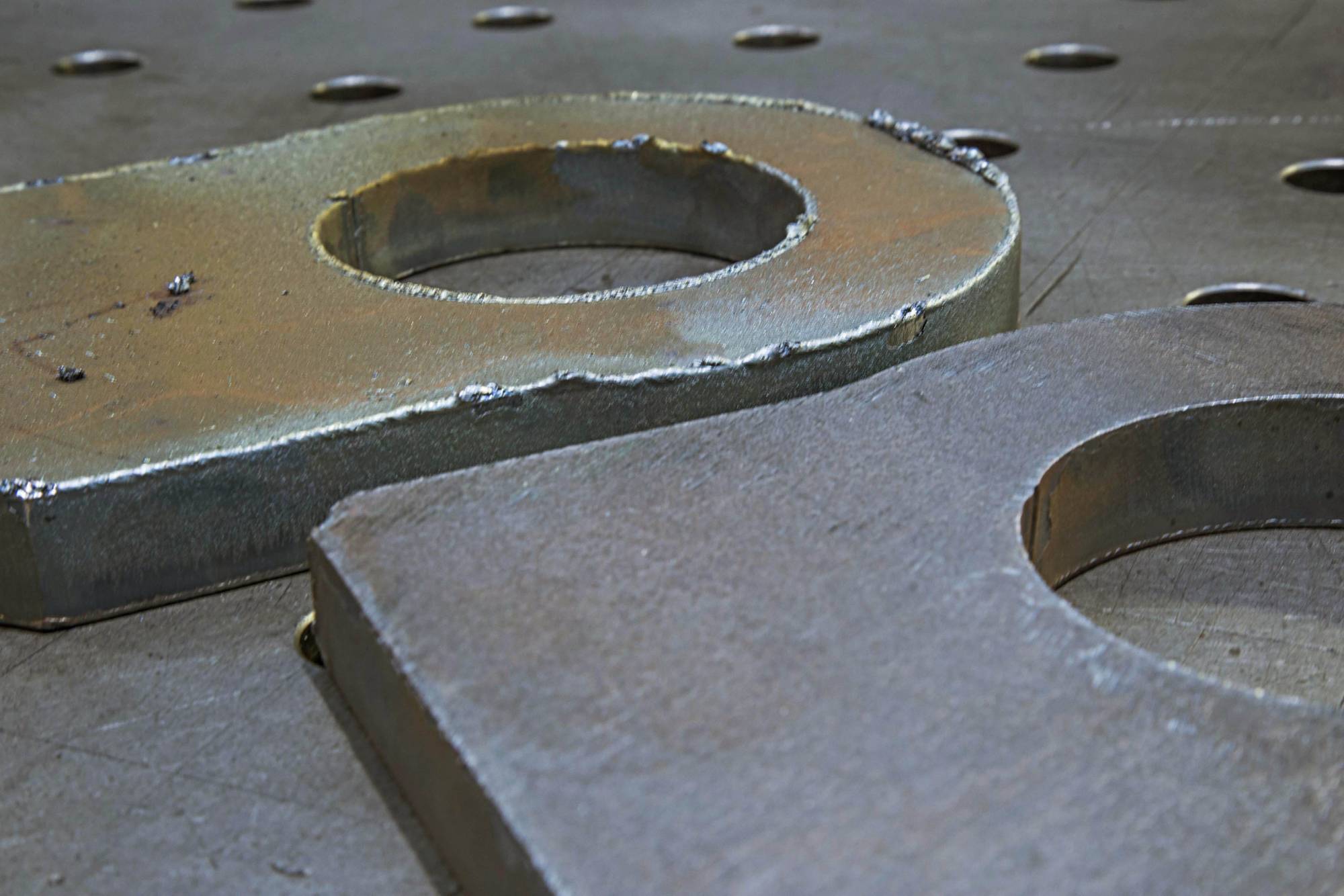
Die Oberflächenbearbeitung entfernt Primer- und Rostschichten auf den Zuschnitten, die später bei der mechanischen Bearbeitung stören können.
Werkzeugkosten und sonstige Wirkungen im Vergleich
„Die EdgeBreaker 4000 ist über den Touchscreen und eine intuitiv erfassbare Menüführung vergleichsweise einfach zu bedienen“, bestätigt Bediener Turgay Keskin. Die Staub- und Rauchbelastung am Arbeitsplatz sei durch die Absaugung an der Anlage gering und rühre eigentlich mehr von den benachbarten Arbeitsstationen, vor allem von der Brennschneidanlage her. Andererseits hat man sich bei Martin mittlerweile dazu entschieden, die großen Grate und Schlacken vorab mit der Flex händisch grob „abzuschlagen“. Die EdgeBreaker würde diese Grate zwar auch entfernen, allerdings zulasten eines deutlich höheren Werkzeugverschleißes.
In Sachen Werkzeugverschleiß steuert Thomas Weinfurtner, der im Vertrieb bei Arku den Bereich Entgratmaschinen betreut, eine Schätzung der Werkzeugkosten bei: „Für einen Arbeitsplatz, an dem ein Mann mit einem Winkelschleifer in einer 8-Stunden-Schicht nichts anderes als Kantenbearbeitung macht, fallen übers Jahr bei rund 1.700 Arbeitsstunden zwischen 10.000 und 15.000 Euro an Kosten allein für Werkzeuge, vor allem Schruppscheiben, an“, schätzt der Vertriebsmann. Geräte-, Personal- und sonstige Kosten bleiben dabei unberücksichtigt. Der EdgeBreaker® 4000 bei Martin weist laut Steuerung rund 2.300 Betriebsstunden auf, davon im aktiven Modus etwa 1.400 Stunden. Aktuell sei dabei der zweite Satz an Schleifwerkzeugen im Einsatz.

Andreas Veith (links), Geschäftsführer der Martin GmbH, im Gespräch mit Thomas Weinfurtner, Vertrieb bei der Arku Maschinenbau GmbH.
Vorteile glatter Kanten und sauberer Oberflächen
Einen nur schwer zahlenmäßig zu erfassenden Vorteil sieht Andreas Veith in den sauberen Oberflächen der Teile. Zusätzlich zur Kantenbearbeitung werden in der Anlage nämlich auch die Rost- und Primerschichten von den Zuschnitten abgetragen. „Das sieht nicht nur schöner aus, es bringt auch Vorteile in der mechanischen Bearbeitung. Ohne Oberflächenbearbeitung werden diese Primer-, Rost- und Schmutzschichten nämlich bei der mechanischen Bearbeitung abgetragen und gehen in die Kühlflüssigkeit“, erklärt Veith. Derartige Verunreinigungen verkürzen nicht nur die Lebensdauer der Kühlflüssigkeit, sie können auch die Qualität der Bearbeitung beeinflussen. Und angesichts der Kosten von rund 1.000 Euro je Flüssigkeitswechsel trägt die Oberflächenbearbeitung auch hier zur Kostenreduzierung bei. Ganz abgesehen von einer gestiegenen Zuverlässigkeit im Prozess: Bleiben beispielsweise an einem Werkstück Grate stehen, kann es passieren, dass bei der mechanischen Bearbeitung über einen solchen Grat gespannt wird. Bricht dieser dann unter der Last, wird die „Spannung“ weich – und die Bearbeitung ungenau.

Die richtige Entscheidung getroffen
„Insgesamt hat sich die Investition in die Maschine sicherlich gelohnt und die Zusammenarbeit mit Arku hat gut und problemlos funktioniert. Ich würde mich auf jeden Fall wieder so entscheiden“, betont der Geschäftsführer. Die Verbesserungen im Gesamtsystem durch die maschinelle Kanten- und Oberflächenbearbeitung sei spürbar, auch wenn es sich nicht im Detail im Controlling abbilden lasse. Die Prozesse seien insgesamt sicherer und zuverlässiger geworden und die Arbeitszufriedenheit der Mitarbeiter gestiegen. Im Frühjahr 2020 wird Martin seine Zuschnittabteilung in eine neue Halle unweit des bisherigen Standorts verlegen. Dann steht mehr Platz zur Verfügung, sodass unter anderem in eine neue Brennschneidanlage investiert werden soll.
Teilen: · · Zur Merkliste