anwenderreportage
SHL-FKS 250/450: Prozesssicher gegen Brandrisse
Für die Regensburger Druckgusswerke Wolf (RDW) ist die Herstellung von Gussbauteilen mit komplexen Geometrien Alltagsgeschäft. Das Unternehmen fertigt Aluminium-Komponenten wie Gehäuse, Getriebedeckel und neuerdings auch Strukturbauteile für viele Kunden und Branchen. Zur effektiven Entfernung von verschleißbedingten Brandrissen auf der Bauteil-Oberfläche setzt RDW auf das Know-how der SHL Automatisierungstechnik AG. Eine SHL-Roboter-Schleifanlage entfernt die Brandrisse prozesssicher. RDW erfüllt dadurch die hohen Anforderungen seiner Kunden, erzielt zudem Zeiteinsparungen und gewährleistet eine wiederholgenaue Oberfläche der Bauteile.

Die SHL-Roboter-Schleifanlage in der Halle der Regensburger Druckgusswerke Wolf (RDW).
Infos zum Anwender
Das 1933 vom Großvater des heutigen Eigentümers in Regensburg gegründete Familienunternehmen gelangte in der Nachkriegszeit zum Zink-Druckguss. Dank der Hinzunahme von Aluminium entwickelte sich das Regensburger Druckgusswerk ab 1977 sehr schnell zu einer dynamisch florierenden Gießerei. Neben dem Aluminiumguss produziert die Firmengruppe Wolf heute noch zu ca. fünf Prozent Zink-Druckgussbauteile für die internationale Automobil- und Elektroindustrie.
www.firmengruppe-wolf.de
Die Anfänge von RDW reichen zurück in die Zeit, als der Zinkdruckguss noch eine vielversprechende Technologie war. Ab Mitte der 70er Jahre drängte dann das wesentlich leichtere Aluminium immer stärker auf den Markt und die Oberpfälzer sind auf den Zug aufgesprungen. Heute produziert RDW 95 Prozent Alu-Druckguss und gerade noch fünf Prozent Zink. Bereits Ende der 80er Jahre gründete das Unternehmen eine „verlängerte Werkbank“ in Ungarn, zunächst als Joint Venture. Nach der Grenzöffnung wurde die Firma Prec-Cast im Nordosten des Landes ganz übernommen. Mit über 1.000 der insgesamt rund 1.400 Mitarbeitern ist Ungarn heute die größte Produktionsstätte in der Firmengruppe. Seit 2011 läuft auch eine Fertigung in China.
Das Stammwerk in Regensburg ist gleichzeitig Entwicklungszentrale und fokussiert auf große Druckgusszellen von 1.300 bis 2.800 t Schließkraft. RDW ist zu 100 Prozent in Familienbesitz und besitzt eine Eigenkapitalquote von über 67 Prozent. Zum Unternehmenserfolg hat auch die breit gefächerte Aufstellung von RDW beigetragen. „Wir konzentrieren uns strategisch nicht nur auf Volumenteile, sondern auch auf viele Kunden mit kleinen Stückzahlen“, beschreibt Vertriebsleiter Johannes Schmidt. Zum Kundenportfolio zählen neben dem Automotive Sektor (PKW und Nutzfahrzeuge) auch die Elektroindustrie und Hersteller von Landmaschinen.

Eine Kamera scannt vom Werkstück vor dem Arbeitsprozess einen Data Matrix Code ein: Die Rückverfolgbarkeit ist gewährleistet.
Strukturbauteile mit teils komplexer Geometrie
Namhafte Automobilhersteller stehen heute auf der Kundenliste von RDW und beziehen Strukturbauteile mit teils komplexer Geometrie. In diesem speziellen Anwendungsfall werden die Bauteile im Karosseriebau des Kunden mit CFK-Teilen verklebt. Dazu ist eine homogene Fläche erforderlich und in diesem Zusammenhang tauchte ein Problem auf. Wenn Druckgusswerkzeuge älter werden, entstehen kleine Brandrisse in den Werkzeugen. Diese verursachen scharfkantige Erhebungen an den Bauteilen, die beseitigt werden müssen um einen einheitlichen Klebspalt zu erreichen. Für RDW stellte sich die Frage, diese Brandrisse umständlich und zeitaufwändig manuell zu entfernen oder den Prozess zu automatisieren? Es stellte sich heraus, dass aufgrund der komplexen Geometrien eine manuelle Bearbeitung mit herkömmlichen Schleifmaschinen zu ungenau und von den geforderten Toleranzen her nicht zuverlässig genug ist. Nach kurzer Diskussion entschieden sich die Regensburger für ein hundertprozentiges, automatisiertes Schleifen aller Klebe- und Funktionsflächen.
Doch dafür benötigte RDW einen passenden Partner. „Wir haben uns umgehört und auch klassische Internet-Recherche betrieben. So sind wir schließlich auf SHL gestoßen und haben Kontakt aufgenommen“, schildert Schmidt. Anfang 2011 fanden erste Gespräche statt und wenig später saßen SHL-Experten und RDW-Verantwortliche an einem Tisch, um nach Lösungen zu suchen. „Eine große Herausforderung war die Komplexität der Bauteile. Sie besitzen anspruchsvolle Geometrien mit vielen Winkeln und Erhebungen“, erklärt SHL-Sales Manager Heiko Märtens. „Dafür mussten wir die entsprechenden Maschinen und vor allem die Werkzeuge finden, um die notwendigen Arbeitsschritte zu bewältigen.“
Es folgten umfangreiche Tests bei SHL in enger Abstimmung mit RDW. Mit dem Automotive-Kunden wurde das entstehende Schleifbild immer wieder abgestimmt und definiert. „Sehr intensiv“ waren laut Johannes Schmidt in dieser Phase die Beziehungen zu den Automatisierungs-Spezialisten aus Böttingen, die in ihrem bestens ausgestatteten Technologie-Center ausführliche Tests durchgeführt haben. „Die ganze Erprobung lief bei SHL im Haus, bevor man mit diesen Ergebnissen unsere Anlage final konstruiert und aufgestellt hat“, erläutert Schmidt.
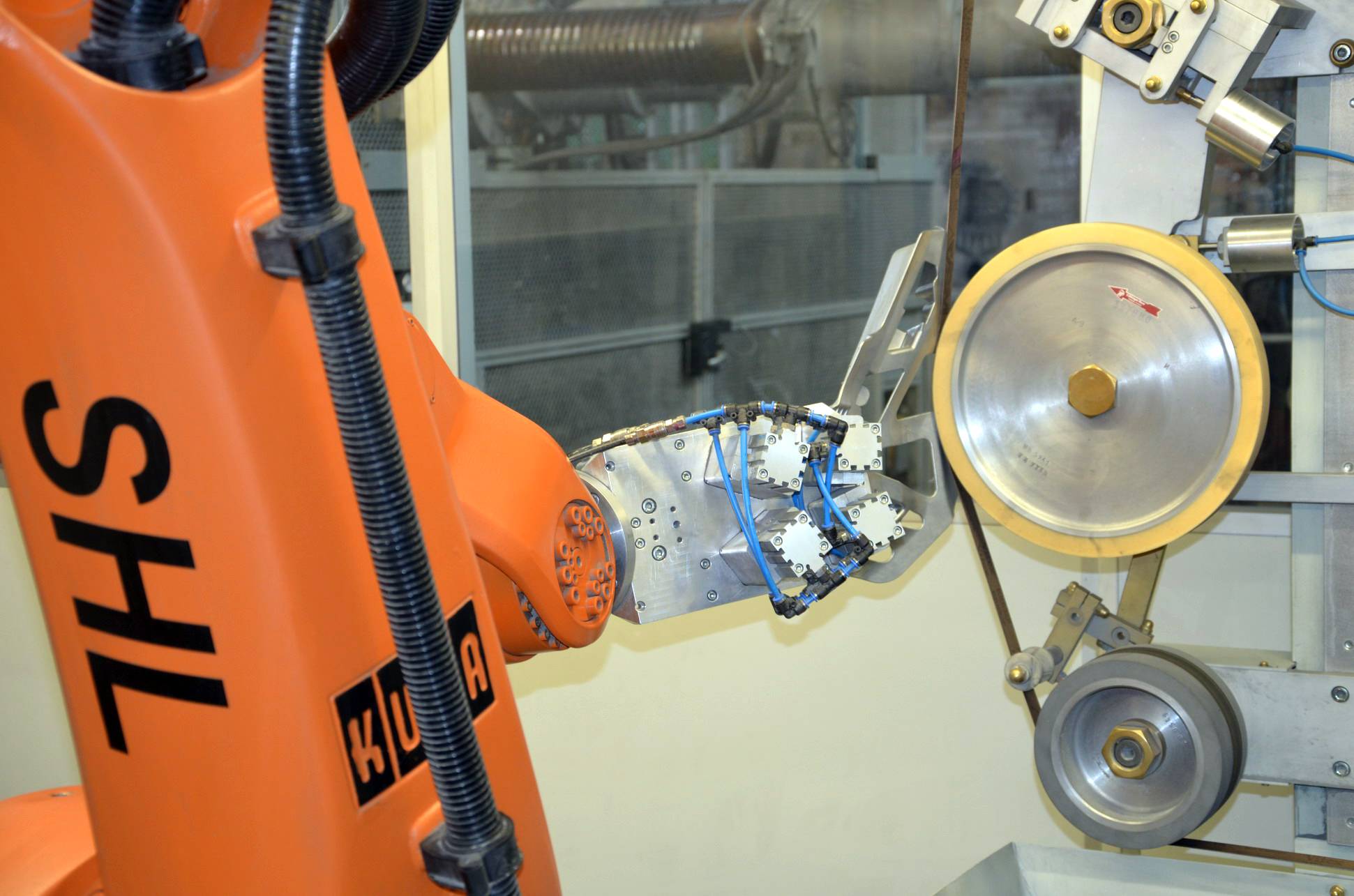
Das Werkstück wird an der Freiband- und Kontaktrollenschleifmaschine SHL-FKS 250/450 bearbeitet.

Die Oberflächenqualität im Blick: Johannes Schmidt, Vertriebsleiter von RDW (links) und Heiko Märtens, Sales Manager von SHL.
Zwei Roboter arbeiten parallel
Seit 2012 arbeitet bei den Regensburger Druckgusswerken eine SHL-Roboter-Schleifanlage mit zwei Kuka-Industrierobotern. Die Anlage ist eng in den Produktionsprozess eingebunden. Der Werker bestückt die Werkstückträger-Vorrichtungen. Roboter 1 greift das zu bearbeitende Teil aus der Vorrichtung und führt das Bauteil, aus Gründen der Nachverfolgbarkeit, zunächst an einen Scanner, der einen individuellen Data Matrix Code einliest. Der Roboter führt das Werkstück zur Bearbeitung an die Freiband- und Kontaktrollenschleifmaschine SHL-FKS 250/450. Anschließend fährt er das Scotsch-Aggregat SHL-P 550 an. Dort wird das Werkstück mit verschiedenen Körnungen feiner geschliffen. Danach legt der Roboter es in die Werkstückträger-Vorrichtung ab. Eine linear geführte Kamera oberhalb der Entnahmevorrichtung vermisst das Bauteil und kontrolliert so zu 100 Prozent die richtigen Toleranzwerte. Der zweite Roboter erledigt die gleichen Arbeitsschritte parallel mit dem spiegelgleichen Bauteil. Stimmen die Werte des Werkstücks, startet der Prozess von vorne.
Für RDW haben sich mit der SHL-Lösung prozesstechnische Vorteile ergeben. „Anwender mit herkömmlichen Schleifmaschinen können diese Arbeit wegen der komplexen Geometrien und den hohen, maßlichen Anforderungen nicht erledigen. Es besteht einfach die Gefahr, dass zu viel oder zu wenig Material abgetragen wird. Das wäre fatal und ist manuell nicht steuerbar. Die SHL-Anlage erledigt das prozesssicher und mit der notwendigen Wiederholgenauigkeit“, beschreibt Johannes Schmidt. RDW stellt die Anlage künftig so auf, dass eine schlüssige Prozesskette entsteht. Die Teile kommen zunächst von der Gusszelle zur Vorbehandlung in die Strahlanlage. Von dort aus gehen sie direkt in die SHL-Roboter-Schleifanlage und dann weiter in die Bearbeitung. „So können wir die Wege optimieren“, freut sich Johannes Schmidt. „Die SHL-Lösung liefert an den Bauteilen zuverlässig genau das Schleifbild, das für die weitere Bearbeitung benötigt wird. Mit diesem Ergebnis sind wir sehr zufrieden.“
Die Zusammenarbeit mit dem Böttinger Automatisierungsspezialisten verlief in allen Projektphasen reibungslos. „Wir hatten von Anfang an bis in die Feinabstimmung des komplexen Vorhabens einen sehr intensiven Kontakt mit SHL“, beschreibt Schmidt. Weil auch immer wieder Rücksprachen mit dem Automobilhersteller geführt werden mussten, war hohe Flexibilität gefragt. Und die habe SHL stets gezeigt. Einer zukünftigen, weiteren Kooperation sieht Schmidt positiv entgegen. RDW habe in letzter Zeit viel Erfahrungen in der Herstellung von Strukturteilen für Automotive gesammelt und sieht sich für weitere Aufträge gut gerüstet. Dann seien ebenfalls brandrissfreie Füge- und Anlagenflächen gefordert. „Die müssen auch zu 100 Prozent geschliffen werden. Insofern ist da sehr hohes Potenzial gegeben.“
Teilen: · · Zur Merkliste