anwenderreportage
ABB MultiMove: Blitzschnelles Schweiß-Duo
ABB-Schweißzelle für prozesssichere und hochqualitative Fertigung von Betonstahlbewehrungsprodukten: Seit der Unternehmensgründung hat AVI auf dem Gebiet der Bewehrungstechnik im Stahlbetonbau Pionierarbeit geleistet und etliche Standards gesetzt. Dabei vertraut das steirische Unternehmen bei der Fertigung von Thermokörben, einem Verbindungselement von Stahlbetonteilen, seit 20 Jahren auf Schweißroboter von ABB. Um für die stetig steigende Nachfrage nach diesen Produkten die Kapazität weiter auszubauen, ersetzte man zum Jahreswechsel die älteste von insgesamt drei Schweißzellen durch eine neue Multi-Move-Roboteranlage mit modernster ABB-Technologie. Von Ing. Norbert Novotny, x-technik
Mit der neuen Schweißzelle mit zwei Robotern konnte bei AVI die Kapazität bei der Produktion von sogenannten Thermokörben deutlich gesteigert werden.
Shortcut
Aufgabenstellung:
Kapazitätserweiterung beim automatisierten Schweißen von Thermokörben.
Lösung:
Doppel-Roboter-Schweißzelle von ABB.
Nutzen:
Absolute Prozesssicherheit und Steigerung der Produktivität um mindestens 50 Prozent.
Was als traditioneller Familienbetrieb begonnen hat, ist seit 1948 über drei Generationen zu einem innovativen Firmennetzwerk mit rund 1.200 Mitarbeitern gewachsen. Das AVI Leistungsportfolio umfasst zwei große Bereiche. Zum einen klassische Bewehrungsprodukte wie zum Beispiel Abstandhalter für Handel und Biegereien, zum anderen technisch anspruchsvolle Produkte für betonverarbeitende Betriebe und Bauunternehmen. „Als ein führender Anbieter am Markt werden unsere Produkte auf 90 Prozent der österreichischen Baustellen eingesetzt“, betont DI Christian Mairold, Werksleiter des AVI-Produktionsstandortes in Raaba (Stmk.).
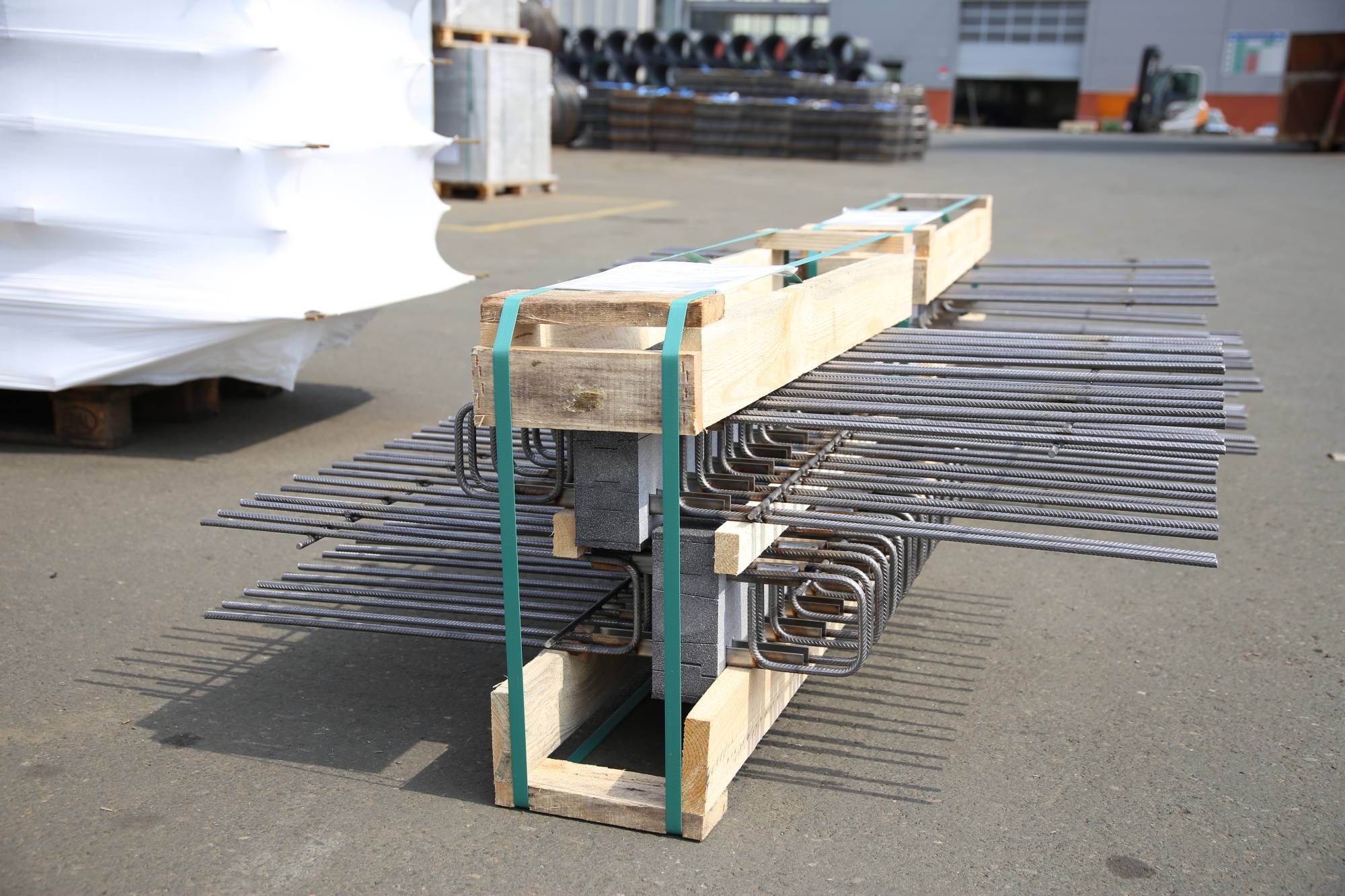
Zu den technisch anspruchsvollen Produkten zählen hierbei unter anderem die sogenannten Thermokörbe, eine in den letzten Jahren stark steigende Produktsparte. Diese wärmedämmenden, tragenden Verbindungselemente zwischen Bauteilen aus Stahlbeton dienen zur Verbesserung der Wärmedämmung bei der Verbindung von innen- und außenliegenden Stahlbetonbauteilen und werden häufig als Anschlussbewehrung für beispielsweise auskragende Balkonplatten, Loggienanschlüsse, Konsolen, Attiken, Laubengänge oder Podeste verwendet.
Die neue Roboteranlage bei AVI gewährleistet absolute Prozesssicherheit.

DI Christian Mairold
Werksleiter bei AVI
„In puncto Schweißnahtqualität sind wir mit den Roboteranlagen von ABB seit jeher hochzufrieden. Mit der neuen Schweißzelle konnten wir dank der Doppel-Roboter-Ausführung zudem die Fertigungskapazität deutlich steigern. “
Kapazität im Roboterschweißen ausgebaut
Die Thermokörbe bestehen aus einem statisch wirksamen Stabwerk aus voneinander unabhängigen Einzelrippen und einer Polystyrol-Hartschaumstoffplatte. Die Einzelrippen durchdringen die Polystyrolplatte und bestehen in diesem Bereich zur Vermeidung von Korrosion aus U-förmigen, nicht rostenden Stahlblechprofilen, an deren Enden Betonrippenstäbe in Bügelform angeschweißt sind.
Die Schweißaufgaben für die Fertigung der Thermokörbe übernehmen bei AVI Schweißroboter. „Die älteste der insgesamt drei Schweißroboterzellen hat rund 20 Jahre hervorragend ihre Dienste geleistet. Um allerdings absolute Prozesssicherheit zu gewährleisten und die Produktionskapazität aufgrund der stetig steigenden Nachfrage weiter auszubauen, haben wir uns entschieden, diese Anlage durch einen neue Roboterzelle zu ersetzen“, so Mairold.
Beim Roboterschweißen vertrauen die Steirer seit jeher auf die Technologie und das Know-how von ABB. „Bei allen bisherigen Anlagenprojekten (Anm.: 1999, 2015, 2017) war ABB stets ein überaus zuverlässiger Partner mit vorbildlicher Ausarbeitung“, begründet der Werksleiter die erneute Entscheidung für den gleichen Anbieter.

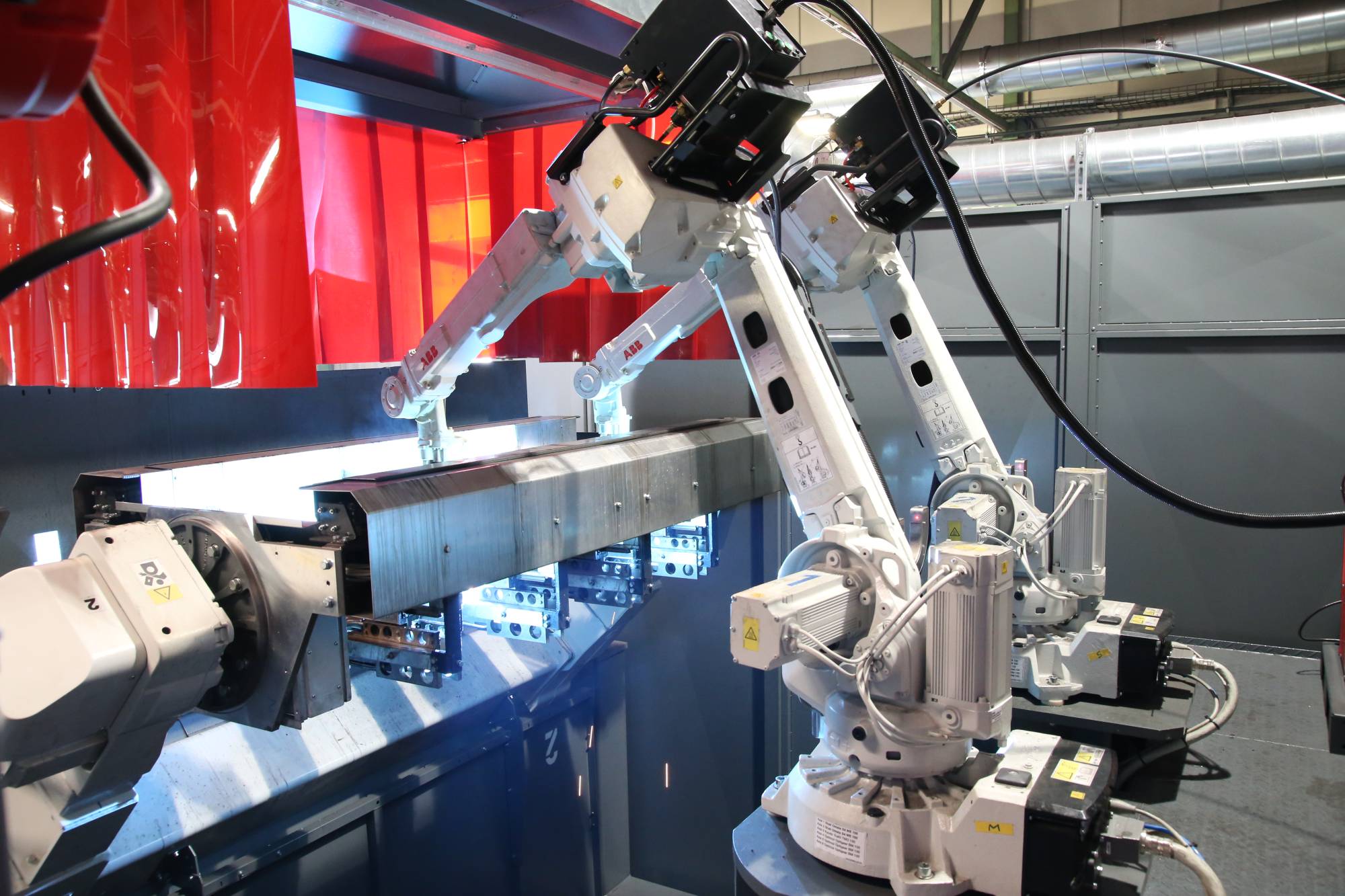
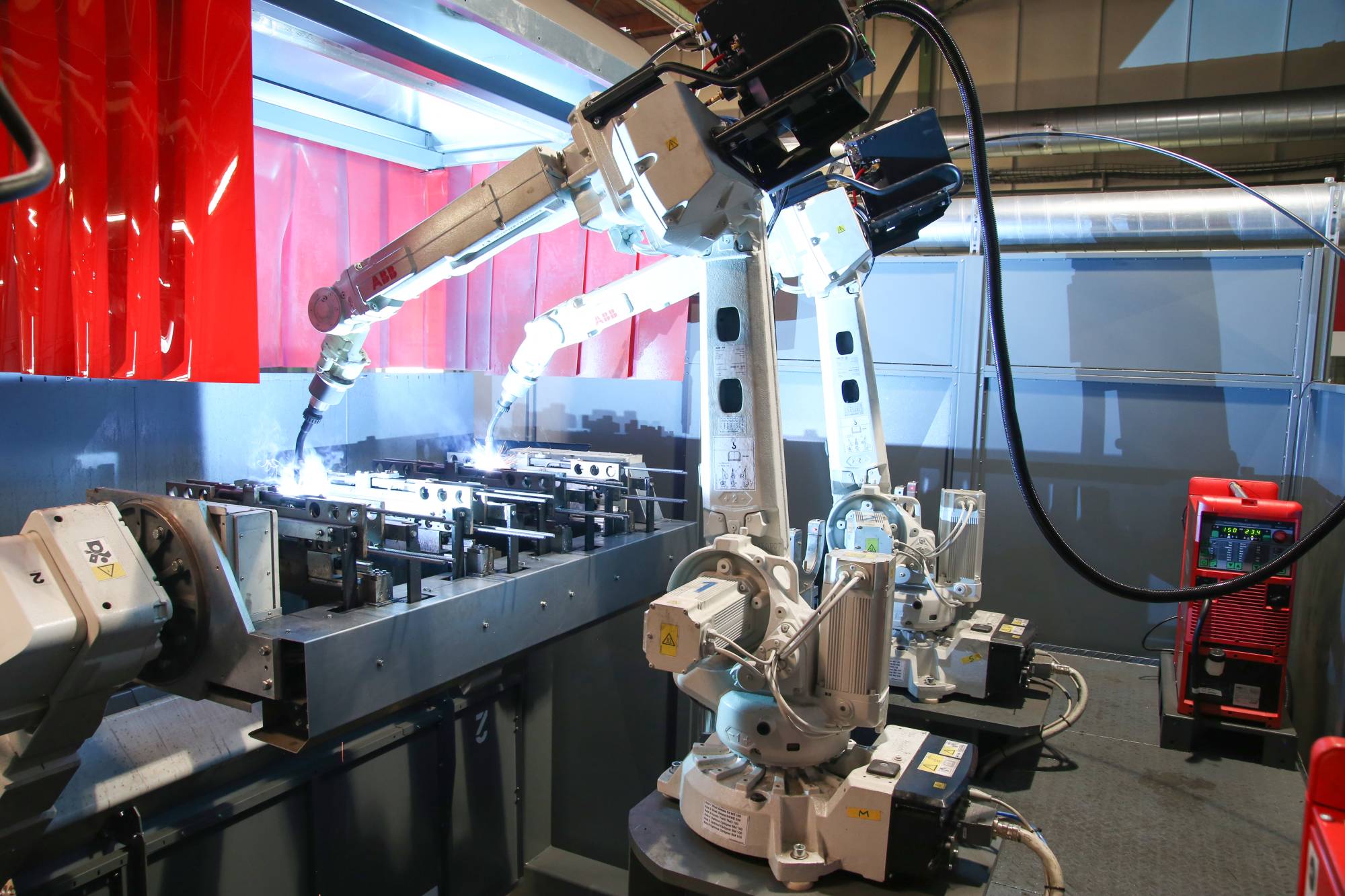
Zum Jahreswechsel wurde die neue Schweißroboterzelle in Betrieb genommen. Das Ergebnis ist eine hochmoderne Anlage mit zwei Schweißrobotern des Typs IRB 2600, einem 2-Stationen-Positioniertisch des Typs K, einem völlig neuen Vorrichtungskonzept sowie absolut bedienerfreundlicher Sicherheitstechnik.
Die Verwendung eines Thermokorbes zur thermischen Trennung dient der Reduktion von Wärmeverlusten, die durch stoffbedingte und geometrische Wärmebrücken entstehen. Ungedämmte Anschlussbereiche würden außerdem zu einer erheblichen Absenkung der Bauteiloberflächentemperatur führen und somit das Risiko von Tauwasser- und Schimmelpilzbildung erhöhen. Die Anordnung von Thermokörben ergibt eine günstige Temperaturverteilung und eine Heizkostenersparnis.

Martin Moosbacher
Projektmanager bei ABB Robotics Österreich
„Die hochmoderne Schweißzelle mit zwei Robotern, einem individuell auf die Anforderungen von AVI angepassten 2-Stationen-Drehtisch, einem überaus bedienerfreundlichen Vorrichtungskonzept sowie neuester Sicherheitstechnik gewährleiste höchste Prozesssicherheit und Produktivität.“
Schweißen schneller als Rüsten
Zum Jahreswechsel wurde die neue Schweißroboterzelle in Betrieb genommen. Das Ergebnis ist eine hochmoderne Anlage mit zwei Schweißrobotern des Typs IRB 2600, einem 2-Stationen-Positioniertisch des Typs K, einem völlig neuen Vorrichtungskonzept sowie absolut bedienerfreundlicher Sicherheitstechnik.
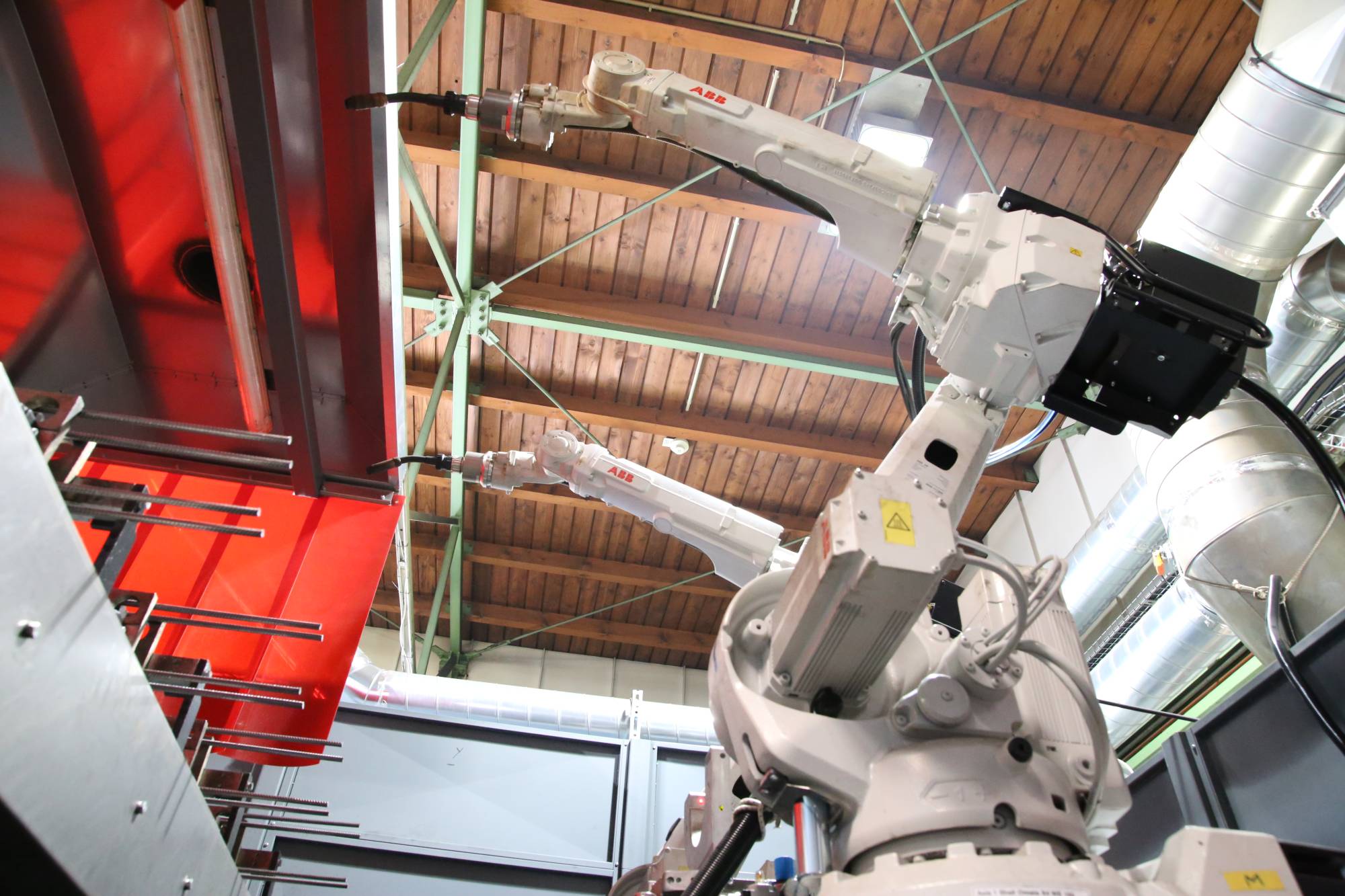
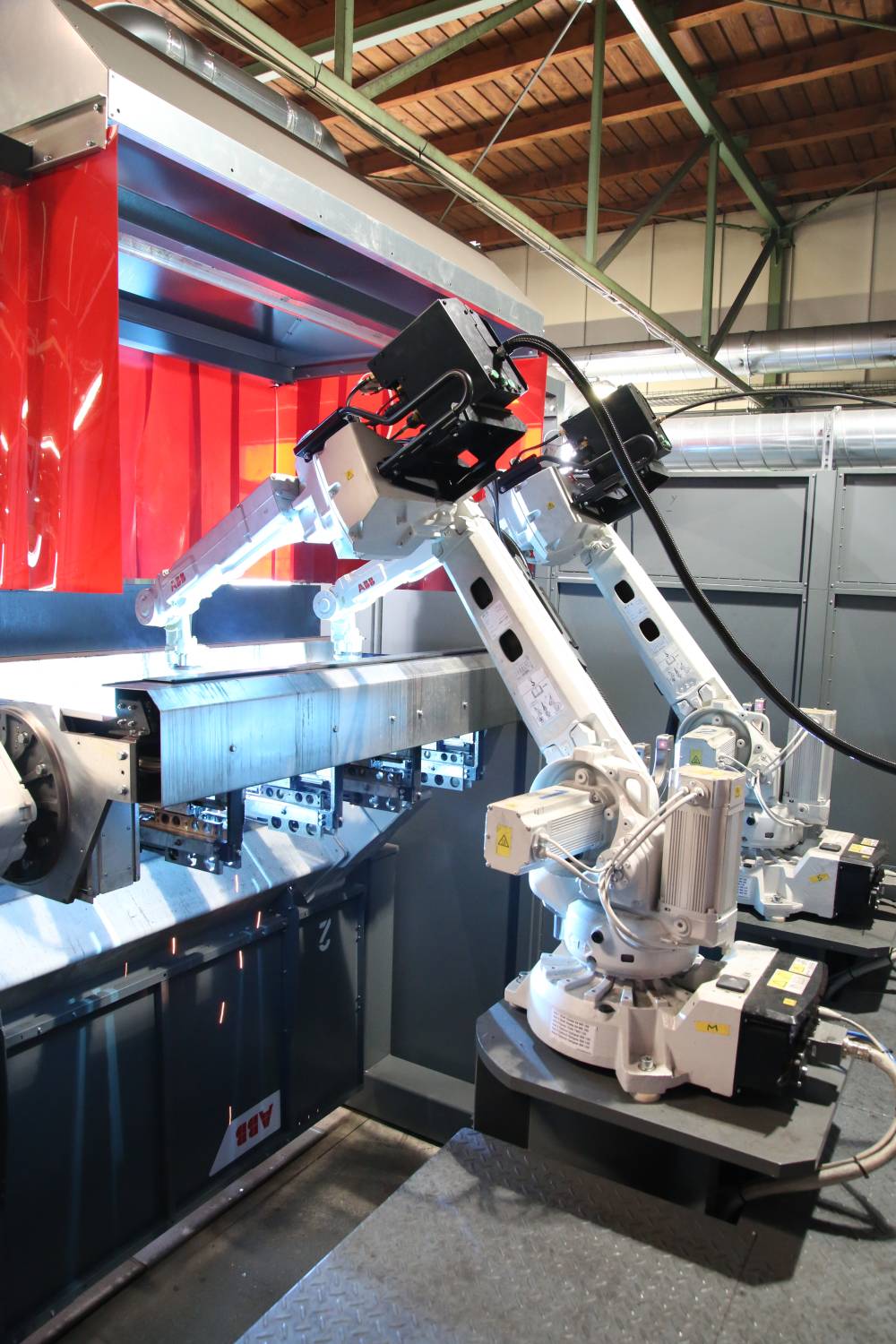
Dank des MultiMove-Systems der Robotersteuerung IRC5 können die beiden Sechsachser durch koordiniertes Bewegen gleichzeitig jeweils auf einem eigenen Bauteil schweißen. Während des Schweißprozesses legt der Bediener bereits die nächsten Teile in die entsprechende Vorrichtung auf der zweiten Station des Drehtisches. „Auf den anderen Anlagen entstehen für den Mitarbeiter Wartezeiten, da er für das Rüsten weniger Zeit als der Roboter für das Schweißen des Werkstückes benötigt. Aufgrund der doppelten Schweißkapazität in der neuen Zelle gibt nun das Rüsten den Takt vor“, berichtet Daniel Hermann, Schweißwerkmeister bei AVI, aus der Praxis. Die Steigerung der Produktivität ist dabei enorm: Ist bei den bestehenden Anlagen mit täglich je 300 Stück das Maximum erreicht, sind auf der Neuen rund 450-470 Stück möglich.
Dank des MultiMove-Systems der Robotersteuerung IRC5 können die beiden Sechsachser durch koordiniertes Bewegen gleichzeitig auf dem zugeordneten Bauteil schweißen.

Langjährige Partnerschaft (v.l.n.r.): DI Christian Mairold (AVI), Martin Moosbacher (ABB) und Daniel Hermann (AVI)


Infos zum Anwender
Durch maßgebende technische Entwicklungen ist die Firmengruppe heute ein weltweit agierender Zusammenschluss spezialisierter Teil-Unternehmen und Full-Service-Anbieter in der Betonbewehrung:
• AVI als Hersteller von geschweißten Bewehrungsprodukten
• EVG als Hersteller von Produktionsanlagen
• Stahl- und Walzwerk Marienhütte als Produzent von Betonstahl
• H+S Zauntechnik als Lieferant von Industrie- und Zaungittern sowie kompletten Zaunanlagen
• Stahlform Baustahlbearbeitung als Verarbeitungsbetrieb für Betonstahl
• BSTG (Joint Venture mit Gruppo Pittini) als Hersteller von Baustahlgitter
Millimeterarbeit bei Drehtischanpassung
Auch das Vorrichtungskonzept wurde neu gestaltet: Statt der zuvor eingesetzten pneumatischen Motoren, wird nun ein elektrisches System verwendet, dessen Steuerung alleine die ABB-Robotersteuerung übernimmt. „Bereits beim Einlegen bzw. Entnehmen der für die Thermokörbe nötigen Einzelteile wurde darauf geachtet, den Bediener zu entlasten. Per Knopfdruck können die Vorrichtungen einfach fixiert bzw. gelöst werden“, zeigt sich Hermann zufrieden.
Aufgrund einer Produktportfolioerweiterung von AVI war eine elementare Projektanforderung, dass die neue Schweißzelle auch Bügel mit einem Durchmesser von 12 mm (zuvor: bis max. 10 mm) verarbeiten konnte. „Selbstverständlich wirkt sich dies auf die Verankerungslängen und die Bauteilgröße aus. Dementsprechend mussten wir auch den Drehtisch adaptieren – vom standardmäßigen 1.400 mm auf einen Durchmesser von 1.750 mm“, weiß Martin Moosbacher, Projektmanager bei ABB Robotics Österreich. Um etwaige Kollisionen zu vermeiden, mussten zudem die Schwenkbewegungen des Tisches auf die Größe der Werkstücke sowie Vorrichtungen angepasst werden. „Schon während der Konstruktionsphase war dies Millimeterarbeit. Dank der hervorragenden Zusammenarbeit mit dem Vorrichtungsbauer und der Simulation in RobotStudio® von ABB konnten wir schnell die optimale Lösung umsetzen.“
Auf einen Schutzzaun wie bei der alten Schweißzelle kann dank eines hochmodernen Sicherheitskonzepts teilweise verzichtet werden. Lichtgitter und Flächenscanner verhindern, dass sich während des Drehens des Positioniertisches ein Mitarbeiter innerhalb des Gefahrenbereichs aufhalten kann. „Dadurch kann auch der Platz direkt an der Anlage optimal genutzt werden, was für den Bediener kurze Wege beim Einlegen und Abräumen bedeutet“, erläutert Hermann.


Schweißqualität und -geschwindigkeit überzeugen
In puncto Schweißnahtqualität ist man bei AVI mit den ABB-Roboter seit jeher hochzufrieden. „Dies bestätigen sowohl unsere hausinternen Untersuchungen im eigenen Prüflabor als auch Überprüfungen von Micro- und Makroschliffen, die wir zweimal jährlich auswärts vergeben“, ist er Schweißwerkmeister voll des Lobes.
Den größten Nutzen an der neuen Schweißroboterzelle zieht das steirische Unternehmen dank der Doppel-Roboter-Ausführung aus der hohen Fertigungskapazität. „Sollte sich die Nachfrage nach Thermokörben weiterhin so gut entwickeln, werden wir wohl auch die beiden anderen Schweißzellen um jeweils einen zusätzlichen Roboter ergänzen“, blickt Christian Mairold in die Zukunft. Martin Moosbacher versichert: „Dank der MultiMove-Funktion unserer IRC5-Robotersteuerung ist eine nachträgliche Implementierung einer weiteren Robotermechanik pro Anlage sehr einfach und schnell zu bewerkstelligen.“
Teilen: · · Zur Merkliste