„Bemuttern“ für Fortgeschrittene
Dachprofilstreben in Roboterzellen schweißen: Ob Pkw oder Nutzfahrzeuge – Strukturbauteile für Fahrzeuge müssen mit höchsten Qualitätsmaßstäben gefertigt werden, denn sonst kann das schnell fatale Folgen für die Stabilität und Sicherheit haben. Gleichzeitig stehen Zulieferer aber auch unter enormem Druck, Kosten zu senken, um konkurrenzfähig zu bleiben. Automatisierte Prozesse sind hier oft die Lösung, um sowohl die Qualität zu erhöhen als auch effizienter und wirtschaftlicher zu produzieren. Dalex optimierte die Fertigung eines Zulieferers mit zwei Roboterschweißzellen. Automatisch werden damit unterschiedliche Varianten von Dachprofilstreben für Lkw-Fahrerkabinen mit Muttern und Blechteilen bestückt und verschweißt – innerhalb kürzester Zeit.
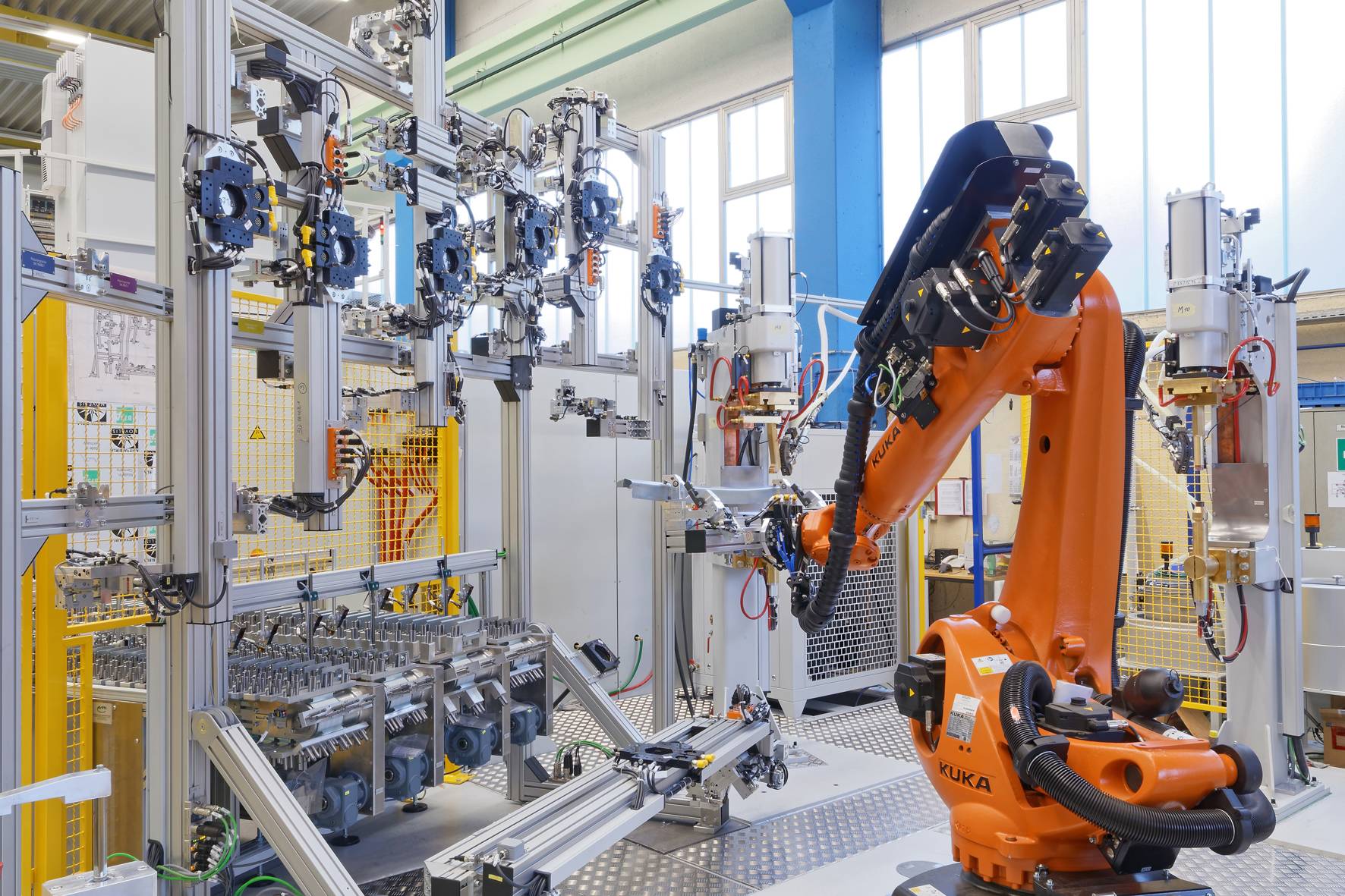
Um viele unterschiedliche Dachprofilstreben zu übernehmen, benötigen die Roboter ein typenspezifisches Greifersystem. Für die Adaption und Ablage der jeweiligen Greifer konstruierte Dalex einen vertikal angeordneten Greiferbahnhof. (Bilder: Dalex)
Shortcut
Aufgabenstellung: Rationalisierung der Schweißertigung im Nutzfahrzeugbau durch Automatisierung mit Roboter.
Lösung: Zwei Roboterschweißzellen von Dalex.
Nutzen: Optmierte Schweißfertigung mit höchster Qualität und sehr kurzen Taktzeiten.
Steigende Qualitätsanforderungen, kürzere Lieferzeiten, sinkende Preise, wachsender Wettbewerbsdruck – das sind die Herausforderungen, denen sich gerade Zulieferer der Automobil- und Nutzfahrzeugindustrie stellen müssen. Eine leistungsfähige und wirtschaftliche Lösung liegt oft in automatisierten Produktionsabläufen. Für alle Prozesse rund um das Widerstandsschweißen entwickelt Dalex neben den Standardmaschinen vor allem auch Roboterzellen, automatisierte Anlagen und verkettete Gesamtlösungen. Auch ein Hersteller von Dachprofilstreben für Lkw-Fahrerkabinen nutzte das Know-how des Traditionsunternehmens für die Rationalisierung der Fertigung.
In den stationären Buckelschweißmaschinen werden an verschiedenen Positionen Schweißmuttern gesetzt und mit den Profilen verschweißt.
Herausforderung: großer Variantenreichtum
Dalex konstruierte dafür zwei Roboterzellen, in denen an die Dachprofilstreben automatisch Muttern und Blechteile angeschweißt werden. „Das Besondere der beiden Roboterzellen ist die Verarbeitung unterschiedlicher Dachprofil-Geometrien. Um die unhandlichen Bauteile zu übernehmen, benötigen die Roboter ein typenspezifisches Greifersystem. Deswegen haben wir für die Adaption und Ablage der jeweiligen Greifer einen vertikal angeordneten Greiferbahnhof konstruiert. Der Wechsel erfolgt dabei online ohne Stillstand der Anlage“, so DI Hans-Werner Chwalisz, Geschäftsleitung Vertrieb und Marketing bei Dalex.
Die Roboter handhaben die unterschiedlichen Dachprofile und bringen sie zu den stationären Buckelschweißmaschinen. Die Schweißstationen kommen u. a. in C-Bauform zum Einsatz. Im Gegensatz zu konventionellen Widerstandsschweißanlagen bieten sie eine schmale Bauform, sodass sie in engen Roboterlinien noch Platz finden bzw. gerade bei Arbeiten mit unhandlichen und großen Bauteilen reduzierte geometrische Störkonturen haben. In den Maschinen werden dann an verschiedenen Positionen Schweißmuttern gesetzt und mit den Profilen verschweißt. Zudem bringt die Anlage Blechteile wie etwa Winkel an den Dachprofilstreben an. Dazu werden die Dachprofilstreben in Multifunktions-Werkstückträger aufgenommen, wo dann die zusätzlichen Blechteile positioniert und mittels robotergeführter Punktschweißzange verschweißt werden. Besitzen solche Zellen manuelle Handeingabeplätze, werden diese meist doppelt ausgeführt. So kann der Bediener die Zellen online versorgen, während in der Anlage geschweißt wird. Die Kleinteile – Muttern und Blechteile – gelangen über ein Magazin-Kettenband an Ort und Stelle.

An zwei manuellen Einlegepositionen führt der Bediener im Wechsel die Dachprofilstreben dem System zu. So kann auch online bestückt und gleichzeitig geschweißt werden.
Produktion und Qualität sichern
Da der Zulieferer immer alle Typen der nötigen Dachprofile für eine Lkw-Kabine im Set fertigt, arbeiten die beiden Anlagen parallel, um jeweils einen bestimmten Umfang der Profile zu produzieren. Hans-Werner Chwalisz: „Im Notfall, z. B. bei einem Ausfall, kann eine Zelle zum Teil auch die Aufgaben der anderen übernehmen. Das ist zwar nicht optimal, da die Werkstückträger von der einen zur anderen Zelle gebracht werden müssen, jedoch immer noch besser als ein Produktionsstillstand.“
„Die Guten ins Töpfchen, die Schlechten ins Kröpfchen“ – auch die Roboterzellen von Dalex folgen dem Aschenputtel-Prinzip. Sensoren prüfen die Fertigteile nach falschen Einlegepositionen oder Schweißkräften. Die sogenannten NiO-Teile (Nicht-in-Ordnung-Teile) werden dann innerhalb der Anlage definiert abgelegt und die Gutteile verlassen die Anlage über Förderbänder. So gelangt kein fehlerhaftes Teil in die weitere Verarbeitung und die hohen Qualitätsstandards bleiben gewahrt.

Gerade bei engen Zeitvorgaben helfen die vorherige Taktzeitanalyse und Robotersimulation dabei, das Machbare zu definieren und abzusichern.
Sehr kurze Taktzeiten
Trotz der unhandlichen Geometrie der unterschiedlichen Dachprofilstreben sollte die Verarbeitung sehr schnell erfolgen. Um herauszufinden, ob die Umsetzung in einem bestimmten Zeitfenster möglich ist, nutzt Dalex zur Taktzeitanalyse auch die Robotersimulation. „Bei einfachen Operationen sagen uns Erfahrungswerte, wie viel Zeit für eine bestimmte Aufgabe benötigt wird – wie z. B. den Greifer öffnen und schließen oder Handlingsbewegungen“, so Hans-Werner Chwalisz. „Bei komplexen Prozessen reichen diese Erfahrungswerte jedoch nicht aus und liefern zu ungenaue Ergebnisse. Hier kommt dann die Robotersimulation in Spiel. Wir simulieren den realen Prozess mit allen Bewegungen und Schweißzeiten. Aus der Summe der Eingabezeiten und Bewegungsgeschwindigkeiten ermitteln wir dann die mögliche Taktzeit.“
Bei diesem Projekt waren die Taktzeiten profilabhängig – d. h., für jedes Profil gab es eine zugeordnete Taktzeit. Wichtig war hier nicht die einzelne Taktzeit, sondern dass im Verbund der einzelnen Zeiten die Jahresmengen erreicht werden. Die vorherige Taktzeitanalyse und die Simulation helfen Dalex dabei, frühzeitig das Machbare zu definieren.
Teilen: · · Zur Merkliste