Systematische Prozessverbesserung dank Simulation
Die Anwendung von FE-Simulationen ist ein effektiver Weg zur Bestimmung geeigneter Prozessparameter für Verfahren des Presshärtens. AutoForm schlägt dafür die Kombination einer thermomechanisch gekoppelten Prozesssimulation mit einer automatisierten, systematischen Prozessverbesserung vor.

Die Anwendung von FE-Simulationen ist ein effektiver Weg zur Bestimmung geeigneter Prozessparameter für Verfahren des Presshärtens.
Zu den vorrangigen Zielen bei der Konstruktion von Rohkarossen gehört die Reduzierung des Gewichts bei gleichzeitiger Verbesserung von Steifigkeit und Aufprallwiderstand. Durch die Einführung fortschrittlicher Konstruktionskonzepte im Leichtbau – Form-, Struktur- und Werkstoffleichtbau – konnten dabei bereits beachtliche Erfolge erzielt werden. Im Bereich des Werkstoffleichtbaus hat sich die Verwendung verschiedenartiger, metallischer Werkstoffe mit spezifisch auf den Einsatzbereich zugeschnittenen Eigenschaften etabliert. Insbesondere mikrolegierte Mangan-Bor-Stähle, die im martensitischen Zustand Zugfestigkeitswerte oberhalb von 1.200 MPa garantieren können, kommen inzwischen für die Verwendung einer Vielzahl von zum Teil sicherheitsrelevanten Bauteilen zum Einsatz. Klassische Presshärtekomponenten sind demnach unter anderem A-Säulen, B-Säulen, Mitteltunnel, Dachverstärkungen oder Schweller.
Zur Herstellung solcher Bauteile stehen mit dem direkten und dem indirekten Presshärten zwei inzwischen weit entwickelte Verfahrensvarianten zur Verfügung, deren Prozessauslegung – ebenso wie die Bauteilgestaltung selbst – zunehmend komplexer geworden ist. Um das volle Leichtbaupotenzial der benannten UHSS-Werkstoffklasse zu erschließen, wurden zudem weitergehende Ansätze wie beispielsweise Tailored Welded Blanks, Tailor Rolled Blanks, Patchwork Blanks oder das Tailored Tempering in verschiedenen Ausführungen verwirklicht. Zur virtuellen Prozessauslegung steht dem Planer nunmehr ein Optimierungsalgorithmus zur Verfügung, der die Zeit des manuellen Lösungsfindungsprozesses verringert und eine Bewertung anhand automatisch ermittelter Zwischenergebnisse ermöglicht.
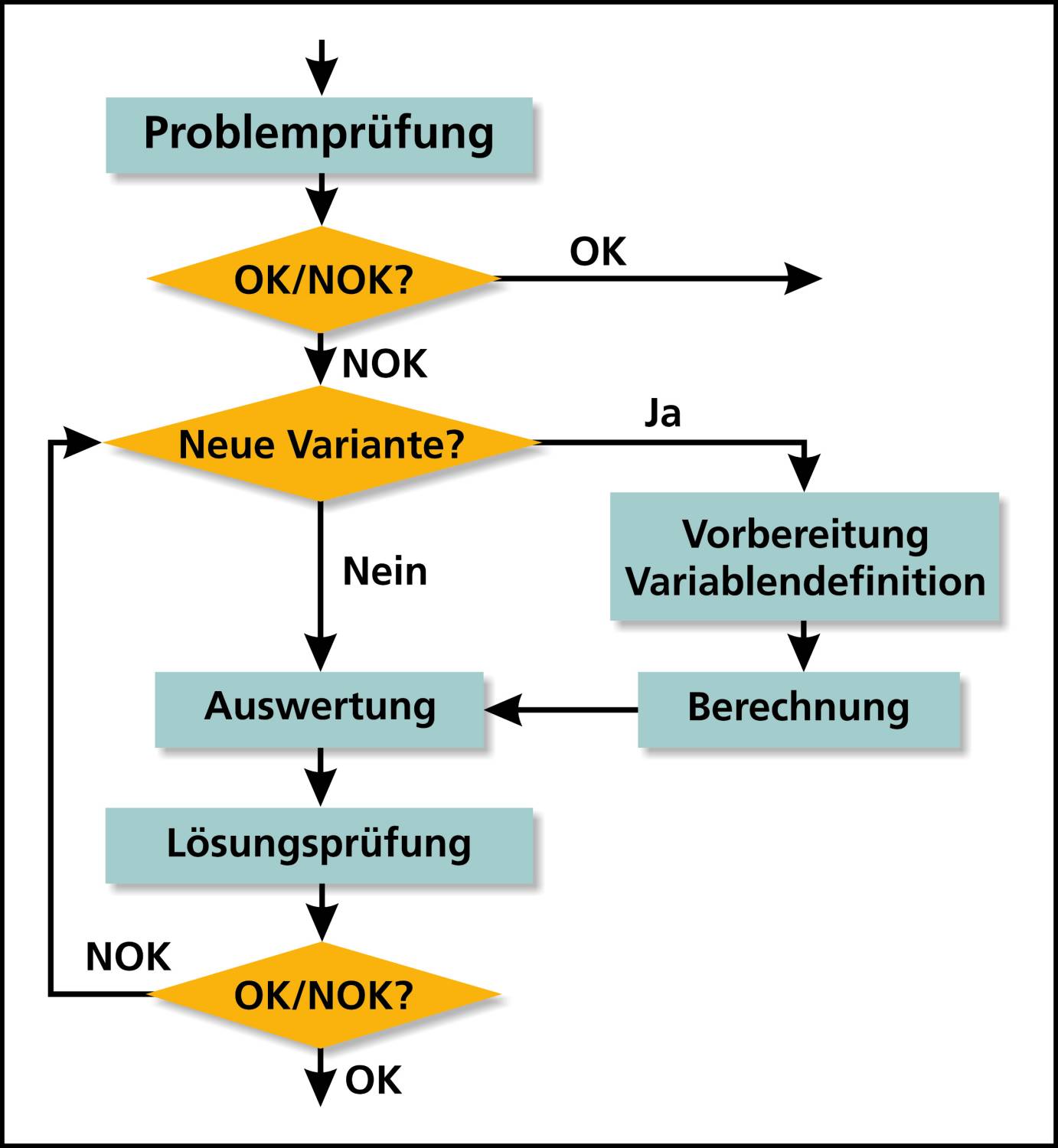
Systematische Prozessverbesserung kann in vier Phasen unterteilt werden: Problemprüfung, Vorbereitungsphase, Berechnungsphase und Auswertungsphase.
Weitgehend automatisierter Optimierungsablauf
Das bauteilbezogene Presshärten, welches praktisch umgesetzt werden soll, kann vom Prozessingenieur bzw. Methodenplaner vollständig mit der AutoForm-Software entwickelt werden. Im frühen Stadium der Untersuchungen ist die Wahrscheinlichkeit des Auftretens von Reißern und Falten zu bewerten. So ist die grundsätzliche Machbarkeit durch sinnvolle Modifikation aller Einflussparameter zu gewährleisten. Dabei wird für jede Parameterkombination ein zugehöriger Simulationslauf erforderlich, der eine Bewertung der Tendenz der Ergebnisentwicklung zulässt. Da typische Presshärtevorgänge neben den üblichen Prozessbedingungen um thermische Einflussgrößen erweitert betrachtet werden müssen, ergibt sich ein Rahmen des manuellen Untersuchungsaufwands, der nur noch schwer zu realisieren ist. Hier kann sich ein neuer, weitgehend automatisierter Optimierungsablauf als hilfreich erweisen. Das vorgeschlagene „Systematic Process Improvement“ kann dabei in vier Phasen unterteilt werden: Problemprüfung, Vorbereitungsphase, Berechnungsphase und Auswertungsphase.
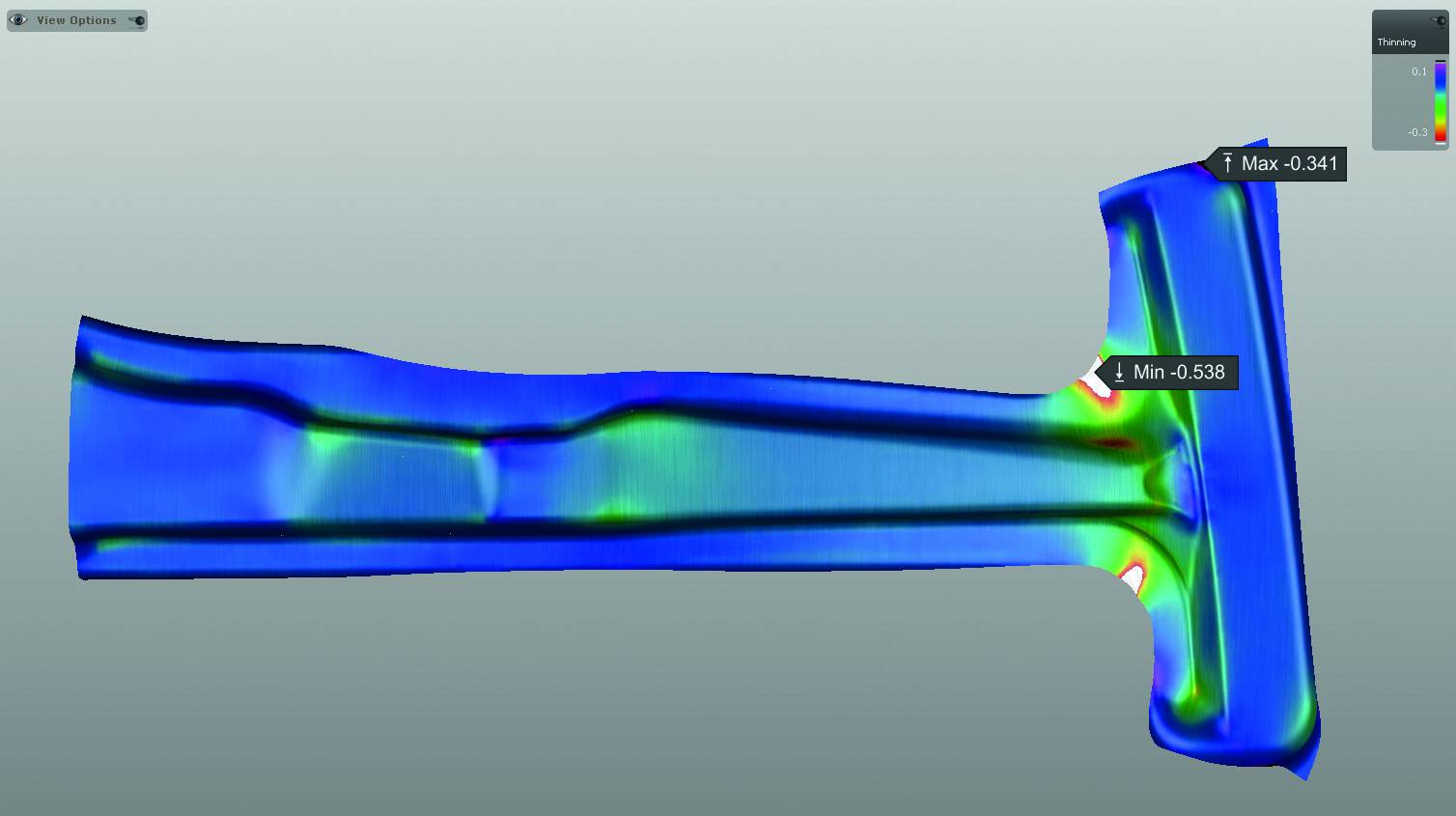
Die nominale Basissimulation dient als Grundlage aller Betrachtungen (Ausdünnung).
Platinenkontur als Design-Variable - drei Bereiche der Platinenkontur, die als voneinander unabhängig und variabel bestimmt sind.
Problemprüfung und Vorbereitungsphase
Die Grundlage dieser Vorgehensweise ist immer eine manuelle Nominalsimulation, die anhand erwarteter, geeigneter Parameterwerte für die Praxis definiert wird. Das nachfolgende Interesse besteht nun darin, zu prüfen, ob eine Erreichung der Prozessziele gewährleistet werden kann. Dafür müssen entsprechende Ergebnisvariablen und zugehörige Grenzbereiche bestimmt werden, deren quantitative Ausprägung als Bewertungsgrundlage für die Ergebnisse der automatisierten Rechnungsläufe dient. Danach kann mit der halbautomatischen Problemprüfung, dem „Live Check“, begonnen werden.
Im vollständig automatisierten „Live Check“ sucht und findet die Software Bereiche im Bauteil, die den zuvor bestimmten „gut“-Kriterien für das Ergebnis nicht entsprechen. Der Prozessingenieur kann im weiteren Verlauf entscheiden, welche Problembereiche für eine weitere Betrachtung relevant sind – er muss diese dann aktiv auswählen. Im gewöhnlichen Anwendungsfall zeichnet sich eine Reihe von Problembereichen ab, die durch eine sinnvoll herbeigeführte Prozessparametervariation eliminiert oder zumindest minimiert werden kann.
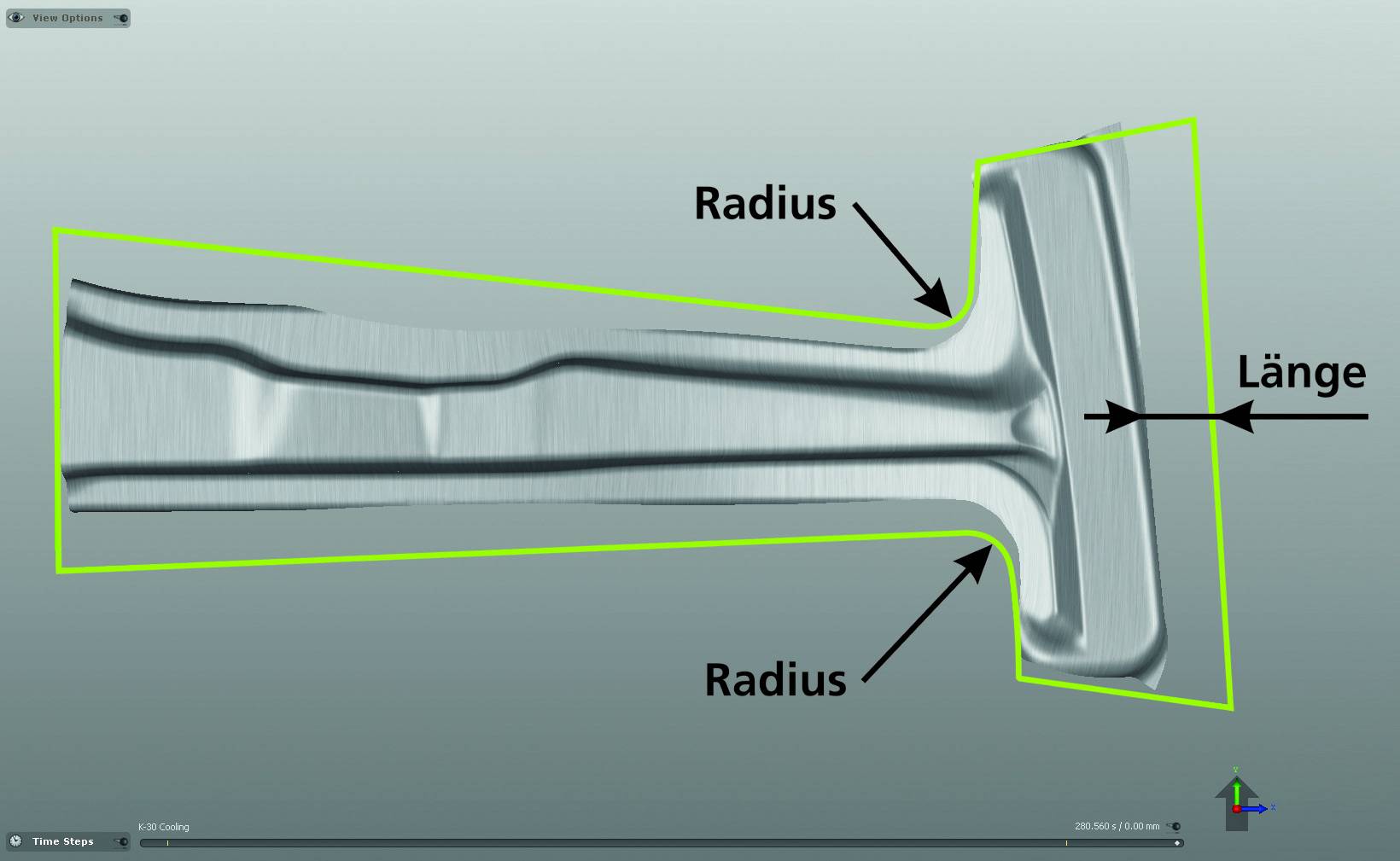
In der Vorbereitungsphase nimmt der Prozessingenieur die Auswahl der Parameter vor, die einen vermeintlich großen Einfluss auf die Erreichung der bereits definierten Prozessziele haben und gleichzeitig im ausreichenden Maß gestaltbar sind. Neben geometrischen Größen der Platine wie z. B. Abmessungen und Radien der verwendeten Platine können das auch rein prozessbezogene Einflussgrößen wie Transportzeiten oder Dauer des Kontakts mit dem Umformwerkzeug sein. Diese Parameter der ursprünglich nominalen Berechnung werden nun als Variablen mit zugehörigen Grenzbereichen in die Betrachtung eingeführt.

Prozessfenster für die Systematische Prozessverbesserung.

„Variation“ auf die Ergebnisvariable „Hardness HV“.
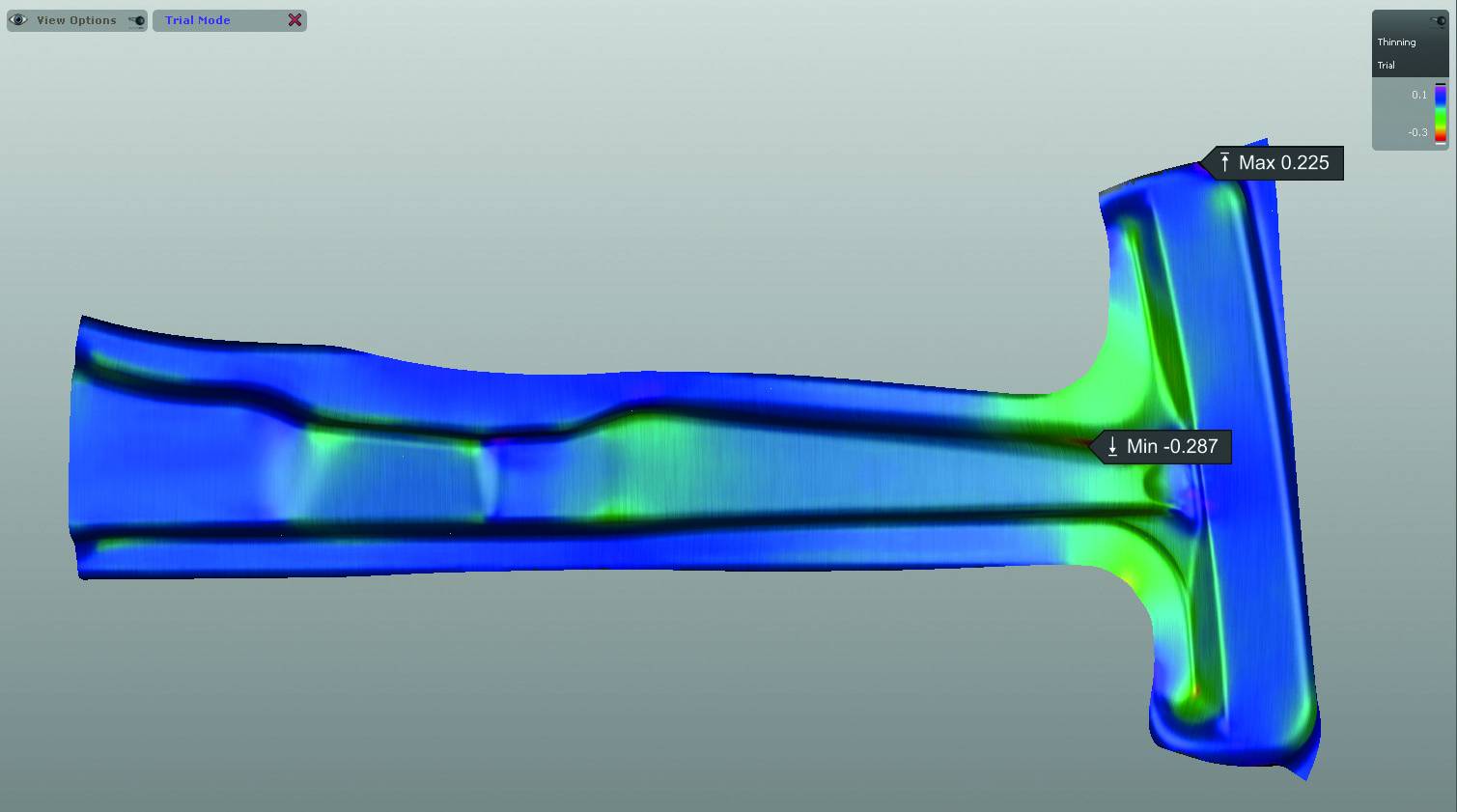
Optimiertes, fehlerfreies Bauteil.
Berechnungs- und Auswertungsphase
Auf der Grundlage des in der Vorbereitungsphase festgelegten Variablenumfangs beginnen die Berechnungen der Analyse. Die Software generiert automatisch eine Reihe von Einzelsimulationen – die sogenannten Realisationen. Jede Realisation repräsentiert dabei eine eigene Kombination der vorher festgelegten Variablen in ihren Grenzbereichen. Eine tiefere Kenntnis in Bezug auf den Einfluss der Einzelvariablen auf ein erwartetes Gesamtergebnis ist nicht erforderlich. Die Berechnung der Realisationen erfolgt vollautomatisch und bildet die Voraussetzung für die Auswertungsphase.
Die vorher in der Problemprüfung ermittelten Problembereiche werden für die Überblicksergebnisdarstellung der gesamten Analyse berücksichtigt. Jede festgelegte Variable und ihr Grenzbereich wird nun optisch durch einen farbigen Balken repräsentiert. Durch die unterschiedliche Farbgebung des Balkens werden drei verschiedene Kategorien – Grün, Grau, Rot – unterschieden.
Diese Kategorisierung gibt an, inwieweit die Beeinflussung einer definierten Variable zur Auflösung der Problembereiche beitragen kann. Dabei können für die Darstellung in dieser Phase bestimmte Problembereiche einbezogen oder ausgeschlossen werden – die Möglichkeiten der Erfüllung der Zielkriterien sind in einer Oberfläche gesamthaft dargestellt. Um das noch zu vereinfachen, bietet jeder Balken eine „Schieber-Funktion“ an. So können einer oder mehrere gewünschte Variablenwerte in den vorgegebenen Grenzbereichen direkt eingestellt und die Auswirkungen auf das Endergebnis im Hinblick auf das Erfüllen der Zielkriterien zeitgleich ermittelt werden. Eine Vielzahl der am Bauteil abbildbaren Zusammenhänge, wie beispielsweise der „Dominant Variable“, des „Influence“ der Design Variablen oder aber der „Variation“ auf eine Ergebnisvariable, stellen weitere Entscheidungshilfen dar.
Mittels der Kombination einer thermomechanisch gekoppelten Umformsimulation mit der Systematischen Prozessverbesserung kann das Optimum für das untersuchte Presshärteverfahren ermittelt werden. Dabei werden nicht allein die thermischen Prozessparameter schnell und automatisiert optimiert. Es werden auch Idealwerte für die geometrischen Platinenabmessungen ermittelt, welche die Durchführung des Umformprozesses für ein fehlerfreies Bauteil ermöglichen.
Teilen: · · Zur Merkliste