Sila ARO: Widerstandsschweißen ohne Kompromisse
ARO Welding Technologies mit Stammsitz in Chateau du Loir in Frankreich ist Weltmarktführer im Bereich der Widerstandsschweißtechnik und beschäftigt ungefähr 450 Mitarbeiter weltweit in über 40 Ländern. Seit 01. Juli 2019 ist die Firma SILA Schweißtechnik GmbH offizieller Vertriebspartner von ARO Welding Technologies GmbH.

Um den Marktansprüchen gerecht zu werden, hat ARO ihre Produktpalette um Kondensatorentladungsschweißmaschinen erweitert.
Vorteile des KE-Schweißens
• kurze Prozess- und Taktzeiten
• kurze und lokale begrenzte Wärmeeinbringung
• geringe thermische Belastung
• geringer Elektrodenverschleiß
• geringe Netzbelastung
• hohe Prozesssicherheit
• Reproduzierbarkeit
Als Weltmarktführer für Schweißausrüstungen und Schweißsysteme für die Automobilindustrie steht der Name ARO seit mehr als 65 Jahren als Synonym für das Widerstandsschweißen. Ihre Kombination aus Zuverlässigkeit und niedrigsten Gesamtbetriebskosten bietet ein Höchstmaß an Qualität, ohne Kompromisse. ARO konzipiert und realisiert Roboterschweißzangen, Handschweißzangen, stationären Schweißmaschinen und Schweißsteuerungen, die in der Automobilindustrie und anderen Industriezweigen eingesetzt werden. Zur Optimierung Ihrer Schweißprozesse bietet das Unternehmen eine breite Palette an Komponenten (Schweißtransformatoren, Servomotoren, Schweißsteuerungen), Schweißwerkzeuge, zuverlässige und hochleistungsfähiges Zubehör (Werkzeugwechsler, Elektrodenkappenfräser, Kühlgeräte, Federzüge, Muttern- und Schraubenzuführgeräte) sowie Verbrauchsmaterialien (Elektrodenhalter, Schäfte, Elektroden, etc.).
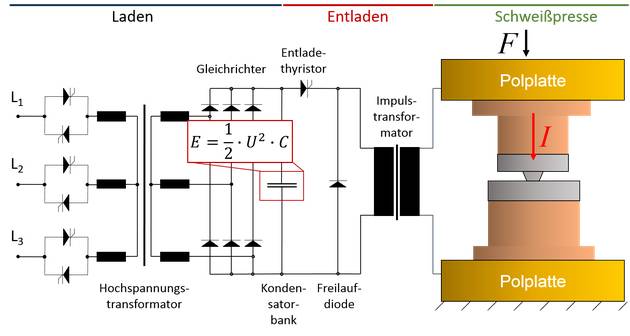
Schematischer Aufbau einer KE-Schweißanlage.
Anwendungsbereiche
Schweißen von:
• wärmeempfindlichen Bauteilen (z. B. martensitische Stähle)
• Bauteilen mit großen Dickenunterschieden
• großen Bauteilen (Ringbuckel bis Ø 200 mm)
• Werkstoffen mit hoher elektrischer und thermischer • Leitfähigkeit (z.B: Aluminium und Kupfer)
• Mischverbindungen (z. B. Stahl -> Messing)
Forschung und Entwicklung
Um permanent wachsenden und variierenden Kundenanforderungen stets einen Schritt voraus zu sein, betreibt ARO eigene Forschungslabors, in denen bestehende Schweißtechnik weiter optimiert wird und neue Technologien entstehen. Hier dreht sich alles um die Themen Leistungs- sowie Qualitätssteigerung und Kosteneffizienz. Mit modernsten CAD-Systemen entwickelt der Schweißspezialist in enger Zusammenarbeit mit akademischen Instituten die Schweißtechnik ständig weiter.
Um den Marktansprüchen gerecht zu werden, hat ARO ihre Produktpalette um die Kondensatorentladungsschweißmaschinen, die hauptsächlich für Buckelschweißanwendungen geeignet sind, erweitert. Diese Technologie arbeitet mit der Speicherung der Energie in Kondensatoren, die bei der Entladung den Strom mit einem sehr schnellen Impuls freigeben. Auf diese Art und Weise ist es möglich, sehr hohe Schweißströme bei niedrigen Anschlusswerten zu produzieren.

Anwendungsbeispiel: Ringbuckelschweißung Ausknöpfversuch 12,7 t.

Anwendungsbeispiel: Stahl-Messing-Schweißung.
Ablauf des KE-Schweißens: Charakteristisch für das KE-Schweißen ist ein einzelner, kurzer, hoher Stromimpuls von bis zu 1000 kA, der aus der transformierten Entladung eines Kondensators erzeugt wird.
Prinzip des Kondensatorentladungsschweißen
Beim KE-Schweißen (KES) wird die zum Schweißen benötigte Energie aus vorher geladenen Kondensatoren über einen Thyristor auf einen Schweißtransformator geschaltet. Die Ladezeiten liegen dabei im Bereich zwischen 0,5 s und 2s, die Schweißzeiten zwischen 3 und 10 ms. Die Kondensatoren werden für eine optimale Ausnutzung der Kapazitäten mit bis zu 1.500 V geladen. Diese relativ hohen Ladespannungen ermöglichen dabei große Übersetzungsverhältnisse. Dadurch erhält man nicht nur hohe Schweißströme, sondern kann gleichzeitig die Schweißanlage mit relativ hohen Sekundärspannungen betreiben. Dieser Effekt bringt vor allem Vorteile bei der Gestaltung von Maschinen und Schweißvorrichtungen.
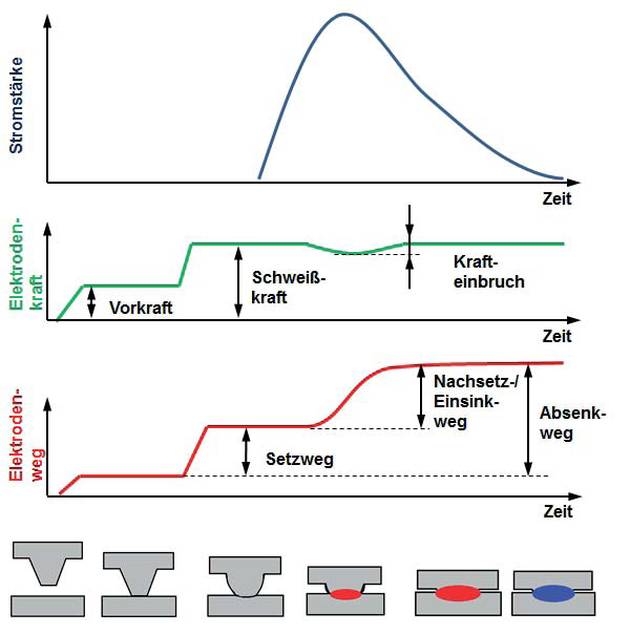
Durch die kurzschlussartige Entladung der in den Kondensatoren gespeicherten Energie, erreicht der Strom im Sekundärkreis sehr schnell sein Maximum. Der durch die Schweißvorbereitung angelegte Wirkwiderstand lässt parallel dazu die Temperatur an der Schweißstelle mit sehr hoher Geschwindigkeit ansteigen. Dieser schnelle Temperaturanstieg erhitzt die Schweißzone, bevor die Wärme abfließen kann und verhindert somit eine Erwärmung der Bereiche um die Schweißstelle. Bereits nach wenigen Millisekunden ist der Buckel geschweißt, ohne dass zuvor die Umgebung der Schweißstelle vollständig durchgewärmt wurde. Dieser Effekt ist verantwortlich für alle Vorteile und Möglichkeiten des KE-Schweißens. Durch diese Konzentration der eingebrachten Energie auf das zu erwärmende Volumen ist der Wirkungsgrad einer KE-Schweißung laut ARO größer als 90%. Es ist somit ein sehr wirtschaftliches Verfahren, da es zum einen geringe Anforderung an den Netzanschluss hat und zum anderen die eingebrachte Energie ohne Verluste nutzt.
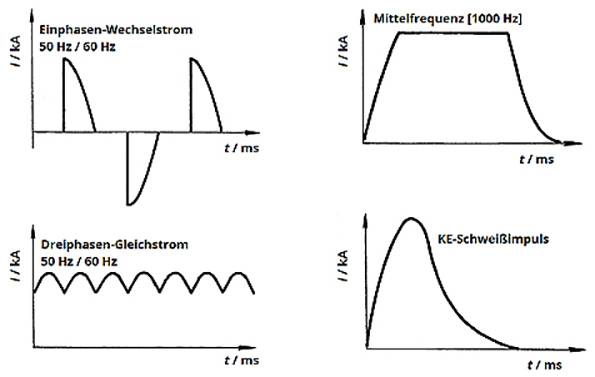
Charakteristischen Stromverläufe beim KE-Schweißen und anderer Schweißstromquellen.

Anwendungsbeispiel: Mutter auf hochfeste B-Säule.
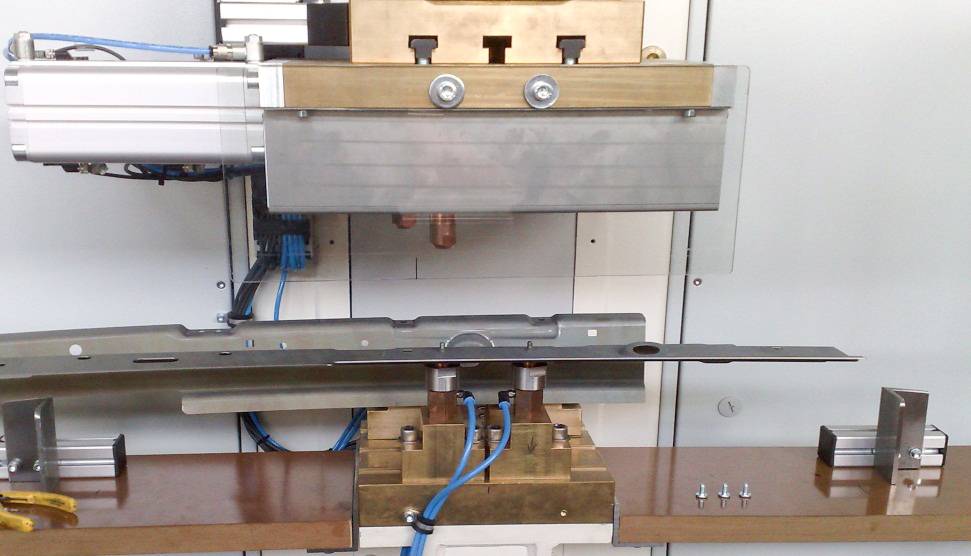
Anwendungsbeispiel: Mutter/Schraube auf hochfesten Längsträger.
Kondensatorentladungsschweißen – hohe Ströme, minimale Schweißzeiten
Auch wenn das Kondensatorentladungsschweißen oft noch als Exot unter den Schweißtechnologien angesehen wird – es kann in kürzester Zeit hohe Schweißströme erzeugen. Und ist deshalb oft das Mittel der Wahl, um Schweißaufgaben prozesssicher zu lösen. Darüber hinaus kommen Maschinen, die mit dem Verfahren arbeiten, vielfach ohne Wasserkühlung aus. So lassen sich Kostenvorteile realisieren. Das KE-Schweißen ist ein Pressschweißprozess, zählt zum Widerstandsschweißen und wird meist zum Buckelschweißen, selten zum Widerstandspunktschweißen eingesetzt. Charakteristisch ist ein sehr hoher (bis 1000 kA) kurzer (< 15 ms) Schweißstromimpuls, der über eine transformierte Kondensatorentladung erzeugt wird.
Das KE-Schweißen unterscheidet sich von anderen Buckelschweißprozessen hauptsächlich durch die Art der Schweißstromquelle und die daraus resultierende Stromform. Im Gegensatz zu herkömmlichen Wechsel- oder Gleichstromquellen wird die für das Schweißen notwendige Energie nicht während des Schweißens direkt aus dem Netz entnommen (was zu einer kurzzeitigen hohen Netzbelastung führt). Eine Kondensatorbatterie dient als Zwischenspeicher und wird zum Schweißen über einen Impulstransformator entladen. Es entsteht ein impulsförmiger Gleichstrom mit hohem Spitzenwert von bis zu 1000 kA bei Schweißzeiten von 3-15ms. Die einzustellenden Parameter sind die Elektrodenkraft und die Ladeenergie bzw. Ladespannung der Kondensatoren. Je nach Maschinenkonzept ist auch das Verändern der Kapazität der Kondensatorbank sowie der Transformatorübersetzung (meist nur durch Veränderung der Verdrahtung) möglich, um den Stromverlauf an die Schweißaufgabe anzupassen.
Teilen: · · Zur Merkliste