anwenderreportage
Lorch S-SpeedPulse XT: Apparatebau der Superlative
Produktionsvorteile von bis zu 30 % mit S-SpeedPulse XT von Lorch: Die Messer Industriemontagen & Apparatebau GmbH ist immer dann besonders gefragt, wenn es um riesige Bauteile wie etwa Verdampfer für Entsalzungsanlagen und Schweißnähte in allerhöchster Qualität geht. Garant für absolut hohe Schweißqualität, Zuverlässigkeit und höchste Effizienz ist das MIG-MAG-Flaggschiff von Lorch, die S-Serie mit SpeedPulse XT-Verfahren.

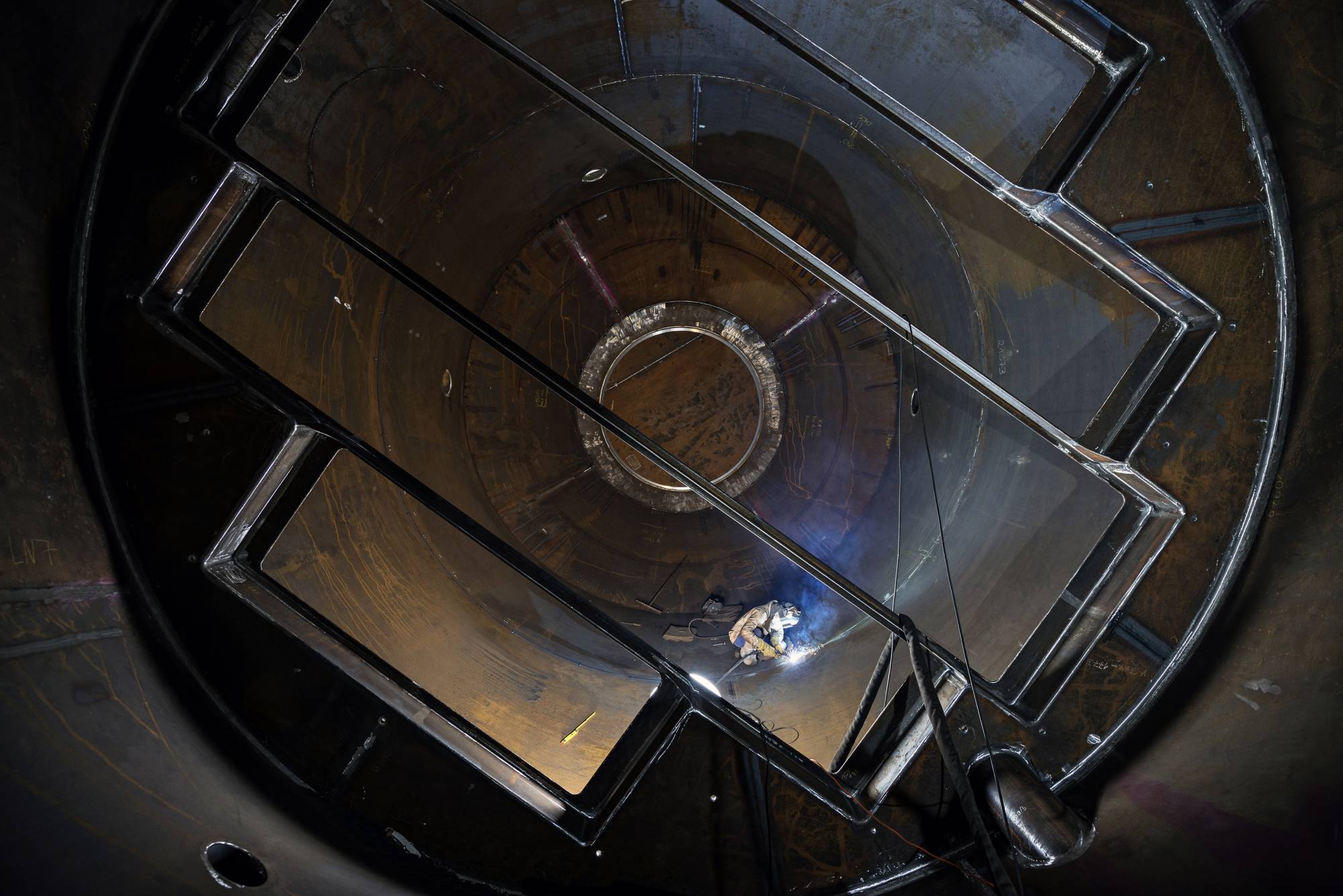
Große Herausforderung: Bis zu 16 m lang und 7 m im Durchmesser – die riesigen Behälter für eine Entsalzungsanlage müssen überwiegend in Zwangslage geschweißt werden.
Shortcut
Aufgabenstellung:
• Sukzessiver Austausch der Schweißtechnik.
• Höchste Zuverlässigekeit Schweißleistung der Schweißgeräte.
Lösung:
Lorch S-Serie mit SpeedPulse XT-Verfahren.
Nutzen:
Produktionsvorteile von bis zu 30%.
„Unsere Werkstücke sind so groß, dass diese oft kaum auf die Straße passen. Dabei muss jede noch so kleine Schweißnaht exakt sitzen und höchsten Qualitätsanforderungen genügen“, beschreibt Peter Dzwonek, Fertigungsleiter bei der Messer Industriemontagen & Apparatebau GmbH. Er ist auch für die Schweißtechnik im Unternehmen zuständig, die ganz besonderen Herausforderungen seiner Arbeit. Und die Größe der Bauteile bringt noch eine weitere Erschwernis mit sich: Zwei Drittel aller Schweißnähte werden in Zwangslage als Steig- oder Quernähte (PF/PC) geschweißt – Schweißpositionen, die man eigentlich vermeiden möchte.
Seit 70 Jahren ist die Messer Gruppe in Heringen in Osthessen (D) mit ihren 260 Mitarbeitern in den Bereichen Industriemontage und Apparatebau tätig – von der Planung und Konstruktion über die Fertigung bis zur Lieferung, Montage und Wartung. So auch beim Bau mehrerer Verdampfer für eine neue KKF-Anlage (Kainitkristallisation mit anschließender Flotation) der K+S Kali GmbH. Die dafür notwendigen Behälter erreichen bis zu 7 m Durchmesser, 16 m Länge und ein Gewicht von bis zu 74 Tonnen. Die Blechstärken reichen dabei von 20 mm beim Behältermantel (Druckbehälterstahl P265GH) bis zu 50 mm bei Grund- und Anbauteilen (normaler Baustahl S235JRG2 und S 355J2).

Mehrlagige Nähte: Mit der S-SpeedPulse XT präzise und sauber geschweißt.

Peter Dzwonek
Fertigungsleiter bei Messer
„Unsere Werkstücke sind so groß, dass sie kaum auf die Straße passen. Dennoch muss jede noch so kleine Schweißnaht exakt sitzen. Die S-SpeedPulse XT erfüllt unsere hohen Qualtätsanforderungenrungen und beeindruckt mit hoher Zuverlässigkeit und vor allem der bis zu 30 % höheren Abschmelzleistung. “
Die Mehrzahl tendierte zu Lorch
Allein für das Schweißen eines Behälters sind weit über 1.000 Arbeitsstunden nötig. Die Nähte werden aufgrund der Blechstärken mit mehreren Lagen geschweißt. „Eine hohe Zuverlässigkeit der Schweißgeräte und beste Schweißleistung sind daher absolute Voraussetzung“, betont Peter Dzwonek. Bei der Auswahl neuer Schweißtechnik hat man daher nichts dem Zufall überlassen. Zu einem internen Test holte man sich verschiedene Lösungen ins Haus und testete sie vier Wochen in der Praxis. „Das Ergebnis war ziemlich eindeutig“, so der Fertigungsleiter. „Die Mehrzahl der Schweißer tendierte klar zu Lorch.“
Im Test wie auch später in der täglichen Anwendung beeindruckte die S-SpeedPulse XT mit einer hohen Zuverlässigkeit durch die Stabilität des Lichtbogens und vor allem die hohe Abschmelzleistung. „Während der gesamten Laufzeit arbeiteten die Maschinen absolut störungsfrei und wir konnten eine 25 bis 30 % höhere Abschmelzleistung bei gleichen Parametern erzielen“, schwärmt Fertigungsleiter Peter Dzwonek, der bereits seit fast 40 Jahren am Standort in Heringen tätig ist.
Weit über 1.000 Stunden sind nötig, um einen Verdampfer für die Entsalzungsanlage zu schweißen. An die Schweißnähte werden höchste Anforderungen gestellt – jeder T-Stoß wird einzeln geröntgt.
Hohe Stabilität und Schweißleistung
Erreicht wird die hohe Stabilität und Schweißleistung durch das SpeedPulse XT-Verfahren. Mit der variablen Lichtbogen-Längenregelung hat der Schweißer eine bessere Kontrolle über den Puls-Lichtbogen und kann durch die Veränderung des Brennerabstands zum Werkstück wesentlich einfacher auf gegebene Randbedingungen wie unterschiedliche Spaltmaße reagieren. Auch schwierige Schweißsituationen wie etwa in Ecken sind leichter beherrschbar. Zusätzlich gibt es die Möglichkeit, bei identischem Strom und Drahtvorschub die Lichtbogenlänge separat für Start-, Schweiß-, und Endphase einzustellen. Damit wird nicht nur eine höhere Schweißleistung erzielt, auch der Schweißvorgang verläuft wesentlich leichter und vor allem spritzerärmer, was die Nacharbeiten auf ein Minimum reduziert.
Aber auch bei der Bedienerführung konnte die Lorch-Lösung deutlich punkten. Durch die „Dynamikregelung“ lässt sich der Lichtbogen flexibel auf die unterschiedlichen Arbeitsaufgaben und Schweißpositionen sowie auf die individuellen Vorlieben der Schweißer einstellen. Ein wichtiges Plus: Aufgrund der immensen Bauteilgrößen und Stückgewichte können die Komponenten nicht verschoben oder gedreht werden. „Beim Schweißen in Zwangslagen sind die Schweißer dann besonders froh, wenn sie den Lichtbogen individuell steuern und ihren Anforderungen anpassen können“, erläutert Sohn Patrick Dzwonek, der als Werkstattmeister und Schweißaufsicht ebenfalls seit vielen Jahren bei Messer arbeitet. Durch die Dynamikregelung ändern die Schweißer dabei die Lichtbogen-Charakteristik im direkten Zugriff schnell und unkompliziert von hart bis weich und passen sie so den ganz individuellen Schweißgewohnheiten an.

Die Blechstärken des Verdampfers reichen von 20 mm beim Behältermantel bis zu 50 mm bei Grund- und Anbauteilen.

Zeigen sich sehr zufrieden mit der hohen Abschmelzleistung der S-XT von Lorch: Peter Dzwonek (li), Fertigungsleiter bei Messer, mit Patrick Dzwonek (re), Werkstattmeister bei Messer und vom Lorch Schweißtechnik Center Bernd Becher, Geschäftsführer der Becher Schweißtechnik GmbH.
Infos zum Anwender
Schwerpunkte der Messer Industriemontagen & Apparatebau GmbH sind die Fertigung und Montage von Apparaten, Behältern, Rohrleitungen und Anlagen für verschiedenste Industriezweige. Zulassungen, Zertifizierungen nach DIN EN ISO 9001, SCC, Überprüfungen nach AD 2000-Merkblatt HP0 in Verbindung mit der DIN EN ISO 3834-2 als Hersteller von Druckgeräten und Rohrleitungen liegen seit vielen Jahren vor. Ebenso gilt das für die EN 1090-2 bis EXC3.
www.karl-messer.de
Klarheit und Übersichtlichkeit
Aus der Praxis berichtet Patrick Dzwonek: „Schweißer brauchen im hektischen Produktionsalltag eine klare und vor allem einfache Steuerung der Schweißprozesse. Das Bedienfeld der S-XT kommt dabei den Anforderungen zu 100 % entgegen. Alle Parameter sind gut zu erkennen und die notwendigen Größen über Regler und Knöpfe schnell und einfach einstellbar." Klarheit und Übersichtlichkeit seien hier in jedem Fall wichtiger als technische Spielereien. „Touchscreens wie sie zahlreiche Anbieter einsetzen“, so der Werkstattmeister, „haben sich in der Praxis eher nicht bewährt“. Schließlich müssten Schweißer trotz Handschuhen die Prozesse schnell und sicher regeln können.
Die Einführung der neuen S-Serie sei problemlos verlaufen. Auch seien Produktdatenblätter und das gesamte Informationsmaterial bei Lorch sehr gut aufbereitet. Inzwischen setzt das Unternehmen vier S-SpeedPulse XT-Anlagen von Lorch ein. Sukzessive sollen alle derzeitigen Schweißanlagen mit der Schweißtechnik von Lorch ausgetauscht werden. Peter Dzwonek: „Kontinuität ist uns wichtig beim Anschaffen neuer Maschinen. Wir haben uns den Umstieg lange und sehr gut überlegt und wenn dann die Entscheidung einmal gefallen ist, die Leistung überzeugt und der Preis stimmt, bleiben wir auch dabei.“
Teilen: · · Zur Merkliste