anwenderreportage
Hochmoderne Fertigungsprozesse als Schlüssel des Erfolgs: Bauer Bohr-Sägezentrum mit Steuerung von Mitsubishi Electric
Wer glaubt, dass es hochmoderne Fertigungsprozesse nur in industriellen Hightech-Unternehmen gibt, der wird bei Hartl Metall überrascht. Der mittelständische Handwerksbetrieb in Waldneukirchen (OÖ) ist in Bezug auf Effizienz und Nachhaltigkeit hervorragend aufgestellt. Zum weiteren Ausbau der Kapazitäten investierte das Unternehmen vor sechs Monaten in ein 3-achsiges CNC-Bohr-Sägezentrum der Bauer Maschinenbau GmbH mit einer Steuerung von Mitsubishi Electric.

Das leistungsstarke Sägesystem gewährleistet minimale Reststücklängen.

Othmar Bauer
Geschäftsführer von Bauer Maschinenbau
„Die große Stärke der Steuerungen von Mitsubishi Electric liegt in der Bedienerfreundlichkeit. Die Steuerung ist so aufgebaut, dass sie ein qualifizierter Schlosser ohne jegliche Programmierkenntnisse nach einer Einweisung von maximal vier Stunden optimal beherrscht.“
Die Hartl Metall GmbH ist unabhängig von fossilen Brennstoffen, produziert nahezu CO₂-neutral und zählt knapp 50 Mitarbeiter. Um reaktionsschnell intelligente Lösungen entwickeln und diese so effizient wie möglich zu vernünftigen Kosten realisieren zu können, ist die Produktion bei Hartl Metall segmentiert. Im Engineering werden gemeinsam mit dem Kunden Lösungen entwickelt, die Statik abgeklärt und ein Terminplan erarbeitet. Anschließend werden die Einzelteile gefertigt, komplette Baugruppen verschweißt und am Ende beim Kunden montiert. Das Spektrum hier ist vielseitig. Der Fokus des Unternehmens liegt auf dem Stahl- und Metallbau für namhafte Industrieunternehmen und öffentliche Auftraggeber. Die Projekte erstrecken sich von kleineren Transportvorrichtungen über den Hallenbau bis hin zum Brückenbau mit über 50 Metern Spannweite. In der Regel handelt es sich um Sonderanfertigungen, die in Losgröße 1 produziert werden. Pro Jahr werden im Schnitt bis zu 400 Projekte abgewickelt. Um hier die notwendige Geschwindigkeit zu erreichen, setzt Hartl Metall seit Jahren voll auf Digitalisierung. Die Pläne kommen digital von den Kunden bzw. werden vom Engineering digitalisiert, in die entsprechenden Softwareprogramme konvertiert und direkt an die Maschinen übertragen. Dies setzt natürlich einen entsprechenden Maschinenpark voraus.
Die Führung der Bohrköpfe erfolgt über hochgenaue, doppelte Linearführungen.
Infos zum Anwender
Der Fokus der Hartl Metall GmbH liegt auf dem Stahl- und Metallbau für namhafte Industrieunternehmen und öffentliche Auftraggeber. Die Projekte erstrecken sich von kleineren Transportvorrichtungen über den Hallenbau bis hin zum Brückenbau mit über 50 Metern Spannweite. In der Regel handelt es sich um Sonderanfertigungen, die in Losgröße 1 produziert werden. Pro Jahr werden im Schnitt bis zu 400 Projekte abgewickelt.
Flexible Fertigung mit kurzen Bearbeitungszeiten
Um Prozesse weiter zu vereinfachen und mehrere Arbeitsschritte kombiniert auf einer Maschine zu realisieren, suchten Geschäftsführer Martin Hartl und sein Team nach einem CNC-gesteuerten Bohr-Sägezentrum. Fündig wurden sie bei Bauer Maschinenbau aus Arnstorf in Bayern. Othmar Bauer, der Inhaber des Unternehmens, ist eng mit dem Handwerk verbunden und entwickelt Maschinen, die genau auf diese Zielgruppe zugeschnitten sind. Er hat sein Bohr-Sägezentrum für die Einzelteilfertigung von Werkstücken im Bereich 400 x 400 mm konzipiert. Damit kann in lange Träger, Profile oder Flacheisen präzise gebohrt und das Werkstück ohne umzuspannen auf der gleichen Maschine in der entsprechenden Länge abgesägt werden. Mit einer Verlängerung durch die Bohranlage können die Werkstücke durchgeschoben werden, sodass sich nur minimale Reststücklängen von beispielsweise 20 mm ergeben. Je nach Materialabmessung gibt es verschiedene Typen der Materialklemmung für verschiedene Wandstärken. Die Maschine ist einfach zu bedienen und die Eingabe der Daten verlangt keine intensive Schulung der Maschinenbediener. Die Teile können einfach am Bildschirm erstellt oder durch Datenimport DSTV importiert werden. Der Bediener hat am Bildschirm eine Information, in welcher Lage das Teil einzulegen ist.
Das Bohr-Sägezentrum ermöglicht mit drei Werkzeugmagazinen mit je acht Werkzeugen eine flexible Fertigung mit kurzen Bearbeitungszeiten. Es gewährleistet eine hohe Qualität der Teile und erfordert weniger Nacharbeit. Ein typisches Teil, bei dem die Vorzüge der Maschine besonders zum Tragen kommen, sind Treppenwangen, die von Hartl Metall damit in einer Aufspannung mit hoher Bearbeitungsgenauigkeit bearbeitet werden.

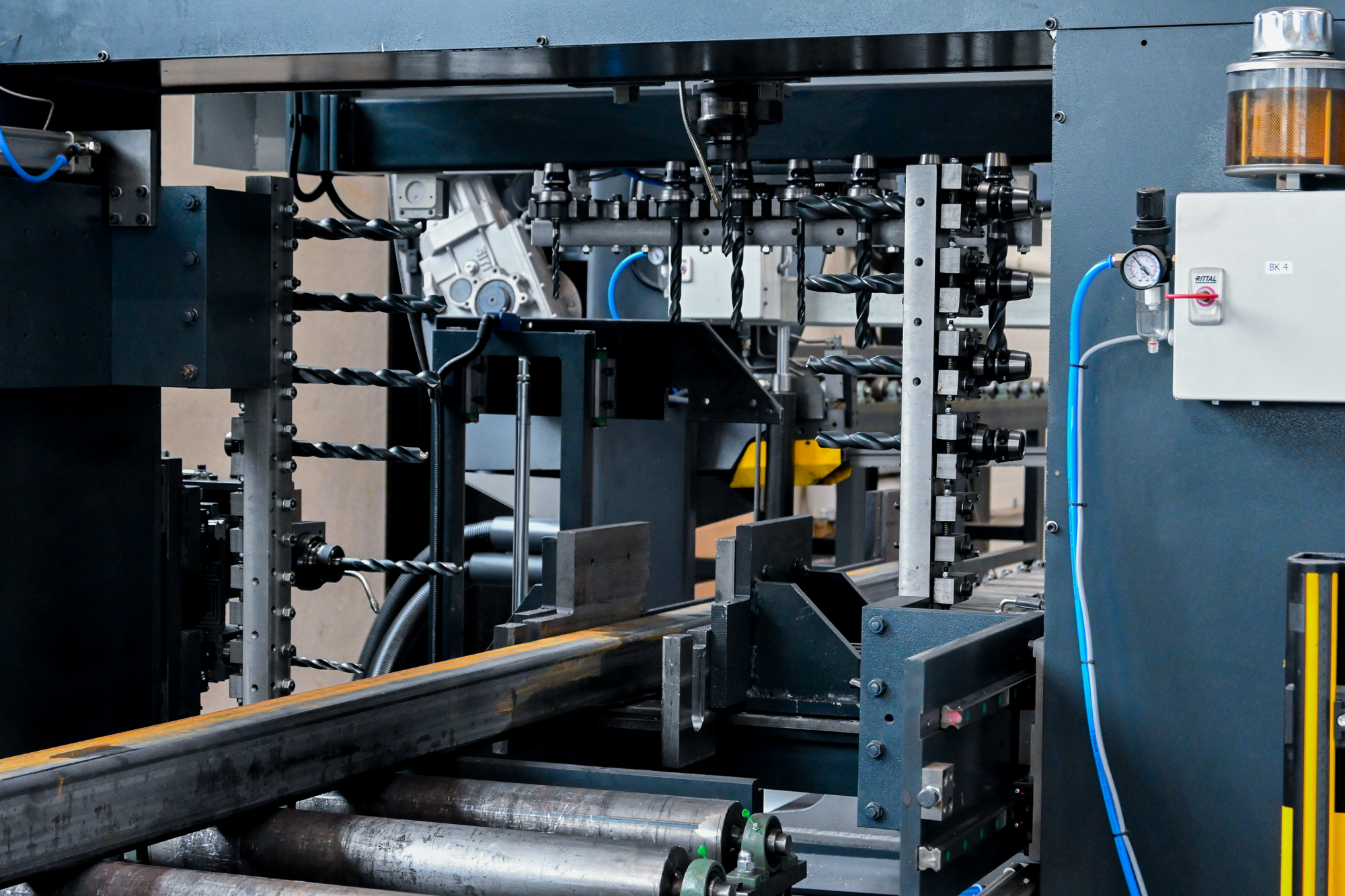
3-Spindel-Bohranlage mit ausreichender Werkzeugkapazität für jede Art von Profilen.

Zufrieden mit dem Ergebnis (v.l.n.r.): Thomas Rinnermoser (Betriebsleiter Hartl Metall), Othmar Bauer und Martin Hartl.
Ein starker Partner im Hintergrund
Die robuste Ausführung in der Schweißkonstruktion sowie die Qualität aller verwendeten mechanischen Komponenten garantieren eine lange Lebensdauer sowie eine hohe Verfügbarkeit aller Bauer-Maschinen. Sie sind jedoch nur eine Seite der Medaille. Mindestens ebenso wichtig sind die Steuerung und das Antriebssystem. Othmar Bauer legt als Praktiker großen Wert auf eine einfache Bedienoberfläche. Er hatte deshalb viele Gespräche mit zahlreichen Steuerungsherstellern geführt und sich letztendlich für Mitsubishi Electric entschieden.
Diese Steuerung übertraf bereits durch ihre technischen Parameter das bis dahin eingesetzte Steuerungs- und Antriebskonzept um ein Vielfaches. „Der alles entscheidende Unterschied liegt allerdings in der Bedienerfreundlichkeit. Die Steuerung ist so aufgebaut, dass sie ein qualifizierter Schlosser ohne jegliche Programmierkenntnisse nach einer Einweisung von maximal vier Stunden optimal beherrscht“, erklärt Bauer. Auf der Ebene „Anwender“ wird der Bediener intuitiv über ein Menü geführt. Über eine Schnittstelle wird die Bearbeitung auf der Steuerung visualisiert, sodass der Bediener genau sieht, was passiert. Zusätzlich können die Bearbeitungen auch in der Software editiert und neue Bearbeitungen eingefügt werden. Auf einer zweiten Ebene können DXF-Dateien importiert werden, eine Funktion, die in der Digitalisierungsstrategie von Hartl Metall eine wesentliche Rolle spielt. Der Betriebsleiter Thomas Rinnermoser hebt noch einen weiteren Pluspunkt hervor: „Die Inbetriebnahme und Einschulung war hochprofessionell und es dauerte keine zwei Wochen, bis der Maschinenbediener in der Lage war, sie perfekt zu beherrschen.“
Teilen: · · Zur Merkliste