anwenderreportage
Flexibles Biegen ohne Rüstaufwand
Abkantpresse mit automatisiertem Werkzeugwechsel optimiert Biegeprozesse bei Binderberger: Unabhängig vom Umfang oder von der Komplexität der Biegeanwendung ist die Rüstzeit ein entscheidender Engpass in der Biegeproduktivität. Vor allem dann, wenn man wie bei der Binderberger Maschinenbau GmbH neben der Serienproduktion auch zahlreiche Prototypen in der Fertigung einplanen muss, was einen häufigeren Werkzeugwechsel zur Folge hat. Genau hier kann die vor rund einem Jahr von Schachermayer gelieferte Abkantpresse ToolCell von LVD ihre Stärken ausspielen, die mit ihrem automatisierten Werkzeugwechsel diese unproduktive Zeit verkürzt und dadurch die täglichen Biegeprozesse optimiert und erheblich vereinfacht. Autor: Ing. Norbert Novotny / x-technik

Eine innovative, in den Anschlagfinger der Maschine eingebaute Greifereinheit ermöglicht es dem Hinteranschlag, als Werkzeugwechselmechanismus zu fungieren.

Karl Binderberger
Geschäftsführer der Binderberger Maschinenbau GmbH
„Mit der ToolCell verkürzen wir unproduktive Zeit und optimieren unsere täglichen Biegeprozesse. Nun können wir sehr flexibel, schnell und problemlos auch kleinere Aufträge in die Serienfertigung einschleusen. Das wäre mit einer herkömmlichen Abkantpresse ohne Werkzeugwechselsystem mit enormem Aufwand verbunden. “
Die Binderberger Maschinenbau GmbH im oberösterreichischen St. Georgen am Fillmannsbach konstruiert und fertigt hochwertige Maschinen und Geräte zur Holzernte und -verarbeitung. Die langjährige Erfahrung mit holzverarbeitenden Unternehmen, Landwirten und Forstbetrieben fließt dabei direkt in die Entwicklung und den Ausbau der Produktpalette ein. „Vom Rückewagen über Rückezangen bis hin zu Kreissägen, Holzspaltern und Förderbändern führen wir ein umfassendes und in Qualität und Verarbeitung hochwertiges Sortiment für die Arbeit mit Holz“, erläutert Geschäftsführer Karl Binderberger.
Zudem werden Sonderfahrzeuge wie beispielsweise der Skorpion, ein Durchforstungsschlepper für schwieriges Gelände, gebaut. Neben Österreich werden die hergestellten Maschinen nach ganz Europa geliefert, überwiegend in Länder wie Deutschland, Frankreich, England, Norwegen und Rumänien, die sich stark im Bereich Forstwirtschaft engagieren.
Ein umfangreicher Maschinenpark ermöglicht einen sehr hohen Eigenfertigungsanteil, was der Flexibilität und Dynamik des oberösterreichischen Unternehmens zugute kommt. „Somit ist auch eine Umsetzung neuer Ideen aus unserer Entwicklungs- bzw. Konstruktionsabteilung aber auch von Kundenwünschen sehr kurzfristig möglich“, zeigt sich Binderberger zufrieden. Jüngstes Maschinenmitglied in der Blechbearbeitung ist die Abkantpresse ToolCell von LVD, die vor rund einem Jahr von Schachermayer geliefert wurde.

Nach dem automatischen Rüsten der Werkzeuge wird dem Bediener am Bildschirm außerdem angezeigt, wie das zu fertigende Teil eingelegt werden muss.

Robert Langthaler
Produktverantwortung Blechbearbeitung bei Schachermayer
„Die korrekte Abwicklung beim ersten Mal erzielen und einfach offline ein komplexes Biegeprogramm inklusive Werkzeugaufbau erstellen. Cadman-B verlinkt auf intelligente Art die virtuelle Offline-Produktionstechnik mit der realen Welt des Biegens.“
Innovativer Werkzeugwechsler
Die große Stärke dieser Maschine mit drei Metern Abkantlänge und 135 Tonnen Presskraft ist ein automatisiertes Werkzeugwechselsystem. Ausgestattet mit einem Werkzeugmagazin, dass im Innenraum der ToolCell zwischen den Seitenständern und direkt hinter dem Maschinentisch montiert ist, sind alle Werkzeuge unterhalb der Hinteranschlagmodule platziert. „Eine innovative, in den Anschlagfinger der Maschine eingebaute Greifereinheit ermöglicht es dem Hinteranschlag, als Werkzeugwechselmechanismus zu fungieren“, geht Robert Langthaler, Produktverantwortung Blechbearbeitung bei Schachermayer, ins Detail.
Klaus Binderberger bezeichnet dieses innovative Maschinenkonzept als geradezu genial und ist damit auch im praktischen Einsatz höchst zufrieden: „Alle Werkzeugstationen werden durch den Greifermechanismus präzise positioniert. Das Einstellen der Werkzeugstationen, das beim manuellen Einsetzen der Werkzeuge erforderlich ist, entfällt gänzlich. Dadurch wird die Gesamtbiegeleistung erheblich verbessert.“


Ausgestattet mit einem Werkzeugmagazin, dass im Innenraum der ToolCell zwischen den Seitenständern und direkt hinter dem Maschinentisch montiert ist, sind alle Werkzeuge unterhalb der Hinteranschlagmodule platziert.

Das Easy-Form Winkelmesssystem zur Winkelüberwachung und –korrektur in Echtzeit garantiert eine Winkelgenauigkeit vom ersten bis zum letzten Teil.


Infos zum Anwender
Gegründet wurde die Binderberger Maschinenbau GmbH im Jahre 1930 als Maschinenschlosserei durch den Großvater des heutigen Firmenchefs Karl Binderberger. Das erste eigene Produkt für die Forstwirtschaft war eine Brennholzkreissäge. Der erste Holzspalter in vertikaler Bauweise wurde 1970 als Kegelholzspalter mit Rolltisch konstruiert, patentiert und hergestellt. Inzwischen produziert man in Oberösterreich Rückewägen, Holzspalter, Kreissägen, Förderbänder und Brennholzvollautomaten. Zudem werden Sonderfahrzeuge wie beispielsweise der Skorpion, ein Durchforstungsschlepper für schwieriges Gelände, gebaut.
Weitere von Schachermayer gelieferte Maschinen im Einsatz bei Binderberger:
• Schröder Schwenkbiegemaschine MAK 4 3.000 x 6,0 mm
• PBT Profilbiegemaschine 35 Servo PC300
• LVD Abkantpresse PPEB-EFL 135/30
• Kasto Bandsägemaschine KASTOtwin A 4x5
• Weiler Universaldrehmaschine DA 210 x 1000
Flexibel und präzise
Während der Bediener die Teile für den Folgeauftrag vorbereitet, wechselt die Maschine bereits automatisch und präzise den oberen und unteren Werkzeugsatz. „Das dauert je nach benötigten Werkzeugen maximal bis zu einer Minute. Da wir auch zahlreiche Prototypen entwickeln und bauen, war eine Reduzierung der Rüstzeiten beim Biegen von großer Bedeutung. Nun können wir sehr flexibel, schnell und problemlos auch kleinere Aufträge in die Serienfertigung einschleusen. Das ist mit einer herkömmlichen Abkantpresse ohne Werkzeugwechselsystem mit enormem Aufwand verbunden“, ist Binderberger voll des Lobes.
Auch für den Bediener selbst resultiert daraus eine große Erleichterung, da ein manuelles Hantieren mit den Abkantwerkzeugen nicht mehr erforderlich ist. Außerdem ist keine Suche mehr nach den benötigten Werkzeugen notwendig. Eine umfangreiche Werkzeugauswahl wird in dem Werkzeugmagazin innerhalb der Maschine bereitgehalten. „Bedarfsentsprechend konfiguriert können zwei komplette Längen sich selbst zentrierender Oberwerkzeuge und fünf komplette Längen der V-Matrizen bereitgehalten werden“, so Ernst Endfellner, Außendienst Metallbearbeitungsmaschinen bei Schachermayer. Sollten einmal doch Sonderwerkzeuge benötigt werden, können diese auch manuell gerüstet werden.

Die große Stärke der ToolCell mit drei Metern Abkantlänge und 135 Tonnen Presskraft ist ein automatisiertes Werkzeugwechselsystem. (Bilder: x-technik)

Erstes Teil – gutes Teil
Durch die Automatisierung des Rüstvorganges lassen sich auch Fehlerquellen beim Werkzeugeinbau vermeiden. „Auf der ToolCell ist es eigentlich nicht mehr möglich, Ausschuss zu produzieren. Es benötigt also keinen hochqualifizierten, mit den Setup-Abläufen bei Werkzeugen erfahrenen Biegefachmann mehr, um damit zu 100 % korrekte Teile zu erstellen“, weiß Binderberger aus praktischer Erfahrung.
Einen wesentliche Beitrag zu dieser „Erstes Teil – gutes Teil“-Genauigkeit leistet darüber hinaus das bewährte Easy-Form Laser-Winkelmesssystem von LVD. Die Lasertechnologie zur Winkelüberwachung und -korrektur verwendet Messwerte von der Vorder- und Rückseite der Matrize, um den genauen Wert für den Winkel des Werkstücks zu bestimmen. „Das patentierte System überprüft den Biegewinkel und übermittelt die Daten der Winkelmessung in Echtzeit an die CNC-Steuerung, welche diese verarbeitet und dementsprechend die korrekte Tiefeneinstellung ausführt, um den erforderlichen Winkel zu erzielen. Somit passt sich die Maschine auf materialbedingte Abweichungen – wie Walzrichtung oder Materialdickenunterschiede – an und gleicht diese aus. Der Biegeprozess wird dabei nicht unterbrochen und es geht keine Produktionszeit verloren“, bemerkt Langthaler und Binderberger ergänzt: „Dieses System kennen wir bereits von einer anderen LVD-Abkantpresse, die bei uns schon seit längerem im Einsatz ist. Es funktioniert absolut zuverlässig und garantiert uns höchste Präzision und Prozesssicherheit.“

Flexibilität und Produktivität gesteigert (v.l.n.r.): Ernst Endfellner (Schachermayer), Produktionsleiter Franz Zauner und Maschinenbediener Walter Haider (beide Binderberger), Robert Langthaler (Schachermayer).
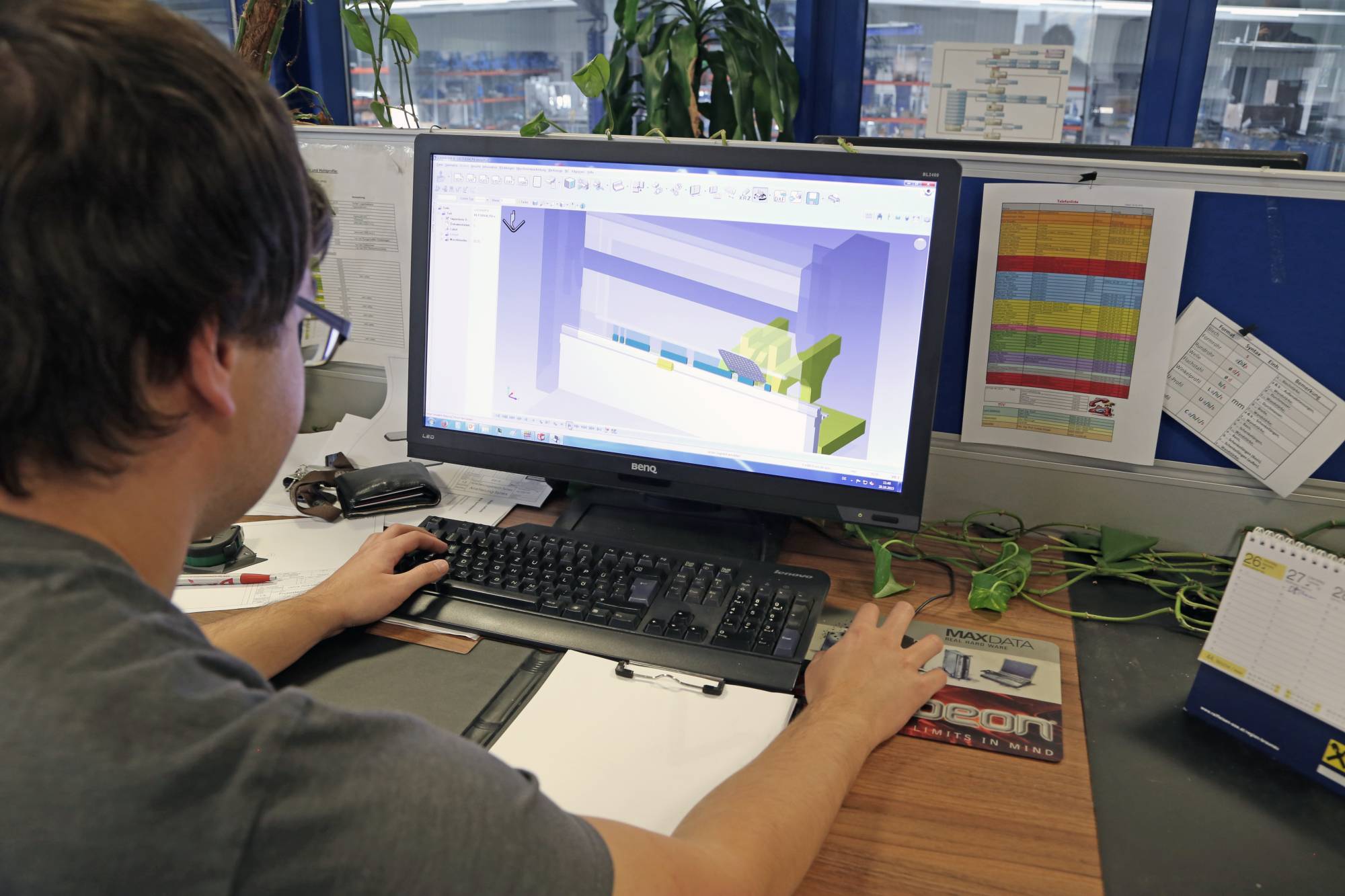
Über die Offline-Programmiersoftware Cadman-B von LVD werden die Programme bereits in der Konstruktionsabteilung erstellt. Der Konstrukteur, wie hier Matthias Wasner, kann bereits im Vorfeld durch Simulation die Machbarkeit des zu biegenden Teils überprüfen.

Der Rückewagen RW Pro von Binderberger: Skalierbar für fast alle Anwendungszwecke
Intuitiv und effektiv
Für eine intuitive Bedienung sorgt die neueste Touch-B Steuerung mit 19“-Touch-Screen. Sie verfügt über grafische Symbole, die zur Kontrolle aller Parameter der Maschine genutzt werden können und einen zügigen Betrieb sicherstellen. Über die Offline-Programmiersoftware Cadman-B von LVD werden die Programme jedes einzelnen Teils ausschließlich bereits in der Konstruktionsabteilung erstellt. „Der Mitarbeiter an der Abkantpresse muss nur noch das entsprechende Programm am Touch-Screen oder mittels Scannen eines Barcordes am Teil aufrufen. Nach dem automatischen Rüsten der Werkzeuge wird dem Bediener am Bildschirm außerdem noch angezeigt, wie das zu fertigende Teil eingelegt werden muss“, beschreibt Binderberger die überaus einfache und effektive Arbeitsweise.
Als wesentlichen Beitrag zur Produktivitätssteigerung sieht der Geschäftsführer das umfassende Simulationsinstrument der Offline-Programmiersoftware, die den vollständigen Biegeprozess darstellt: „Der Konstrukteur kann bereits im Vorfeld die Machbarkeit des zu biegenden Teils überprüfen. Somit kann sich die Konstruktionsabteilung lange Diskussionen mit dem Maschinenbediener oder das Biegen von Probeteilen gänzlich sparen.“ Bei der Simulation erfolgt eine komplette Kollisionsprüfung (Anm.: bereits unter Berücksichtigung der entsprechenden Rückfederung), einschließlich sämtlicher Maschinenkomponenten sowie aller Anschlagpositionen und Werkzeugaufbauten, Werkzeuggeometrien und Teilegeometrien. Zudem bestimmt Cadman-B-3D automatisch den korrekten Zuschnitt eines 3D-Teils, die Reihenfolge der Biegung, Messpunkte und Werkzeugauswahl sowie die Drehung des Teils.
Dass dadurch mit wesentlich mehr Mut an die Konstruktion von Teilen herangegangen wird, ist eine äußerst positive Begleiterscheinung für Karl Binderberger, der abschließend zufrieden resümiert: „Mit der neuen Programmiersoftware und LVD-Abkantpresse von Schachermayer haben wir es geschafft, die Effizienz unserer Fertigung nachhaltig zu steigern und in der Konstruktion an die Grenzen der Machbarkeit zu gehen.“
Teilen: · · Zur Merkliste