High-Speed-Handling in der Warmumformung
Die Reduzierung des Gewichts von Automobilen bleibt im Fokus der Konstrukteure, denn gerade bei Elektromobilen spielt das Gewicht der Karosserien eine besondere Rolle. Zu den Wegen, das Karosseriegewicht zu reduzieren und eine hohe Crashsicherheit zu realisieren, gehört der Einsatz von warmumgeformten, hochfesten Stählen und Tailored Blanks Platinen im Fahrgestellbereich von Automobilen. Autor: Peter Springfeld, Freier Fachredaktuer

PSB-20-WF Pneumatikspanner für Warmumformung: Die halbrunden Greifbacken realisieren die Aufnahme der Teile auf kleinster Fläche. (Bilder: Bilsing-Automation)
Beim Warmumformen werden diese Platinen auf Temperaturen von etwa 900 bis 1.000° C erhitzt und anschließend in einer speziellen Umformpresse in einem Schritt fertig geformt. Um die gewünschten Festigkeiten zu erreichen, wird das Umformwerkzeug gekühlt, sodass eine schnelle Abkühlrate des Werkstücks von mehr als 30 K pro Sekunde erreicht wird. Deshalb lassen sich die fertigen, warmumgeformten Teile aus dem Pressenwerkzeug auch mit den bestehenden Greifsystemen von Bilsing entnehmen. Bei steigender Tendenz werden derzeit etwa 38 % der Bauteile im Automobilbereich aus hochfesten Stählen gefertigt.
Um die heißen Platinen aus dem Ofen prozesssicher und effizient in das Warmumformwerkzeug legen zu können, hat Bilsing Automation als innovativer Partner der Automobilindustrie seinen Klemmgreifer PSB-20 weiterentwickelt und einen Spanner geschaffen, der diesen Vorgang zuverlässig erledigt.

Hitzeschutzblech für Warmumformungsgreifer: Die Strahlungswärme der glühend heißen Platinen wird durch Strahlbleche aus Edelstahl-Riffelblechen abgelenkt.
Handling von heißen Platinen
„Ziel der Weiterentwicklung war“, erläutert Andreas Kleeschulte vom Bilsing-Entwicklungsteam, „den Spanner so zu konditionieren, dass er bei den hohen Temperaturen die gleichen Klemmkräfte wie der PSB-20 Klemmgreifer für die Kaltumformung entfaltet. Dazu wurden zunächst Greiferbacken gesucht, die eine möglichst kleine Fläche der heißen Platine greifen. Die halbrunden Greifbacken realisieren die Aufnahme der Teile auf kleinster Fläche, die aber ausreicht, um die Platine mit der notwendigen Kraft aufzunehmen. Die Greifbacken bestehen aus einem hochlegierten Spezialstahl, der einen geringen Wärmeleitkoeffizient aufweist. Wir setzen einen Sonderstahl mit einem Wärmeleitkoeffizient von 13 W/(mK) ein. Zum Vergleich: die Werte bei niedrig legiertem Stahl liegen bei etwa 42 und bei reinem Kupfer bei etwa 400 W/(mk). Unsere Greifbacken leiten die Wärme also sehr langsam weiter. Doch es gibt keine vollständige Wärmeisolierung. Deshalb haben wir die Greifbacken durch verschiedene konstruktive Lösungen vom krafterzeugenden, pneumatischen Kinematikteil, thermisch getrennt.“
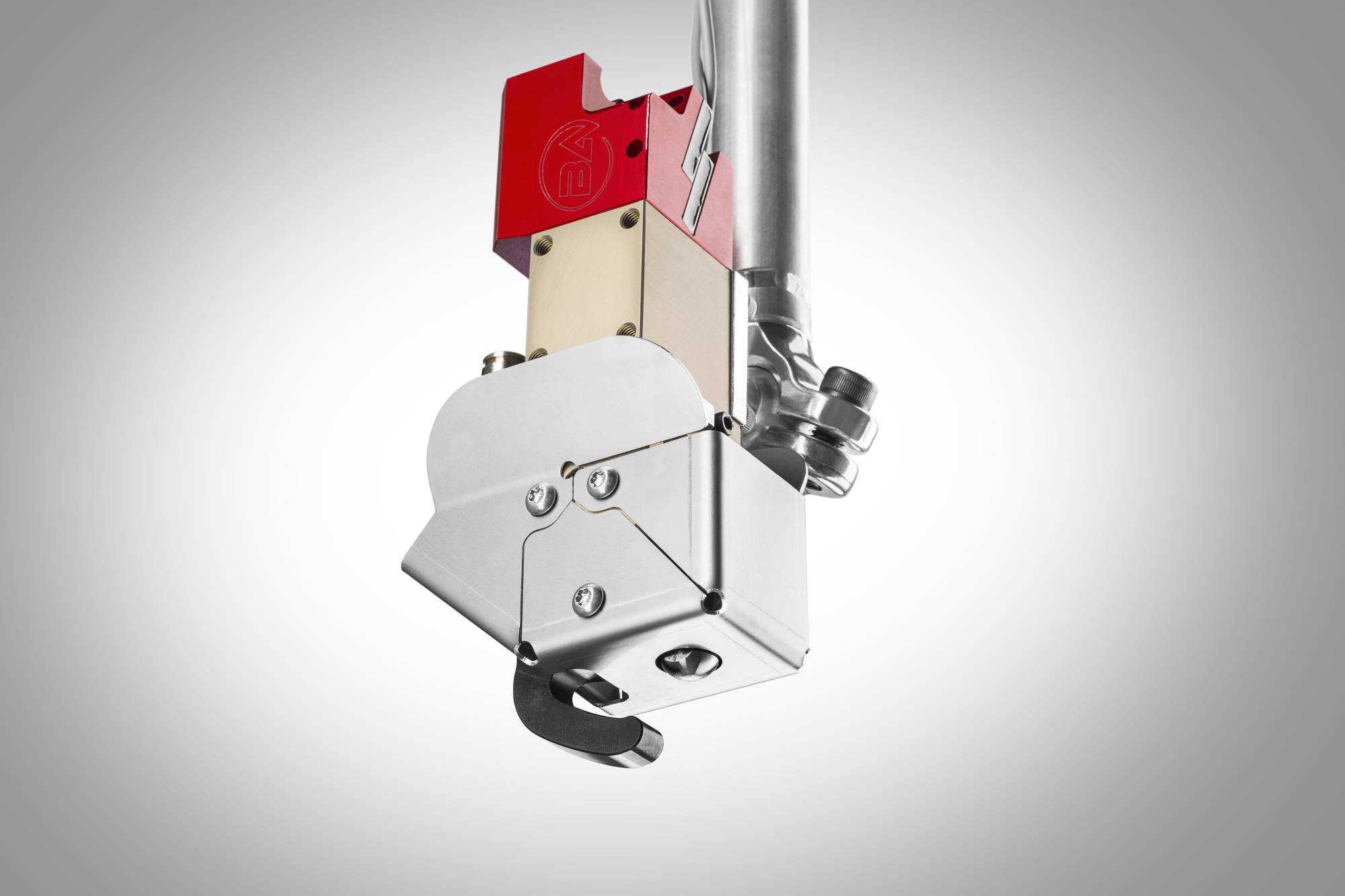
Abbildung DBK: Warmumformungsgreifer mit Doppelblechkontrolle und Hitzeschutzblech.
Maßnahmen zur thermischen Trennung
Die Strahlungswärme der glühend heißen Platinen kann durch Strahlbleche aus Edelstahl-Riffelblechen abgelenkt werden. Die Druckluft wird über Schläuche zugeführt, die Umgebungstemperaturen bis 170° C widerstehen. Die Anbindung der Schläuche an das Spannergehäuse erfolgt mit Edelstahl-Fittingen, die mit Hochtemperatur-Dichtungen ausgestattet sind. Die beweglichen Teile, welche die Kraft an die Greiferfinger bringen, sind mit einem Film von Hochtemperatur-Schmierfetten umgeben. Durch eine innovative innere Druckluftführung kühlt die zu- und abgeführte Arbeitsdruckluft den Spanner im laufenden Betrieb.
Neugestaltung der inneren Kinematik
„Vollkommen neu gestaltet haben wir“, so Andreas Kleeschulte weiter, „die Kinematik im Inneren des Gehäuses. Das Gehäuse fungiert praktisch als Zylinder für die Kolbenstange, welche die pneumatisch erzeugte Kraft an die Greiferfinger bringt. Das Gehäuse ist in höchster Präzision bearbeitet. Mit der Neugestaltung der inneren Kinematik konnte der Kolbenstangendurchmesser halbiert und die Führungsschlittenplatten auf ein Fünftel, das sind jetzt 4 mm, reduziert werden. Gleichzeitig verringert unsere innovative Oberflächenbearbeitung die Reibwiderstände innerhalb der Kinematik. Im Ergebnis der Neugestaltung des Hochtemperatur-Spanners hat sich sein Gewicht im Vergleich zum Vorgängermodell für die Kaltumformung um 800 g reduziert.“
Wenn man davon ausgeht, dass ein Greifsystem vier Spanner trägt, wirkt sich die Gewichtsreduzierung positiv auf den Roboter bzw. für das Transfersystem aus. Konkret werden die Antriebe entlastet und der Verschleiß an den Achsen reduziert. Die Spannkraft lässt sich durch das Verstellen der Spannbacken im Bereich von 150 bis 800 Newton einstellen. Damit wurde zum Vorteil der Anwender eine hohe Standardisierung erreicht, sodass im Vergleich zu den Spannern im Kaltumformbereich mit sieben unterschiedlichen Modellen nur ein bis zwei Standardmodelle zur Abdeckung aller möglichen Einsatzfälle ausreichen.
Die Anbindung der Hochtemperatur-Spanner an die Feeder- bzw. Roboter-Toolings erfolgt wie bei den Vorgängermodellen über eine direkte Anbindung oder über die flexibleren Varianten der Zapfen- oder Kugelanbindung. Die hintere Anbindung dieser Befestigungsvarianten entfällt, wenn dort bei entsprechenden Wünschen noch zusätzliche Kontrollfunktionen installiert werden.
Zusätzliche Doppelblechkontrolle
In der Abbildung DBK ist der neue BILSING Spanner mit einer adaptierten Doppelblechkontrolle am hinteren Teil des Grundkörpers zu sehen. Während die Doppelblechkontrolle im Kaltumformprozess über den Induktionsstrom erfolgt, lässt sich die Doppelblechkontrolle von glühend heißen Platinen nur über das Messen der Blechdicke durchführen. Deshalb muss der Dickenmess-Sensor exakt auf die Blechdicke des zu handhabenden Bleches eingestellt sein. Beim Produktwechsel gibt es zwei Möglichkeiten: Zum einen wird ein neuer Greifer mit entsprechend eingestellten Spannern in den Handhabungsprozess eingewechselt – man kann aber auch die geänderte Blechdicke direkt am Spanner einstellen. Das erfolgt durch Tippen des Softkies-Schalters.
Die Dicken-Messungen erfolgen im Toleranzbereich von ±0,01 mm. Im Toleranzbereich von ±0,03 mm erkennt der Sensor Abweichungen. Für die Auswertung der Messergebnisse stellt der Sensor zwei Ausgangssignale bereit: ein analoges und ein digitales Signal. Über das analoge Signal kann man die tatsächliche Höhe der Abweichung auswerten. Der mehrheitlich genutzte, digitale Ausgang signalisiert, ob die gemessene Blechdicke in Ordnung ist oder nicht. Über dieses Signal lässt sich der Handhabungsprozess sofort automatisch unterbrechen. Zusätzlich bietet diese Doppelblechkontrolle eine optische Anzeige. Die Signale werden über ein Wegmesssystem der Kolbenstange gemessen. Zwar wird die Doppelblechkontrolle am hinteren Teil des Spanners installiert, aber auch dort herrscht noch eine hohe Temperatur. So wird durch entsprechende konstruktive Maßnahmen auch der Sensor durch die sich entspannende und dadurch kälter werdende Druckluft des Spanners gekühlt.
Durch einen weiteren Sensor im Gehäuse der Doppelblechkontrolle hat der Anwender die zusätzliche Möglichkeit, den Stand der Kolbenstange abzufragen. Damit wird ein weiteres, unabhängiges Signal zur Realisierung der Prozesssicherheit generiert. Dieses Signal gibt Auskunft darüber, ob der Spanner offen oder geschlossen ist. Ob also die einzulegende Platine sicher aufgenommen und sicher ins Werkzeug gelegt wurde. Dieses Signal erkennt, ob sich der Greifer öffnet und sich deshalb zuverlässig aus dem Schließbereich des Werkzeugs zurückgezogen hat.
Mit dieser Weiterentwicklung des pneumatischen Spanners trägt die Bilsing Automation ihren spezifischen Teil dazu bei, dass das Warmumformen automatisiert und mit einer hohen Sicherheit im Fahrzeugbau genutzt werden kann. Das neue Greifsystem stellt sicher, dass die heißen Platinen effizient und prozesssicher ins Werkzeug eingelegt und aus dem Werkzeug entnommen werden können.
Teilen: · · Zur Merkliste