Salvagnini P1: Neue Horizonte beim Biegen
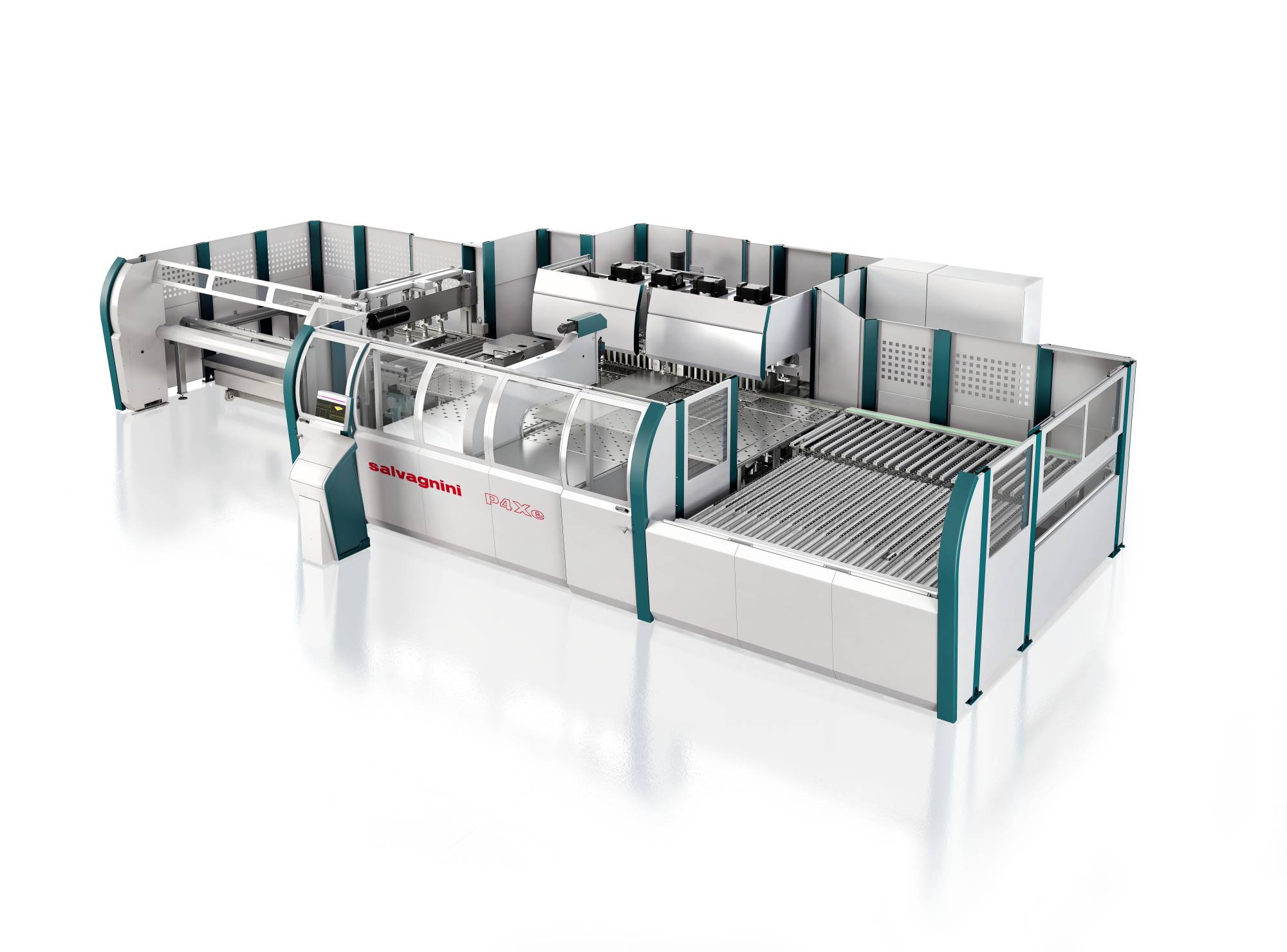
Salvagnini gilt als einer der führenden Hersteller von flexiblen Blechbearbeitungsmaschinen in den Bereichen Stanzen, Laser, Kanten und deren Automatisierung. Am österreichischen Standort in Ennsdorf (NÖ) ist das Kompetenzzentrum für Kantautomaten beheimatet, wo man mehr als 150 Maschinen pro Jahr produziert. Neben den bewährten, hybriden Biegezentren P4Xe und P2Xe zählt dazu das neue, vielseitige und produktive Mini-Biegezentrum P1, das eine überaus interessante Alternative zu Abkantpressen darstellt.

Am österreichischen Standort in Ennsdorf ist das Kompetenzzentrum für Kantautomaten beheimatet. 2014 verlässt neben den P2Xe und P4Xe Modellen auch noch jede Woche ein P1 Biegezentrum das Werk.

Ing. Wolfgang Kunze MBA MSc
Technischer Leiter und Prokurist von Salvagnini Maschinenbau
„Aufgrund der mit Abstand höheren Produktivität der P1 ist unser kleinstes Biegezentrum bei herkömmlichen Paneelen gegenüber manuell bedienten Abkantpressen im Durchschnitt um Faktor 3 produktiver – bei komplexen Konturen mit mehreren Kantrichtungswechseln sogar noch deutlich mehr.“
Autor: Ing. Norbert Novotny / x-technik
Als internationaler Konzern mit 18 operativen Niederlassungen, mehr als 1.300 Mitarbeitern und über 5.000 weltweit verkauften Systemen stellt Salvagnini seine Produktion neben Ennsdorf noch an zwei weiteren Standorten in Italien und einem in den USA sicher. Die Produktpalette umfasst kombinierte Stanz- und Laserschneidsysteme, Faserlaserschneidanlagen, elektrischen und hydraulischen Abkantpressen sowie Biegezentren.
Das 1993 gegründete Werk in Ennsdorf mit rund 350 Mitarbeitern ist dabei ausschließlich auf die Produktion der hybriden Biegezentren P4Xe, P2Xe und der neuen rein elektrischen P1 spezialisiert. „Unsere Maschinen werden beispielsweise in der Produktion von Leuchten, Aufzugs- und Heizkesselverkleidungen, Schaltschränken oder Metallmöbeln eingesetzt“, erklärt Ing. Wolfgang Kunze MBA MSc, Technischer Leiter und Prokurist von Salvagnini Maschinenbau, der ergänzt: „Zu unseren größten Kunden zählen in Österreich etwa AHT Cooling Systems, Novoferm, Zumtobel oder Liebherr Kühl- & Gefriergeräte.“

Durch eine einzigartige, patentierte Drehung der Kantschwinge lassen sich mit der P1 Kantungen ausführen, bei denen bisherige Biegezentren komplett passen mussten.

Ing. David Mörtenböck MBA
Verkauf Österreich bei Salvagnini Maschinenbau
„Das kompakte Biegezentrum kostet trotz neuester Technologie nur unwesentlich mehr als vergleichbare Abkantpressen, kann aber bis zu einer Blechstärke von 1,6 mm und einer Biegelänge von 1.250 mm ohne Sonderwerkzeuge automatisch, schnell, äußerst wirtschaftlich und sogar sehr komplex kanten.“
Abkantpressen werden es künftig schwer haben
Mit der neuen, im letzten Jahr erstmalig auf der EuroBlech vorgestellten P1 hat Salvagnini die bisherige Highend-Nische der Biegezentren verlassen und ein erschwingliches System für alle entwickelt, die bisher nur ans Abkanten gedacht haben. „Das überaus kompakte Biegezentrum kostet trotz neuester Technologie nur unwesentlich mehr als vergleichbare Abkantpressen, kann aber bis zu einer Blechstärke von 1,6 mm und einer Biegelänge von 1.250 mm ohne Sonderwerkzeuge automatisch, schnell, äußerst wirtschaftlich und sogar sehr komplex kanten“, bringt es Ing. David Mörtenböck, Verkauf Österreich bei Salvagnini Maschinenbau, auf den Punkt.
Nach umfassenden Berechnungen mit einer Vielzahl von Bauteilen ist Salvagnini zu einem eindeutigen Ergebnis gekommen: „Aufgrund der mit Abstand höheren Produktivität der P1 ist unser kleinstes Biegezentrum bei üblichen Paneelen gegenüber manuell bedienten Abkantpressen im Durchschnitt um Faktor 3 produktiver – bei komplexen Konturen mit mehreren Kantrichtungswechseln sogar noch deutlich mehr“, so Kunze.
Durch eine einzigartige, patentierte Drehung der Kantschwinge lassen sich mit der P1 Kantungen ausführen, bei denen die bisherigen Biegezentren komplett passen mussten. Durch den zusätzlichen Freiheitsgrad kann das Biegewerkzeug bei der Biegung nach unten eine zweite Stellung mit einem wesentlich größeren Freiraum anfahren. „Dadurch bietet die P1 beim Kantrichtungswechsel ungeahnte Möglichkeiten und umgeht die Einschränkungen durch die Werkzeuggeometrie. Damit ist jedes Teil, das in den Kantfreiraum der P1 hineinpasst, auch herstellbar. Bei einer drohenden Kollision wird das Werkzeug einfach in die jeweils andere Position gedreht und kann die Kantung ausführen“, kennt Mörtenböck die Stärken der Neuen.
Die P1 behält zudem auch alle bedeutenden Charakteristika der Salvagnini-Biegezentren bei, beispielsweise die vier Universalbiegewerkzeuge. Herkömmliche Abkantpressen benötigen viele, unterschiedliche Werkzeuge und lange Rüstzeiten. Die P1 kommt bei allen Bearbeitungen mit den installierten und im Preis inkludierten Standardwerkzeugen aus – mit allen daraus resultierenden Vorteilen bei den Werkzeugkosten, Rüstzeiten sowie Lagerflächen. „Das sind Fakten, die oftmals von Anwendern nicht berücksichtigt werden“, betont Wolfgang Kunze.


Für die Perfektion entworfen
Alle Konstruktionsentscheidungen haben dazu beigetragen, eine höhere Energieeffizienz zu erlangen. Auf hydraulische Antriebe wurde komplett verzichtet. Die P1 wird ausschließlich elektrisch angetrieben, was neben dem Geräuschpegel auch dem Energieverbrauch zugute kommt. „Der durchschnittliche Stromverbrauch überschreitet die 4 kW nicht. Eine Abkantpresse mit einer Biegelänge von 2 Metern benötigt hingegen zwischen 8 und 12 kW“, zeigt sich Kunze zufrieden.
Im Rahmen der Entwicklung hat sich das 35-köpfige F&E-Team in Ennsdorf bei der Dimensionierung der Maschine ganz bewusst strikte Limitierungen auferlegt. Nur durch die Beschränkung auf Blechdicken von 0,4 bis 1,6 mm, einer maximalen Biegelänge von 1.250 mm und einer Kanthöhe von 127 mm konnte die P1 derart kompakt gestaltet werden. Die Aufstellfläche von 2 x 4 Metern ist in etwa so groß wie bei einer vergleichbaren, einzelnen Abkantpresse. „Nur so ließ sich das Hauptziel der Entwicklung erreichen – der äußerst günstige Preis“, so der Technische Leiter, der fortfährt: „Diese Maschine wurde mit potenten Rechnern und modernster Software gezeichnet, entworfen und simuliert, welche sie bis ins kleinste Detail definiert und optimiert haben, vom Gewicht bis zur geometrischen Architektur, von den Präzisionsarbeiten bis hin zum Anlagenbau und dem Energieverbrauch.“
Ein weiterer Pluspunkt ist das Zentrierprinzip der Bleche, das auf allen Biegezentren von Salvagnini angewandt wird. Schließlich erfolgt dieZentrierung nur ein einziges Mal am Anfang des Bearbeitungszyklus. Die gesteuerten Anschläge positionieren sich in den Ausklinkungen und ein sogenannter Pusher schiebt das Blech gegen die mechanischen Anschläge. „Somit sind die Abmessungen des fertigen Biegeteils immer korrekt, da eventuelle Zuschnittsfehler der Platine schon bei der ersten Biegung ausgeglichen werden“, erklärt Kunze.
„Außerdem ist sie einfacher zu bedienen als jede Abkantpresse. Der Bediener braucht sich nicht bei jeder Kantung darum kümmern, wie er das Blech drehen und gegen den Anschlag halten muss. Er legt das Teil einfach an die Anschläge, alles Weitere übernimmt die P1, und das fehlerfrei, hochgenau und für den Bediener völlig gefahrlos. Er braucht nur noch das fertige Bauteil entnehmen. Währenddessen kann er sogar bereits andere Arbeiten übernehmen, was wiederum Zeit und somit Kosten spart“, möchte David Mörtenböck nicht unerwähnt lassen.


Das vielseitige und produktive Biegezentrum P1 ist eine überaus interessante Alternative zu Abkantpressen.

Die kompakte P1 kann bis zu einer Blechstärke von 1,6 mm und einer Biegelänge von 1.250 mm ohne Sonderwerkzeuge automatisch, schnell, wirtschaftlich und sehr komplex kanten.
Nichts dem Zufall überlassen
Im Zeitalter der 3-D-Simulation und FEM-Analysen konnte Salvagnini die Untersuchung der Dehn- und Strukturverformungskräfte sowie der Beanspruchung stetig verbessern und somit eine optimierte Entwicklung, Verstärkung und Modifizierung der Werkzeuge, aber auch der Maschinenkomponenten gewährleisten. „Die bei der Kantung auftretenden Kräfte drücken die Werkzeuge aus der Bahn und verursachen Ungenauigkeiten. Wenn man aber genau weiß, wie sich die Werkzeuge verformen, ist dies in den Biegeprozess miteinkalkulierbar. Unsere daraus entstandene Biegeformel wird in jeder Salvagnini-Maschine berücksichtigt, wodurch zuverlässige Biegevorgänge mit höchster Wiederholgenauigkeit erzielt werden“, geht Kunze ins Detail. Selbst schwankende Materialunterschiede bei Blechchargen werden im System berücksichtigt, um ein konstantes Biegeverhalten zu garantieren und die Produktivität der Maschinen zu steigern.

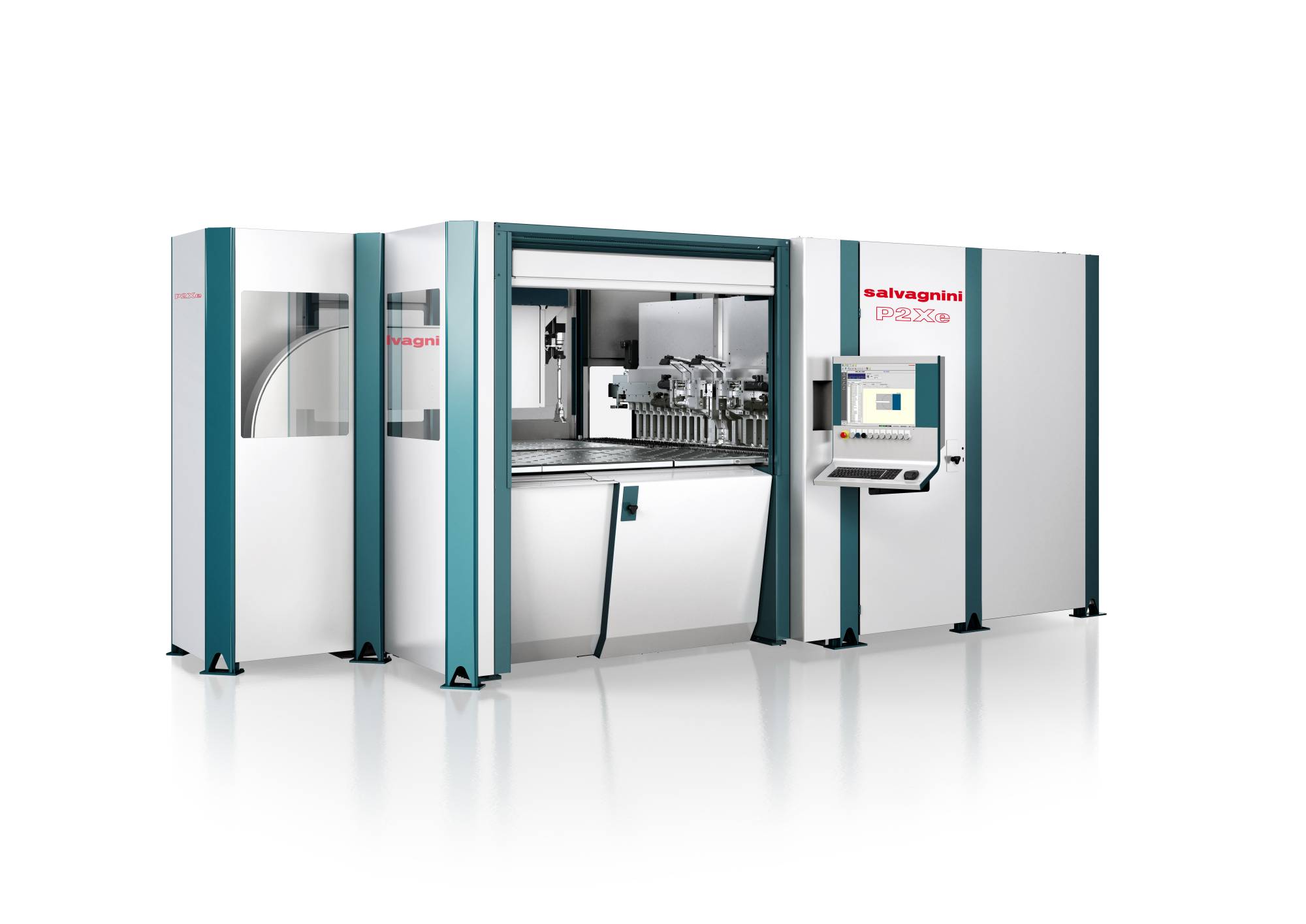
2010 wurde die neueste Generation der bewährten Biegeautomaten P4Xe und P2Xe mit vollautomatischem Werkzeugwechsler vorgestellt.

Starkes Team in Ennsdorf: Ing. David Mörtenböck, MBA und Ing. Wolfgang Kunze, MBA MSc
Vergangenheit und Zukunft
Hier verbinden sich Vergangenheit und Zukunft von Salvagnini in der Blechbearbeitung. Gestartet in den 60er Jahren, als das Unternehmen als erster mit der Entwicklung von automatischen und vollkommen flexiblen Systemen das Konzept der schlanken Produktion vorstellte, entwickelte es sich weiter, als Salvagnini in den 1970ern erstmals ein Biegezentrum oder im Jahr 2000 eine robotisierte Biegezelle mit einer einzigen Steuerung auf dem Markt präsentierte und findet heute seine Fortsetzung mit der P1, mit der Salvagnini eine vielseitige und produktive Biegelösung gelungen ist, die im Dünnblechbereich mit all ihren Vorteilen die interessanteste Alternative zu Abkantpressen darstellt.
Teilen: · · Zur Merkliste