anwenderreportage
Salvagnini P4lean: Biegezentrum für höheren Output
Für eine optimierte Teilelogistik in Verbindung mit einer Just-in-time-Produktion ist der Einsatz modernster Fertigungstechnologien erforderlich. Beim Heiztechnikspezialisten Hargassner schafft man das in eindrucksvoller Manier, indem man am Firmenstandort im oberösterreichischen Weng eine Vollautomatisierung der Fertigung von der Blechbearbeitung bis zu den Montagelinien realisiert hat. Voll in den Produktionsfluss integriert ist dort seit Kurzem auch ein automatisiertes Salvagnini-Biegezentrum, das seinen Teil dazu beiträgt, die Flexibilität, Prozesssicherheit und Produktivität nochmals zu steigern.
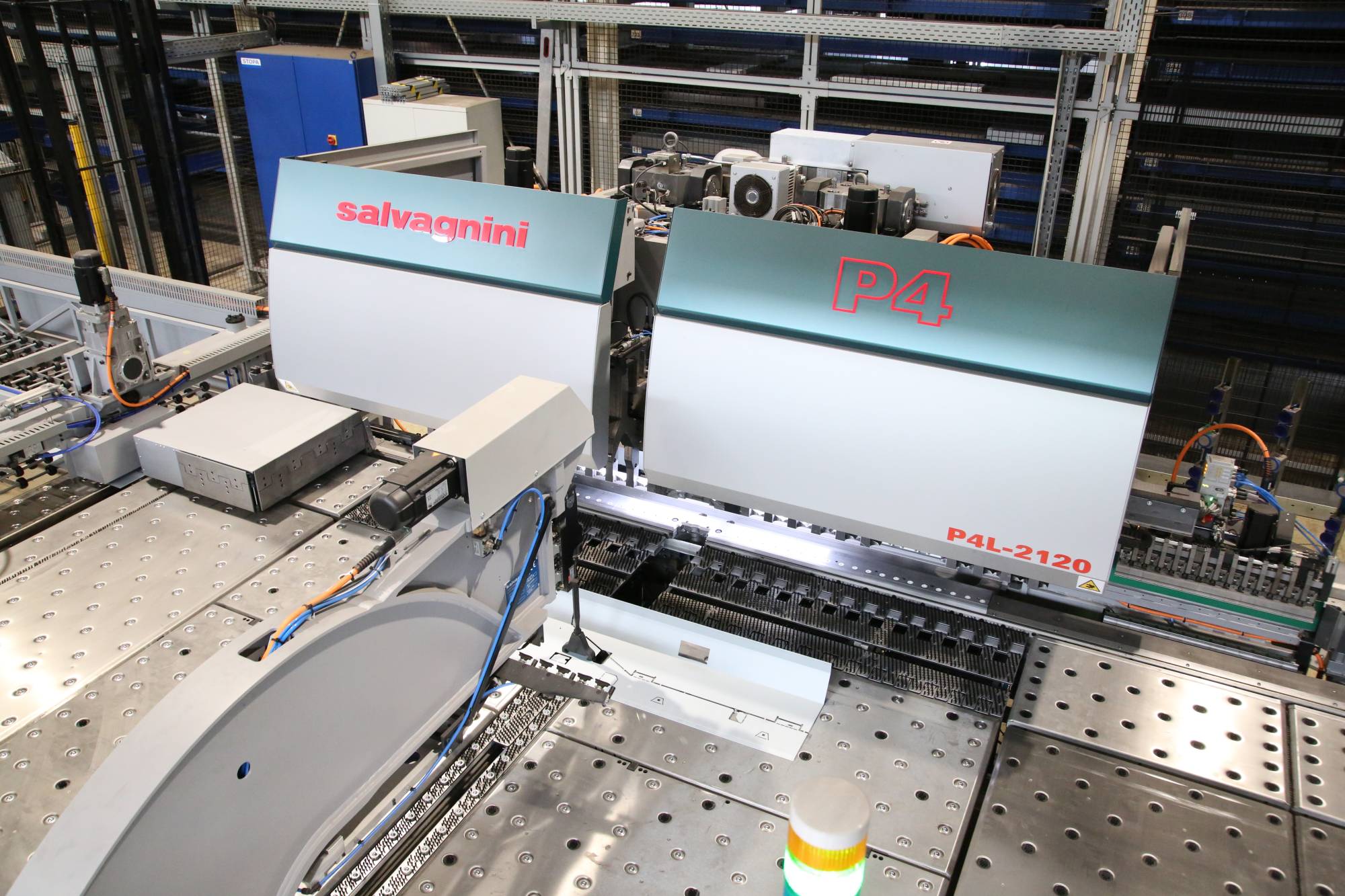
Seit April 2022 sorgt das vollautomatisierte Salvagnini-Biegezentrum P4 für noch mehr Flexibilität, Prozesssicherheit und Produktivität. (Bilder: x-technik)
Shortcut
Aufgabenstellung : Höhere Produktivität in der Biegeteilfertigung.
Lösung: Vollautomatisiertes Biegezentrum P4 von Salvagnini.
Nutzen: Prozesssicherheit, Flexibilität, Kapazität und Output deutlich erhöht; Ausschuss gegen null reduziert.
„Ich bau dir eine Heizung, bei der du nie wieder nachlegen musst!“ – dies war eines der folgenreichsten Versprechen, das Anton Hargassner jemals gegeben hat. Damals 1983 hat er damit seiner Frau ein schöneres, komfortableres Zuhause in Aussicht gestellt. Als Sohn eines landwirtschaftlichen Betriebs mit großem Forstanteil hatte er Holz als wertvollen Rohstoff schätzen gelernt – ein anderer Brennstoff kam daher nicht in Frage. Was es allerdings zu dieser Zeit an Heizungstechnik gab, fand er ganz und gar unbefriedigend: Dieses ständige „Nachlegen“ war eine lästige Arbeit, feuerungstechnisch war alles auf „Steinzeit-Niveau“, es gab einfach keinerlei Komfort. Blieb also nur eins: Selber bauen!
Anton Hargassner hielt Wort, entsprach ein Jahr später dem Wunsch seiner Frau und legte gleichzeitig damit den Grundstein für das heutige Unternehmen. „Dieser Pioniergeist meines Vaters für umweltschonendes Heizen mittels erneuerbarer Energie hat sich bis heute ungebrochen gehalten und wird von uns weiterhin mit Leidenschaft gelebt. Auch den nachfolgenden Generationen zuliebe“, schildert Sohn Markus Hargassner, der heute gemeinsam mit seinem Bruder Anton jun. die Geschäfte des Heiztechnikspezialisten führt.

Hargassner zählt zu den Global Playern bei nachhaltigen und CO2-neutralen Biomasseheizungen.

Markus Hargassner
Geschäftsführer der Hargassner GmbH
„Neben der gesteigerten Flexibilität konnte dank dem neuen Biegezentrum von Salvagnini innerhalb kürzester Zeit der Output in der Blechteilefertigung deutlich erhöht werden. Mit einer Produktivitätssteigerung von rund 20 % werden wir den ROI der Maschine schneller erreichen als gedacht.“
Komplettanbieter von nachhaltigen Heizlösungen
Mittlerweile zählt der Familienbetrieb zu den Global Playern bei nachhaltigen und CO2-neutralen Biomasseheizungen. So stehen hinter der Kompetenz in Sachen Holzheiztechnik am Standort in Weng mittlerweile rund 750 Mitarbeiter, die hinsichtlich Verbrennungstechnik, Steuerung und Mechanik höchste Maßstäbe für moderne Pellet-, Hackschnitzel- und Stückgutheizungen mit innovativer Technologie setzen.
Mit dem klaren Fokus auf Umweltbewusstsein und einen nachhaltigen Umgang mit Ressourcen überzeugen Hargassner-Heizanlagen bis 2,5 MW (in Kaskaden bis zu 10 MW) von der günstigen Einstiegsklasse bis hin zum vollautomatisierten Premiumprodukt mit geringem Energieverbrauch, maximaler Effizienz und niedrigsten Emissionen. „Als Komplettanbieter bieten wir alles aus einer Hand, vom Heizkessel über eine leistungsstarke Kraft-Wärme-Kopplung bis hin zu thermischen Solarkollektoren und Lagerraumlösungen. Daraus entwickeln wir individuell auf die jeweiligen Kundenbedürfnisse optimierte Heizlösungen“, so Markus Hargassner. Die Einsatzbereiche für diese umfangreiche Bandbreite sind nahezu unbegrenzt. Die Systeme der Oberösterreicher sind in Ein- und Mehrfamilienhäuser genauso zu finden wie im Gastgewerbe, in der Hotellerie oder in Gewerbe- und Industriebetrieben.

Größtenteils werden auf dem neuen Biegezentrum Verkleidungsteile für Kessel mit Losgrößen von 5 bis 100 gefertigt.

Die Bedienung der P4 ist überaus einfach: Die Anlage kann zumeist mannlos betrieben werden.

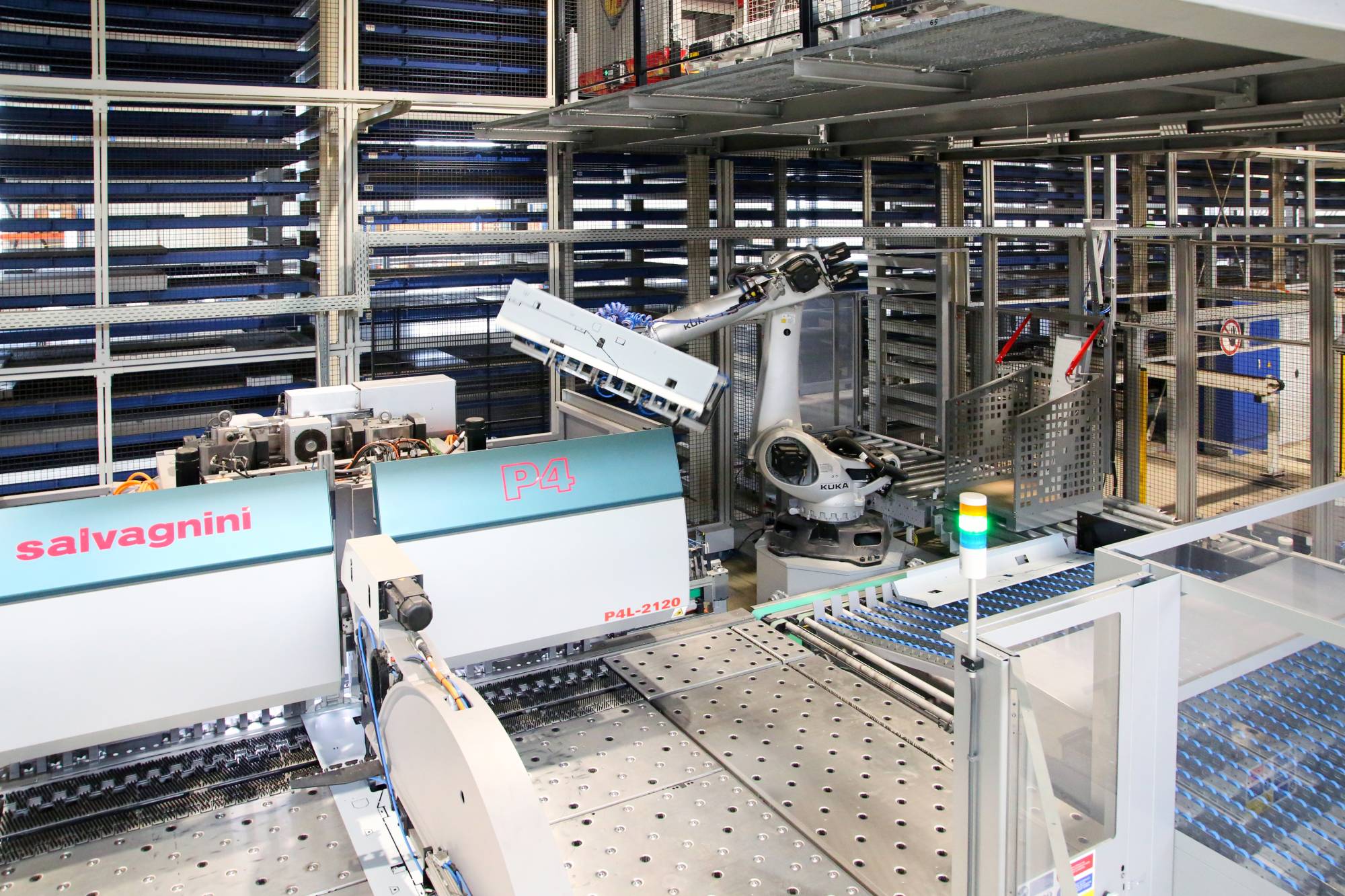
Seit April 2022 sorgt das vollautomatisierte Salvagnini-Biegezentrum P4 für noch mehr Flexibilität, Prozesssicherheit und Produktivität.

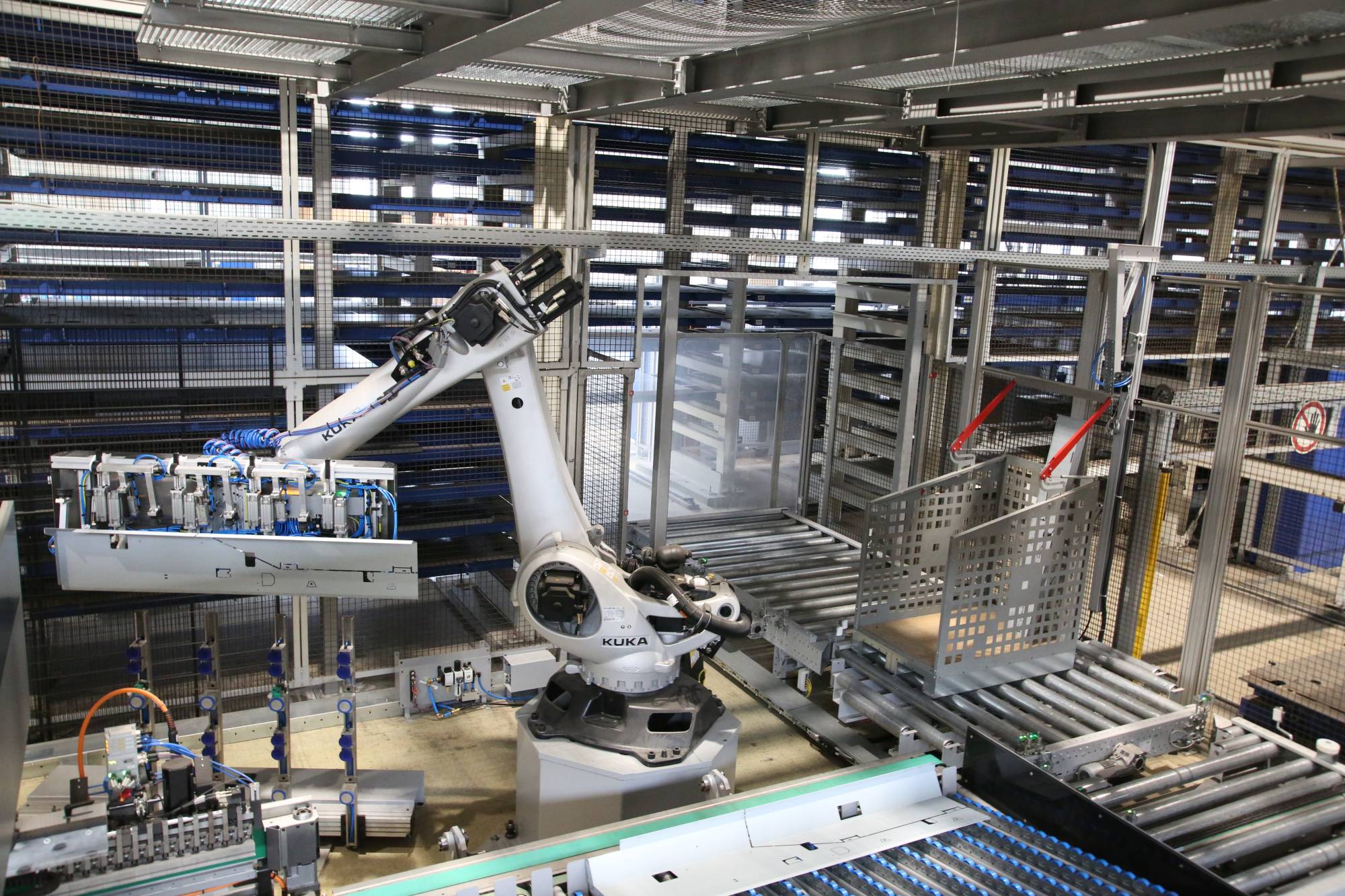
Der Roboter entnimmt die gebogenen Teile vom Maschinentisch und legt sie in einem Werkstückträger ab. In einer Gondel der bestehenden Elektrohängebahn wird der Werkstückträger in das Fertigteillager befördert und eingelagert.
Roland Neubauer
Leiter Automatisierung bei Hargassner
„Dank der universellen Werkzeuge, die sich automatisch an die Geometrie des Blechs anpassen, entfällt das zeitraubende Rüsten, was das Biegezentrum P4 hochproduktiv macht. “
Hoher Automatisierungsgrad über gesamte Produktionskette
Mit fortlaufendem Innovationsgeist im hauseigenen Forschungs- und Entwicklungszentrum sorgt Hargassner mit ständigen technologischen Weiterentwicklungen für internationale Standards. Weltweit konnten bis dato mehr als 150.000 Heizsysteme an zufriedene Kunden ausgeliefert werden. Um dafür eine wirtschaftliche Produktion mit hoher Wertschöpfung in Österreich überhaupt zu ermöglichen, setzt der Heiztechnikspezialist auf eine hohe Fertigungstiefe mit beeindruckend hohem Automatisierungsgrad über die gesamte Produktionskette hinweg. „Mit der kontinuierlichen Erweiterung unserer Produktionsfläche, dem Einsatz neuester Produktionstechnologien und ständiger Optimierung unserer Prozesse sind wir aktuell in der Situation, jährlich bis zu 30.000 Biomasseheizungen produzieren zu können“, verdeutlicht der Geschäftsführer.
Eine ganz wesentliche Rolle spielt dabei die vollautomatisierte Blechbearbeitung, in der in Verbindung mit einem Blech- sowie einem Fertigteillager die Prozesse Laserschneiden, Stanzen, Biegen, Schweißen sowie Lackieren und Beschichten perfekt ineinandergreifen. Seit April 2022 ist auch ein Biegezentrum von Salvagnini nahtlos in diesen optimalen Produktionsfluss integriert. „Um den aufgrund unseres kontinuierlichen Wachstums gleichzeitig steigenden Bedarf an Blechteilen zu bewältigen, benötigen wir hochmoderne Maschinenlösungen, die höchstmögliche Prozesssicherheit gewährleisten. Darum hat die neue P4 eine in die Jahre gekommene Schwenkbiegemaschine ersetzt und dabei unsere Erwartungen schlichtweg übertroffen“, zeigt sich Markus Hargassner mehr als zufrieden.

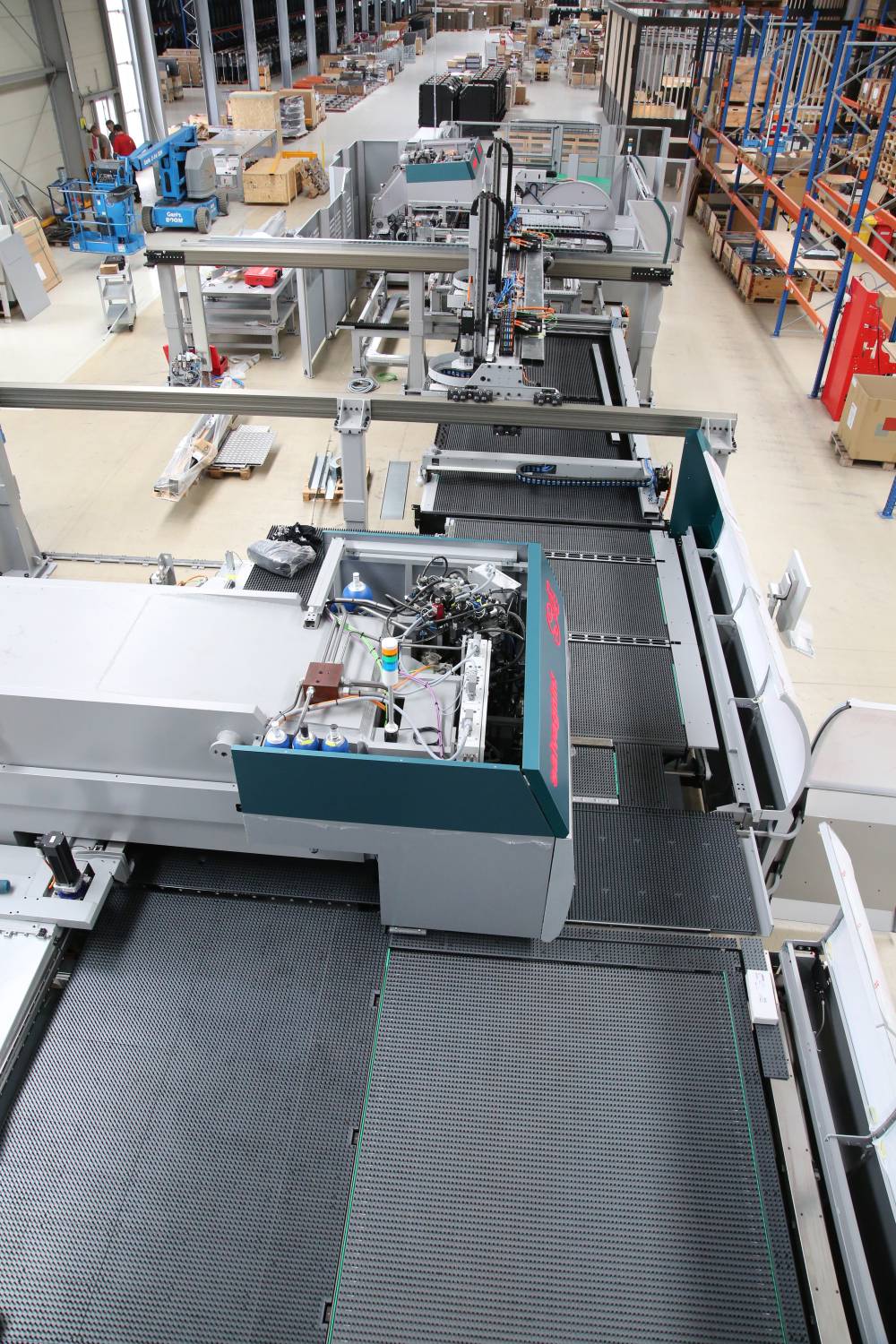
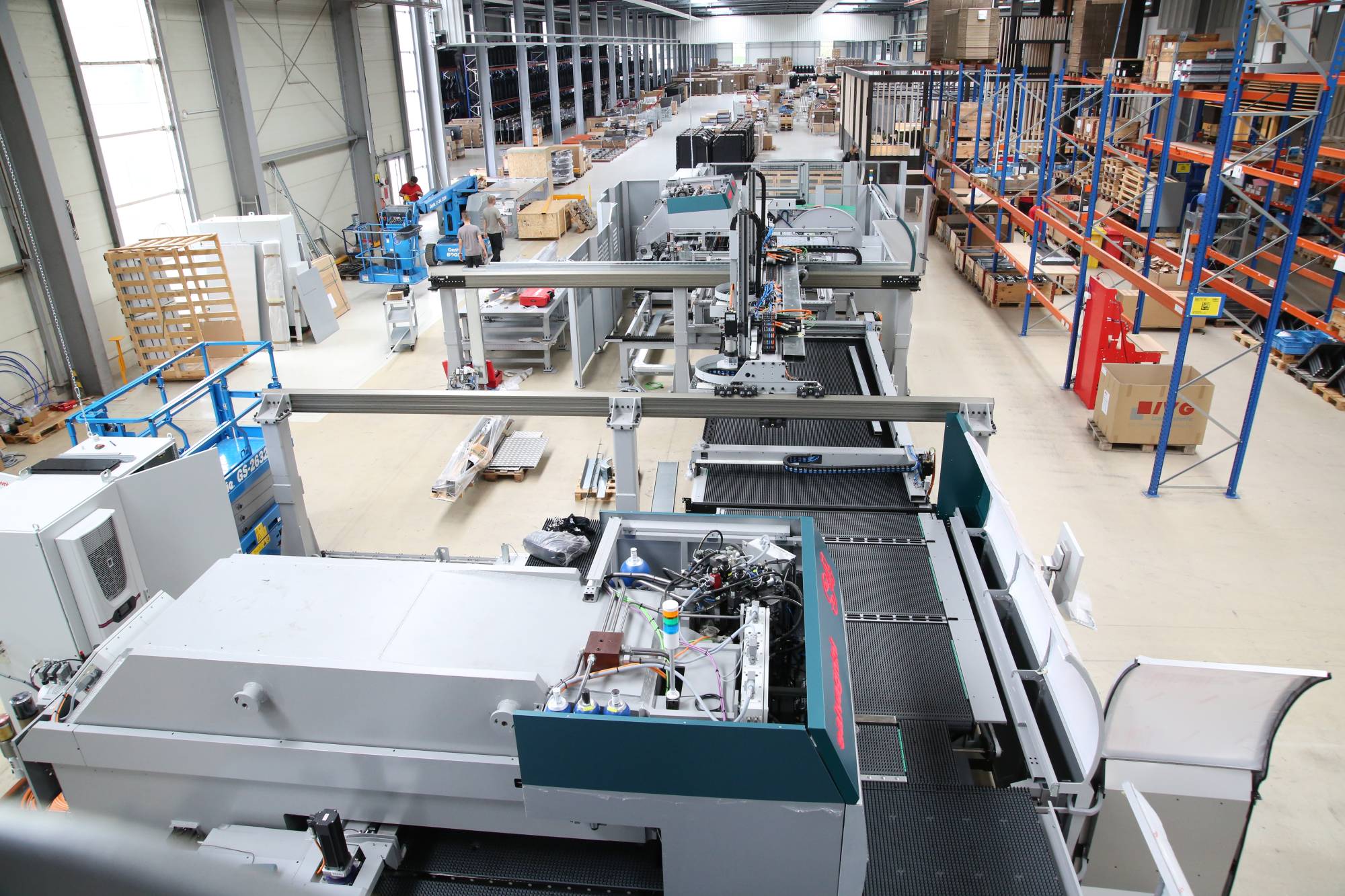
Die neue Produktionslinie S4+P4 von Salvagnini wird derzeit installiert und in Kürze in Betrieb genommen.
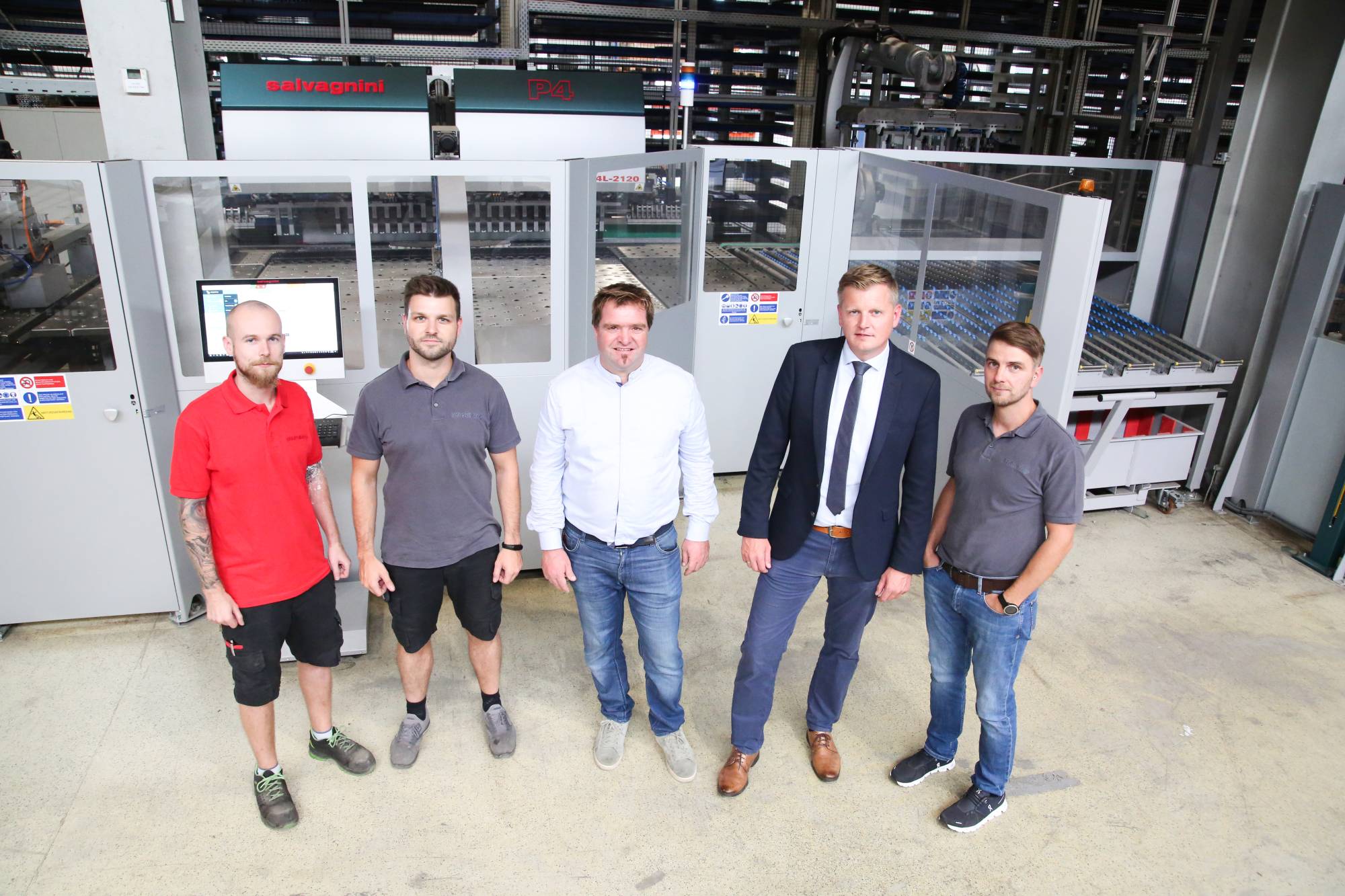
Partnerschaft mit Innovationsgeist (v.l.n.r.): Lukas Weinberger, Patrik Leitner (beide Hargassner), Markus Hargassner, David Mörtenböck (Salvagnini) und Roland Neubauer (Hargassner).


Infos zum Anwender
Ohne gesunde Natur ist kein gesundes Leben möglich. Deshalb sieht sich Hargassner seit der Firmengründung im Jahr 1984 als Pionier für umweltfreundliches Heizen mit erneuerbarer Energie. Dieser Pioniergeist ist nach wie vor ungebrochen, weil das Unternehmen sich zum Ziel gesetzt hat, der Beste zu sein und zu bleiben, wenn es um biologisches und nachhaltiges Heizen geht. Der Umwelt und den nachfolgenden Generationen zuliebe.
Maximum an Produktivität und Qualität
Dank der OPS-Schnittstelle von Salvagnini konnte das neue Biegezentrum so in das bestehende Produktionssystem von Hargassner integriert werden, dass Biegeaufträge für die P4 einfach aus dem ERP-System gestartet und am Ende die fertigen Biegeteile vollautomatisch im Fertigteillager eingelagert werden.
Um vor dem Biegeprozess den etwaigen Stanzgrad auf der gewünschten Seite zu haben, kommen die Bleche aus dem Hochregallager zunächst noch über eine Blechwendeeinheit zur P4 2120, mit der Teile mit einer Kantlänge von max. 2.180 mm und einer Biegehöhe von max. 203 mm gefertigt werden können. Während des gesamten Bearbeitungsvorgangs wird dabei die Bewegung des Blechs vollkommen automatisch mittels Manipulator gesteuert. „Dank der universellen Werkzeuge, die sich automatisch an die Geometrie des Blechs anpassen, entfällt das zeitraubende Rüsten, was die Maschine hochproduktiv macht“, bemerkt Roland Neubauer, Leiter Automatisierung bei Hargassner.
Zudem misst das Biegezentrum dank MAC 3.0-Technologie und analytischer Biegeformel von Salvagnini hauptzeitparallel und hundertstelgenau mögliche Materialabweichungen, die – sollten diese außerhalb der Toleranzgrenze liegen – automatisch durch die Anpassung der Bewegungen der Biegewangen kompensiert werden. „Neben den ohnehin beeindruckenden Produktionszeiten der P4 bedeutet dies für uns eine gleichbleibend hohe Qualität der Teile – nahezu ohne jeglichen Ausschuss“, ist Markus Hargassner begeistert.
Nach dem Biegen entnimmt der Roboter die Teile vom Maschinentisch und legt sie in einem Werkstückträger ab. „Dank einer kompakten Umgreifstation hinter der Entnahmestelle kann der Roboter Biegeteile noch in die richtige Position drehen, um sie für eine optimale Platznutzung auch ineinander zu stapeln“, geht Neubauer ins Detail. Ist diese „Teilebox“ voll, wird sie über ein Liftsystem in eine Gondel der bestehenden Elektrohängebahn transportiert, zum Fertigteillager befördert und eingelagert.

Höchst flexibel und produktiv in der Teilefertigung
Derzeit fertigt Hargassner auf seinem neuen Salvagnini-Biegezentrum rund 250 unterschiedliche Teile mit Losgrößen von 5 bis 100. „Größtenteils sind es Verkleidungsteile für unsere Kessel, überwiegend aus verzinktem, beschichtetem Stahlblech mit Materialstärken von 0,75 bis 2 mm“, geht der Firmenchef ins Detail. Als einen ganz wesentlichen Mehrwert sieht er dabei, dass dank der zahlreichen Funktionen der P4 Teile komplett auf einer Maschine gefertigt werden können, die zuvor in mehreren Schritten auf den Stanzmaschinen und/oder Abkantpressen bearbeitet werden mussten.
„Beispielsweise können wir mittels der CUT-Option Profile direkt auf der P4 herstellen, was den Stanzprozess zuvor sehr vereinfacht und zudem die Mitarbeiter an den Abkantpressen entlastet“, erwähnt Markus Hargassner. Auch die DPM-Vorrichtung für die Bearbeitung kleiner, schmaler Teile oder die Option CLA/SIM sind für ihn überaus wertvoll: „Selbst abgesetzte Kantungen, Laschen oder andere komplexe Bearbeitungen, die kürzer als die zu biegende Seite sind, können dank CLA/SIM, die vollautomatisch Zusatzwerkzeuge in der richtigen Länge einrüstet, variabel und ohne Umbauarbeit nun wesentlich einfacher und schneller gefertigt werden.“ Dies ergäbe überdies auch für die Konstrukteure deutlich mehr Fertigungsmöglichkeiten und Spielraum im Teiledesign.
Nach rund einem halben Jahr Einsatzzeit ist man bei Hargassner hellauf begeistert. Aufgrund der hohen Prozesssicherheit produzieren die Oberösterreicher auf der P4 in zwei Schichten mit einem Maschinenbediener, zumeist aber sogar unbemannt. In der Nachtschicht läuft die Maschine ohnehin mannlos. „Im Schnitt stellt das Biegezentrum alle 45 Sekunden ein Teil für die Entladung bereit, der Ausschuss beläuft sich gegen null. Neben der gesteigerten Flexibilität konnte daher innerhalb kürzester Zeit der Output in der Blechteilefertigung deutlich erhöht werden, so dass wir überwiegend wieder auf eine Just-in-time-Produktion umgestellt haben“, so der Geschäftsführer, der noch ergänzt: „Mit einer Produktivitätssteigerung von rund 20 % werden wir den ROI der Maschine schneller erreichen als gedacht.“

Gemeinsame Reise geht weiter
Warum sich das Entscheider-Team rund um Markus Hargassner letztendlich für Salvagnini entschieden hat, begründet er so: „Salvagnini ist in seinem Bereich Technologieführer und lebt wie wir auch diesen für uns so wichtigen Innovationsgeist. Zudem waren die Gespräche stets auf Augenhöhe, auch unsere individuellen Wünsche wurden bestmöglich umgesetzt. Gemeinsam haben wir Ideen entwickelt, miteinander die Herausforderungen gemeistert und als Endergebnis sehr partnerschaftlich eine für uns perfekte Lösung erarbeitet.“
Nach einer überaus erfolgreichen Projektumsetzung geht aktuell die Reise von Hargassner und Salvagnini schon wieder weiter. Denn derzeit wird gerade eine Produktionslinie S4+P4 installiert und in Kürze in Betrieb genommen. „Abgenabelt von unserer bestehenden Blechfertigung werden dort Verkleidungsteile direkt in der Montage gestanzt und gebogen. Dadurch werden wir die Montagelinien noch schneller und gezielter mit Material versorgen können, ohne dafür hohe Lagerkapazitäten vorauszusetzen“, blickt Markus Hargassner voller Vorfreude in eine gemeinsame Zukunft.
EuroBLECH: Halle 11, Stand J176, D94, G93
Teilen: · · Zur Merkliste