Automatische Bestimmung des Coildurchmessers
Bei der Automatisierung von Walzwerken, Bandanlagen und Handlingprozessen ist der Einsatz von berührungsfreier Messtechnik nicht mehr wegzudenken. Neben der Breite und dem Coilgewicht gehört der Durchmesser zu den wichtigsten Produktionsinformationen. Aber nicht nur für das fertige Coil, sondern auch für die Regelung der Produktionsgeschwindigkeit oder als Kriterium für das nahende Bandende wird der Coildurchmesser verwendet. Besonders genau und zuverlässig arbeiten optische Systeme, mit dessen Hilfe sich auch Position und Abstand messen lassen.

Neben der Breite und dem Coilgewicht gehört der Durchmesser zu den wichtigsten Produktionsinformationen.
In der gesamten Kette der Bandfertigung werden die Produkte zu Coils aufgehaspelt. Die gesamte Logistik ist auf das Coilhandling ausgelegt. Vom Warmwalzen, Kaltwalzen, in der Bandbehandlung bis hin zum Coillager muss auch der Coildurchmesser bekannt sein. Natürlich lässt sich der Durchmesser berechnen, wenn man die Länge und die Banddicke kennt. Steuerungstechnisch einfacher ist, wenn man die Prozessgröße direkt durch Messung zur Verfügung hat. Dazu muss man den Prozess nicht anhalten, sondern kann aus einer sicheren Distanz von einem Fixpunkt den Abstand zur Bandoberfläche messen. Voraussetzung ist hier der einmalige Abgleich auf die Position des Haspeldorns als Nullpunkt. Mit dem Auf- oder Abwickeln verändert sich der Durchmesser Lage für Lage. Auch das möchte man möglichst genau erfassen.
Will man aus größerer Distanz den Abstand zum Band messen, bieten sich zwei weitverbreitete physikalische Messverfahren an: Ultraschall und optische Messung. Mit Ultraschall kann man sehr preiswert messen, wenn man mit einer Genauigkeit im cm-Bereich zufrieden ist. Micro-Epsilon als einer der namhaftesten Anbieter von Wegmesstechnik setzt hier auf die optischen Verfahren.

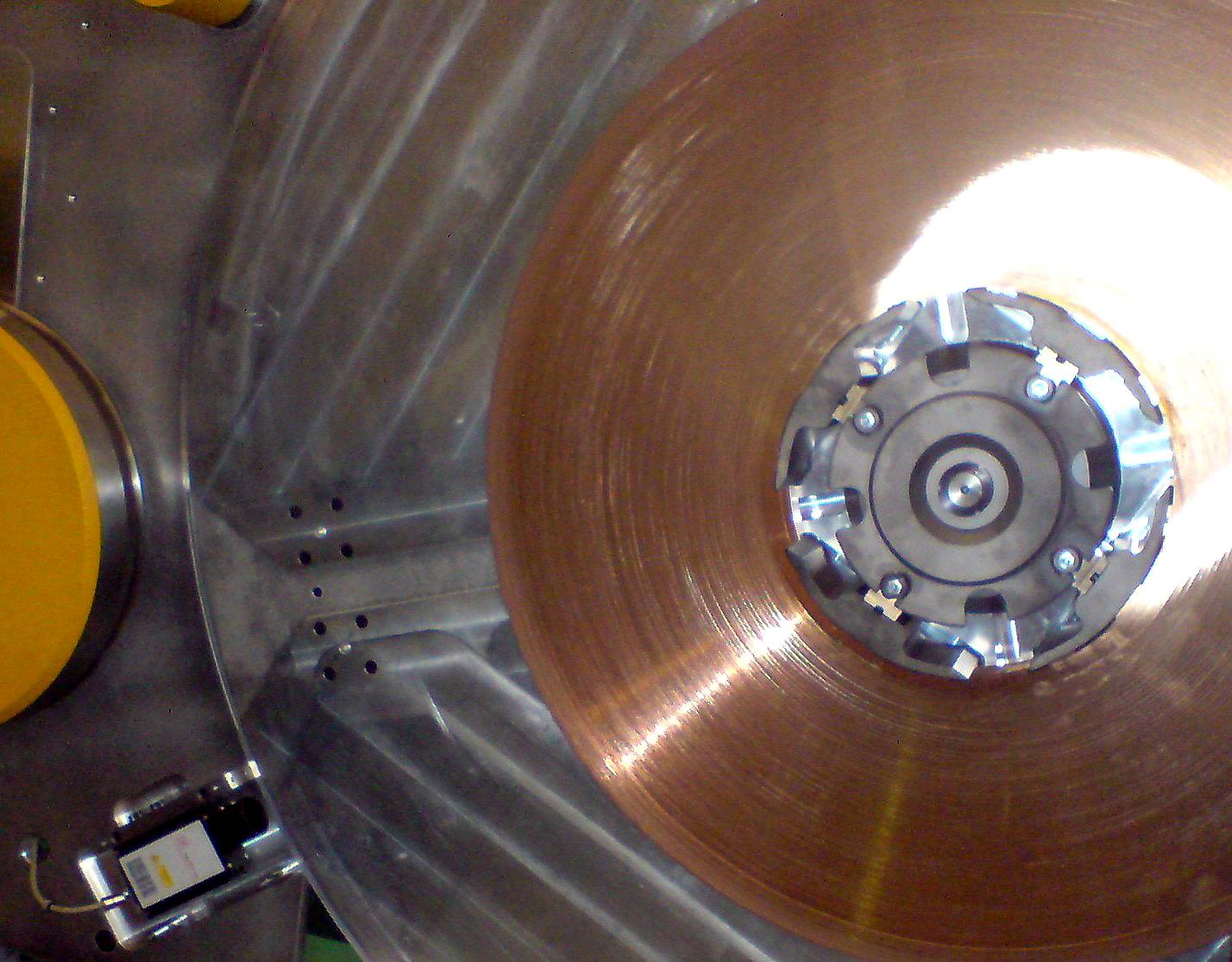
Der Durchmesserwert des Coils veranlasst den automatischen Wechsel für die automatische Produktion.
Im Meterbereich messen
Zwei optische Grundprinzipien dominieren im Markt: Während die Triangulation aus der Auslenkung eines winklig ausgesendeten Laserpunktes auf dem Empfängerchip den Abstand ermittelt, ist bei der Laser-Laufzeit (time of flight). Die zurückgelegte Zeit eines Laserpulses das Maß für den Abstand. Da bekanntlich die Lichtgeschwindigkeit eine Elementarkonstante ist, möchte man meinen, das letztgenannte Verfahren ist deutlich im Vorteil. Dem ist aber nicht so. Für einen Meter benötigt das Licht ca 3,33 Picosekunden. Erst die moderne Halbleiterelektronik mit Millionen Transistoren auf einem Chip und Signallaufzeiten im Picosekundenbereich hat es ermöglicht, die Laufzeit des Lichtes im Bereich von wenigen Metern zu registrieren. Will man für den Durchmesser des Coils auf Millimeter auflösen, ist das eine außerordentliche Anforderung an die Elektronik. Die Laser-Laufzeit Sensoren aus dem Micro-Epsilon Produktspektrum decken den Abstandsbereich 0,1 bis 3.000 m ab.
Für die Anwendung im Bereich Coil Durchmessermessung kommt die Produktfamilie optoNCDT ILR 118x zum Einsatz. Diese Sensoren erfassen Abstände bis zu 150 m und werden auch häufig in Krananlagen oder zur klassischen Distanzmessung eingesetzt. ILR 118x Sensoren nutzen das Phasen-Vergleichs-Verfahren und sind daher deutlich genauer als herkömmliche Sensoren, die mit der reinen Impulslaufzeit arbeiten. Moduliertes Laserlicht (Klasse II) mit geringer Amplitude und konstanter Frequenz wird zum Messobjekt gesendet. Je nach Entfernung des Objekts verändert der Abstand die Phasenbeziehung zwischen gesendetem und empfangenem Signal. Ein Vergleich des ausgesandten Laserlichts mit dem empfangenen liefert die exakte Entfernung zum Messobjekt. Damit können Wiederholgenauigkeiten von < 0,5 mm erreicht werden. Wichtig dabei ist, dass die Oberfläche des Messobjekts den Laserstrahl ausreichend reflektiert. Das ist bei den meisten technischen Oberflächen gegeben. Bei großen Entfernungen und sehr kleinen Reflektorflächen, wo das nicht ausreicht, nutzt man Reflektortafeln.
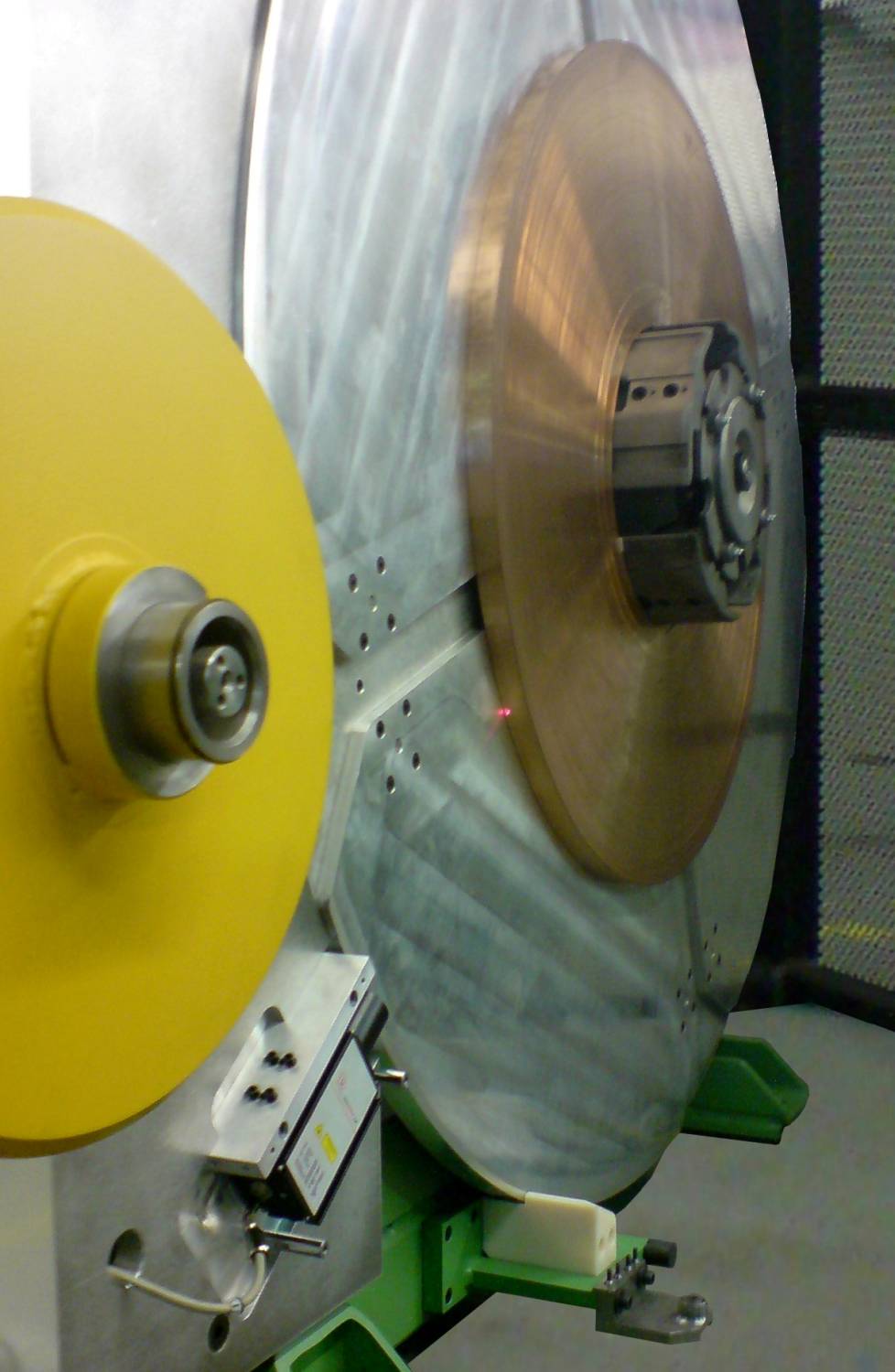
Coils oder Spulen werden in einer Umspulanlage aus einzelnen Metallbandringen erzeugt
Laser-Distanz-Sensor optoNCDT ILR misst seitlich auf das Metallband. Die besondere Anordnung erlaubt höchste Genauigkeit.
Optisch das Coil messen
Im Bereich der Haspel montiert, misst der Sensor direkt auf die Bandoberfläche vom Coil. Herkömmliche optischen Sensoren haben oft bei glänzenden Oberflächen und durch die Krümmung Probleme. Das ausgesendete Laserlicht wird auf der Oberfläche direkt reflektiert und trifft somit nicht mehr den Empfänger. Das Resultat sind verzerrte oder verrauschte Signale, welche die Messung unbrauchbar machen. Durch einen speziellen Geräteaufbau kann mit optoNCDT ILR Sensoren auch auf glänzenden Metallen gemessen werden. Hier reicht bereits die geringe Intensität des diffus reflektierten Anteils auch bei Direktreflexion für eine exakte Distanzbestimmung aus. Für industrielle Einsätze konzipiert, verfügt der Sensor über Montagenuten bis hin zu nützlichen Optionen wie Freiblaseinrichtungen oder Schutzgehäuse.

Umspulanlage von MEMA Maschinenbau GmbH.
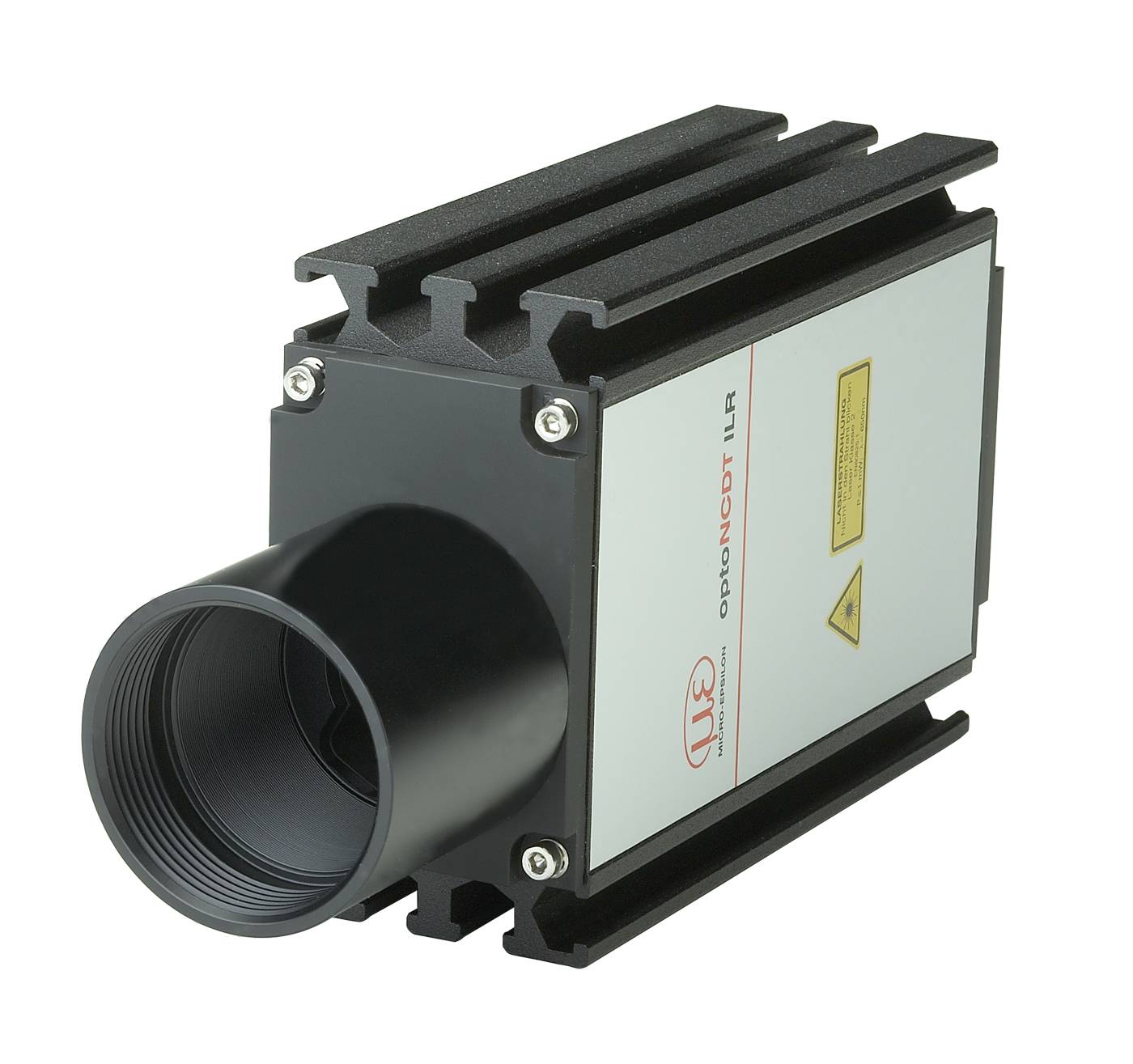
Laser-Distanz-Sensor optoNCDT ILR erfasst Abstände bis zu 150 m.
Antriebssteuerung in Coilanlagen
Namhafte Maschinenbauunternehmen, wie die SMS-Siemag oder Danieli nutzen optische Distanz-Sensoren von Micro-Epsilon für die verschiedensten Aufgaben. Automatische Hebezeuge müssen in Coillagern die Bunde präzise ablegen. Auch der Coilwechsel an Kaltwalzgerüsten läuft heute weitgehend automatisch. Position und Durchmesser werden messtechnisch erfasst und dem Leitrechner zugestellt. So können schnellste Umrüstzeiten erzielt werden. Bereits im Bandbetrieb wird vom Abhaspel mitgeteilt, wenn die letzten Windungen anstehen. So kann man möglichst lange mit hoher Arbeitsgeschwindigkeit produzieren und einen optimalen Materialdurchsatz gewährleisten. Aber auch in Schneidlinien bietet sich eine Abstandsmessung zur Erfassung der Schlaufe in der Grube an. Für höhere Bandgeschwindigkeiten, wie zum Beispiel an Hochgeschwindigkeitsscheren der Firma Danieli-Fröhling empfehlt sich eine andere Vorgehensweise. Mit dem ASCOspeed, einem weiteren Produkt aus dem Hause Micro-Epsilon misst man die einlaufende und die auslaufende Länge und kann so auch eine Schlaufenregelung aufbauen. Man hat hier den Vorteil, dass man die exakte Bandgeschwindigkeit schlupfrei bekommt und damit auch den Bundrechner steuern kann.
Auch an Umspulautomaten von Spaltband gibt es reichlich Anwendungen für die optische Durchmessermessung. Das Maschinenbauunternehmen MEMA aus Menden setzt in seinen Umspulanlagen den Sensor optoNCDT ILR 1181-30 ein. Die Metallringe werden Spule für Spule zusammengefügt, sodass am Ende ein Coil oder eine Spule mit endloser Bandauflage entsteht. Wenn der Spulantrieb seine Verlegegeschwindigkeit erreicht, muss am Abwicklerantrieb der Ringdurchmesser bekannt sein, damit beide Antriebsstationen mit der richtigen Drehzahl, für gleichen Bandzug, beschleunigen. Das Band erreicht dabei Geschwindigkeiten von bis zu 500 m/min. Der Sensor misst zuverlässig auf matten und hochglänzenden Oberflächen, die hier eine Breite zwischen 5 mm und 60 mm aufweisen.
Teilen: · · Zur Merkliste