Software-Suite OPS von Salvagnini ermöglicht Jobshops 4.0
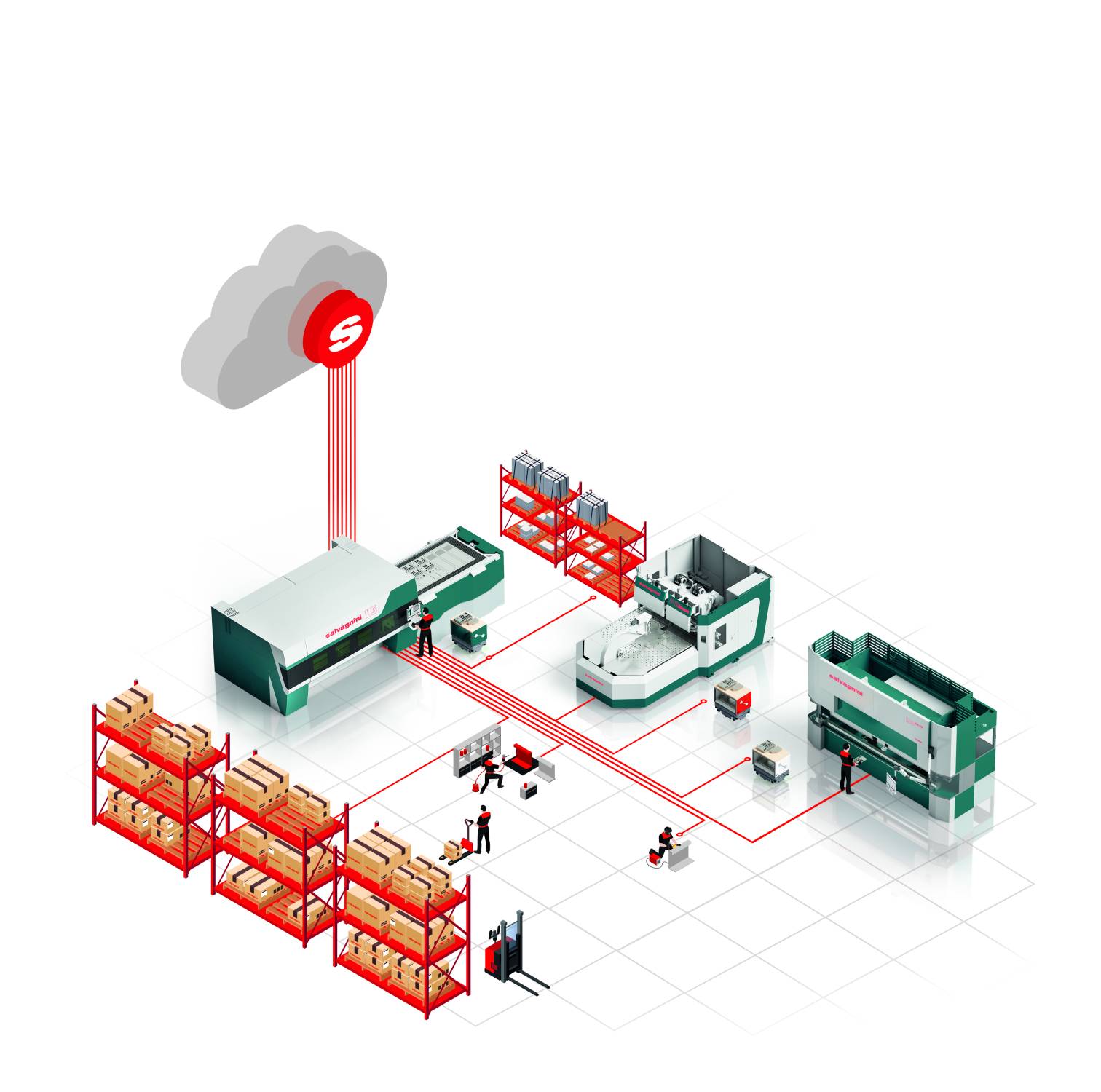
Die schnellen industriellen Entwicklungen der letzten Jahre stellen weiterhin große Herausforderungen dar. Denn die Industrie hat sich verändert: Flexibilität und Effizienz sind entscheidende Kriterien für die Handhabung von immer kleiner werdenden Losgrößen oder raschen Umschlagsraten. Dies ist mehr als ein alltägliches Szenario im Bereich der Auftragsfertigung. Mit OPS bietet Salvagnini eine modulare Software-Suite zur Produktionsverwaltung, mit der blechbearbeitende Betriebe mittels Datenaustausch zwischen ERP und Maschinen ihre Produktionsprozesse weiter optimieren können.
Mit digitalen Tools zur Produktionskontrolle unterstützt Salvagnini blechbearbeitende Betriebe, ihre Wettbewerbsfähigkeit weiter zu steigern.
Es ist nicht nur eine Frage der stark wechselnden Mischung aus verschiedenen Produktionen: Bleche auf optimale Weise zu nutzen, die Produktionskapazität zu steigern und die Reduzierung von WIP (Work-In-Progress) sind nur einige Herausforderungen, vor denen Zulieferbetriebe täglich stehen. Und es sind genau diese Herausforderungen, die Zulieferbetriebe dazu bringen, sich für integrierte Lösungen für mehr Prozesseffizienz zu entscheiden, die in der Lage sind, ihre Intelligenz für alle wertschöpfenden Tätigkeiten zu nutzen und somit all die Tätigkeiten mit geringem Mehrwert zu minimieren oder sogar zu eliminieren.
Der Blechbearbeitungsspezialist Salvagnini hat dieses Thema bereits 1993 konkret in Angriff genommen, als er die erste OPS-Version, eine modulare Software zur Produktionsverwaltung, auf den Markt brachte. OPS erhält die Produktionsliste vom Datenverwaltungssystem des Fertigungsbetriebes in Echtzeit und liefert dem Programmierer eine aktualisierte Version. OPS unterstützt dabei die Tätigkeiten des Programmierers durch Definieren von Prioritäten, automatisches Erstellen von Maschinenprogrammen und deren Übermittlung an die Produktionsabteilung. Sie prüft die Verfügbarkeit von Rohmaterialien oder Halbfabrikaten und erstellt eine in Echtzeit für jedes Teil aktualisierte Rückmeldung an das Datenverwaltungssystem des Betriebs. Sie kann gemäß einer Produktionslogik – oder einer Mischung aus verschiedenen Produktionslogiken – selbstständig Entscheidungen treffen, um die Anforderungen des Kunden zu erfüllen und sie in einen Algorithmus umwandeln. Die OPS-Software integriert auch Etikettierung, Rückverfolgbarkeit und Lagerverwaltung vor und nach den Schneid-, Stanz- und Biegevorgängen.
Praxisbeispiel bei PadovaLamiere: Das Digitalisierungsprojekt ermöglichte dem Unternehmen, seine Effizienz um rund 30 % zu steigern.
Vor dem Einsatz in der Produktion
Im Allgemeinen ist es die Steuerungssoftware (ERP/MRP), die jede Tätigkeit durch Erstellen einer Produktionsliste startet. Oftmals ist diese eine statische Liste in Papierform, die in der Folge manuell zur CAD/CAM-Programmierung eingegeben wird. Hierbei organisiert der Programmierer die Produktion, analysiert manuell die Produktionsreihenfolge, verknüpft die Teilecodes mit den entsprechenden Maschinenprogrammen und organisiert die Produktionsanforderungen gemäß der Dringlichkeit und der Art des Materials oder des Formats. Auch wenn das äußerst wichtig ist, sind das beschwerliche Tätigkeiten mit geringem Mehrwert, die sich auf die Wartezeiten auswirken und eine mögliche Fehlerquelle darstellen. Zusammen mit einer hohen Programmwechselrate und extrem kleinen Losgrößen könnte dies zu Produktionsengpässen führen.
Mit dem Einsatz von OPS in der Programmierphase ist es allerdings möglich, die Produktion auf intelligente Weise unter Berücksichtigung von Prioritäten und verfügbaren Sortierbereichen zu steuern, Stanz-/Schnittverschachtelungen automatisch zu erstellen sowie Teile entsprechend der Art des Materials, der Stärke, der Biegetechnologie und der für die Produktion erforderlichen Werkzeugeinstellungen zusammenzufügen. Zudem können alle Tätigkeiten mit geringem Mehrwert, überflüssige Tätigkeiten und unnötige Funktionen reduziert oder sogar gänzlich vermieden werden.

Praxisbeispiel bei PadovaLamiere: Dank OPS-Shop Floor Control kann jedes aufgegriffene Teil genau identifiziert, etikettiert und ohne Fehler abgestapelt werden.
OPS hält, was es verspricht
Eine dafür äußerst relevante Fallstudie kommt von Tecnolaser, einem führenden Zulieferbetrieb aus dem italienischen Veneto. Zur Reduzierung der gesamten Programmierzeiten um mindestens 50 % startete Tecnolaser im Jahr 2014 ein Digitalisierungsprojekt zur Optimierung der Programmiertätigkeiten und Auftragsverwaltung. Eine Wertstromanalyse zeigte, dass man für rund sechs Stunden tatsächliche Arbeitszeit zwischen vier und fünf Tagen benötigte – vom Erhalt des Auftrags und der Dateneingabe zur Programmierung, Verschachtelung und Übermittlung des Programms an die Maschine. Die Einführung von OPS brachte einige erstaunliche Ergebnisse: Der durchschnittliche Zeitaufwand zur Ausführung eines Auftrags und zur Übermittlung der Programme an die Maschine konnte von fünf Tagen auf rund zwei Stunden reduziert werden. Die interessanteste Folge war jedoch die Eliminierung des Fehlerrisikos: Die automatische Übermittlung von Informationen ermöglichte Tecnolaser, einen riesigen Schritt nach vorne zu machen.
„Wir haben immer an die Digitalisierung geglaubt und wir glauben weiterhin daran“, erklärt Mario De Bardi, einer der drei Firmengründer und Mitglied des Vorstands von Tecnolaser. „Mit OPS haben wir eine Menge Papierkram sowie Tätigkeiten mit geringem Mehrwert und die damit verbundenen Wartezeiten eliminiert, indem wir das Lean-Konzept angewendet haben, bei dem CAM die Produktion durch die Auswahl der zu produzierenden Artikel anhand von Material und Stärke steuert.”

Praxisbeispiel bei Esse4: Dank OPS digitalisierte Salvagnini die Verwaltung des Halbfertigteil-Lagers zwischen der Schneid- und Biegeabteilung. Die Verfügbarkeit und Rückverfolgbarkeit der halbfertigen Teile gewährleistet eine zeitgerechte Auftragsabwicklung mit überaus kurzen Lieferzeiten.
Steigerung der Stanz- und Schnitteffizienz
Sind die Fragen der Programmierung gelöst, treten jedoch häufig andere Probleme auf. Auch die Produktionslisten in Papierform haben ihre Grenzen: Einerseits sind sie statisch und unflexibel, andererseits bieten sie keine Einsicht in das, was gerade produziert wird. Das Problem kann nur gelöst werden, wenn der Bediener selbst ein Feedback nach dem Beenden der Produktionsliste abgibt – eine limitierende Komponente in einer Branche, die mit immer kürzer werdenden Fristen charakterisiert und Lagerproduktion ein Ding aus der Vergangenheit ist. Die Rückmeldung kommt häufig zu spät und wenn es nicht mehr möglich ist, Verzögerungen zu bewerkstelligen, was schließlich zu dringenden Aufträgen führt. Und der Bediener ist derjenige, der den Preis für die vielen Produktionsänderungen bezahlt, die zur Bearbeitung dieser Dringlichkeiten erforderlich sind.
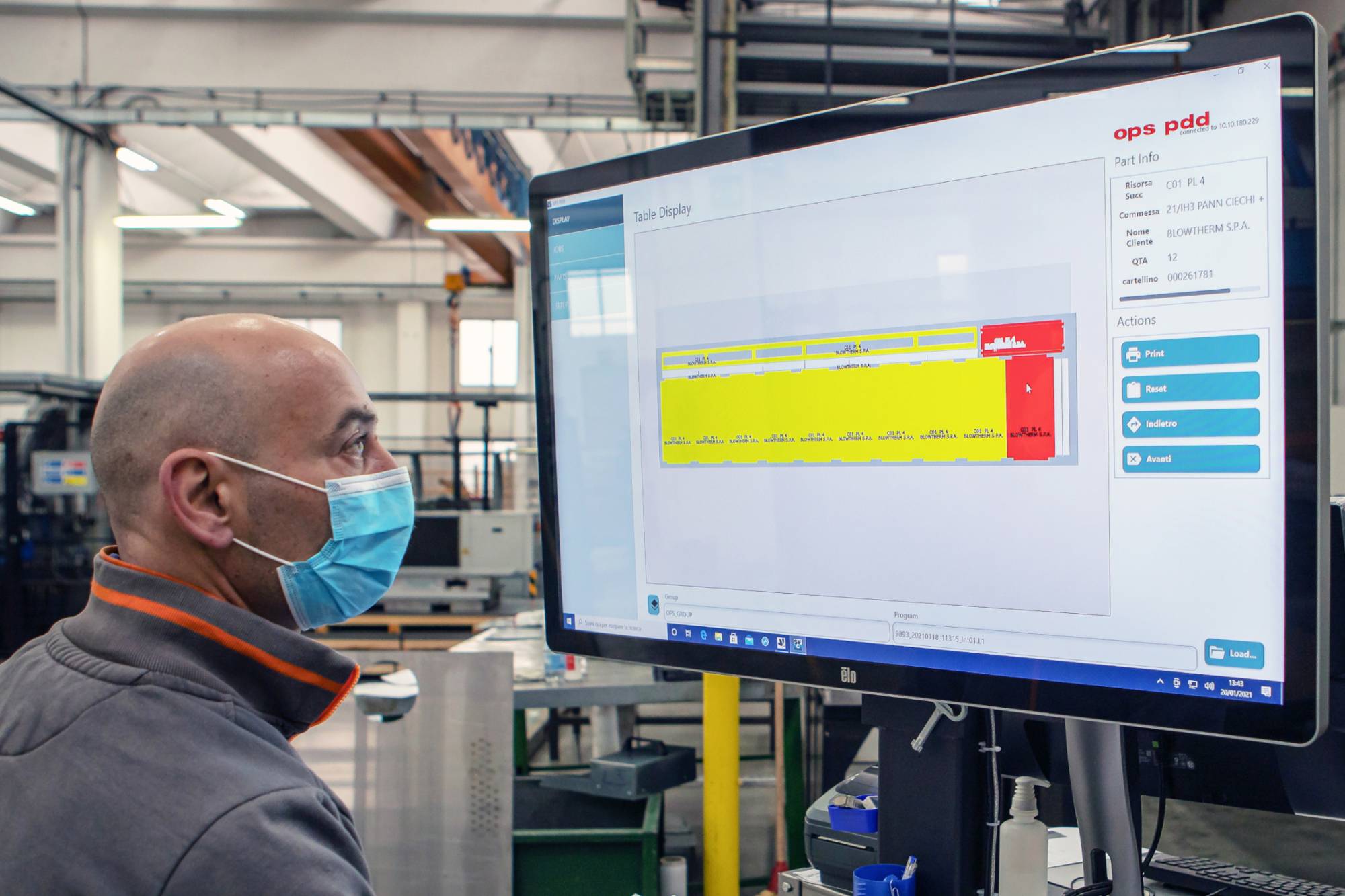
Die Nutzung von OPS kann die Prozesse in der Stanz- und Schneidphase erheblich verbessern. Die Software unterstützt bei der klaren Organisation der Arbeit des Bedieners ohne Minderung der Flexibilität durch die Verwaltung von dringenden Aufträgen oder der Änderung der Produktionsliste in Echtzeit. Zudem werden durch die Verbesserung der Programmiertätigkeiten Wartezeiten reduziert und die Effizienz gesteigert. Auch die Transparenz des Produktionsfortschritts ist in Echtzeit gewährleistet. Ein besonders interessantes Beispiel gibt hierfür eine Fallstudie bei PadovaLamiere ab. Nach der Installation eines Salvagnini L3-Lasersystems mit Lagerturm entschied sich das italienische Unternehmen mit 14 Mitarbeitern zur Steigerung des Produktionsprozesses und zur Reduzierung von Papierkram sowie zur Fehlerminimierung für OPS. Das Digitalisierungsprojekt wurde mit der Einführung der OPS-Shop Floor Control vervollständigt, das mit dem einfachen PDD-Touchscreen dem Bediener ermöglicht, jedes aufgegriffene Teil genau zu identifizieren, zu etikettieren und ohne Fehler abzustapeln. Der Bediener braucht nur auf den Touchscreen zu tippen, um alle nützlichen Informationen zu erhalten: Teile-ID-Code, Auftragsnummer, Kundennummer, Menge und, sofern vorgesehen, nachfolgende Bearbeitungsstationen. Diese Informationen werden auf ein Etikett gedruckt, das auch andere Daten enthalten kann – wie zum Beispiel einen Strichcode zum Aufrufen des Maschinenprogramms für den nächsten Bearbeitungsschritt, egal ob dieser innerhalb oder außerhalb der Produktionsstätte liegt. Und durch Berühren des Bildschirms gibt der Bediener auch das Feedback an das ERP des Betriebes, indem er das Teil als fertiggestellt markiert und die Produktionsliste aktualisiert. Das Projekt ermöglichte PadovaLamiere, seine Effizienz mit einer kleinen Investition um rund 30 % zu steigern.
„OPS hat uns flexibler und reaktionsschneller gemacht”, erklärt Massimiliano Targa, Geschäftsführer von PadovaLamiere. „Aber es hat uns auch geholfen, unsere Schneid- und Stanzsysteme maximal zu nutzen, mit Kostensicherheit und gänzlich vorhersehbaren Produktionszeiten. Mit Hilfe von einigen an der Maschine installierten Monitoren hilft OPS uns auch, die geschnittenen Teile zu trennen, zu stapeln und zu etikettieren. Mit einem Extra-Vorteil: 4.0-Integration, die auch über PadovaLamiere hinausgeht. Die an den produzierten Teilen angebrachten Etiketten sind Strichcodes mit nützlichen Informationen für die nachfolgenden Bearbeitungsphasen, die außerhalb unseres Unternehmens ausgeführt werden.“

Praxisbeispiel bei Esse4: Sämtliche Teile werden auf spezielle Paletten in eindeutigen und mit Strichcodes kodierten Positionen abgelegt.
Sortieren und Lagern von halbfertigen Teilen
Das Sortieren und Lagern von halbfertigen Teilen sind im Produktionsprozess voneinander getrennte Phasen. Sie sind notwendige Tätigkeiten, haben aber für den Kunden keinen Wert. Auf herkömmliche Weise ausgeführt, sind das Auslösen der Teile und deren Stapelung komplexe Tätigkeiten. Oft ist die auf Papier ausgedruckte Verschachtelungszeichnung die einzige für den Bediener verfügbare Information zur tatsächlichen Erfassung, Sortierung und Zuordnung der Teile im Lager oder zur Bearbeitung an nachfolgenden Stationen. Ebenso häufig ist der Bediener bei geometrisch ähnlichen Teilen gezwungen, Messinstrumente zur absolut sicheren Erfassung des Teils zu verwenden. Die Lagerung ist ebenfalls eine üblicherweise komplexe Tätigkeit. Die mit halbfertigen Teilen beladenen Paletten sind häufig schwierig zu handhaben, werden zumeist chaotisch gelagert, oftmals vergeblich gesucht oder gehen sogar in extremen Fällen für immer verloren.
Auch in der Sortier- und Lagerphase leistet OPS Abhilfe. Dank der Software wird der Bediener durch all seine Tätigkeiten geleitet. Wartezeiten und Fehlerquellen werden so minimiert. OPS unterstützt zudem bei der genauen Erfassung und Rückverfolgung der Teile sowie der zweckmäßigen Organisation und Vereinfachung der „Just-in-time“-Strategie bei halbfertigen Teilen für die nachfolgende Bearbeitung. Das Projekt für den im Veneto ansässigen Zulieferbetrieb Esse4 ist in diesem Fall sehr aussagekräftig. Dank OPS digitalisierte Salvagnini bei der Installation eines P2lean-Biegezentrums die Verwaltung des Halbfertigteil-Lagers, das zwischen den Schneid- und Biegeabteilungen liegt. Alle WIP-Teile werden von den Bedienern manuell auf spezielle Paletten in eindeutigen und mit Strichcodes kodierten Positionen abgelegt. Zur Handhabung der Teile – für interne logistische Zwecke oder aufgrund von Platzproblemen – aktualisieren die Bediener die Code-Position ohne Fehler oder Wartezeiten. „Das Halbfertigteil-Lager ist ein Puffer, das eine rasche Auftragsverwaltung gewährleistet, jedoch auf sehr komplexe Weise zu führen ist“, erklärt einer der Inhaber. „Heute ermöglicht uns die Digitalisierung, die Reaktivität der Biegezentren vollkommen zu nutzen: Die Verfügbarkeit und Rückverfolgbarkeit der halbfertigen Teile erlaubt uns, zeitgerecht auf Anfragen von unseren Kunden mit extrem kurzen Lieferzeiten zu reagieren.“

Praxisbeispiel bei Metagro: Sobald der Strichcode am Teil gescannt ist, stellt sich die Maschine selbstständig und vollautomatisch entsprechend dem Auftrag ein. Bedienfehler sind somit ausgeschlossen.
Biege-Effizienz kann weiter gesteigert werden
Seit dem Jahr 1977 beschäftigt sich Salvagnini mit dem Thema Biege-Effizienz. Das ist das Jahr, in dem Guido Salvagnini das erste P4-Biegezentrum entwickelt und produziert hat. Im Laufe der Jahre haben sich die Salvagnini-Biegezentren stets weiterentwickelt, sodass sie heute flexible Produktionslösungen sind, die keinen Werkzeugwechsel erfordern und die sich automatisch an die Größe des zu produzierenden Teils innerhalb des Zyklus ohne Maschinenstillstand oder manuellen Werkzeugwechsel anpassen. Bei solch leistungsstarken Systemen muss auch ein Blick auf den Prozess geworfen werden, um die Effizienz noch weiter zu steigern. Die von OPS garantierten Vorteile während der Biegephase beziehen sich rein auf den Prozess, denn hier werden die Ergebnisse der Arbeit aus den vorangehenden Phasen sichtbar. Die dynamische Produktionsliste kann dringende und überraschende Aufträge fehlerfrei handhaben, während die Rückverfolgbarkeit der Teile dem Bediener eine rasche und sichere Erfassung ermöglicht. So können auch hier Wartezeiten und Fehler vermieden werden.
Zusammengefasst unterstützt der Einsatz von OPS während der Biegephase bei der klaren Organisation der Arbeit des Bedieners ohne Minderung der Flexibilität durch die Verwaltung von dringenden Aufträgen und Änderung der Produktionsliste in Echtzeit. OPS ermöglicht außerdem die volle Ausnutzung der Produktionskapazität des Biegezentrums. Die Sichtbarkeit des Produktionsfortschritts in Echtzeit kann ebenfalls gewährleistet werden. Das bei der Metagro Edelstahltechnik AG, ein österreichisches Unternehmen mit Spezialisierung auf die Herstellung von qualitativ hochwertigen Edelstahl-Produkten, eingeführte Projekt ist ein hierfür ausgezeichnetes Praxisbeispiel. Zum einen nutzt man dort OPS zur ständigen Aktualisierung der Unternehmensressourcenplanung, einschließlich der aktuellen Biegezeiten und des Materialverbrauchs. Zum anderen wird ein Strichcode zur Übermittlung der Auftrags- und Programmnummern, der genauen Maße des herzustellenden Teils und einer Reihe von anderen Informationen an das P2-Biegezentrum verwendet. „Sobald der Strichcode gescannt ist, stellt sich die Maschine selbstständig und auf vollautomatische Weise entsprechend dem Auftrag ein. Bedienfehler sind somit ausgeschlossen, da die Maschine diese sofort erfasst und eine entsprechende Meldung abgibt, wenn ein falsches Blech eingeführt wird“, erklärt Produktionsleiter Matthias Uhrfahrer.


Praxisbeispiel bei Tecnolaser: Durch die Einführung von OPS konnte der durchschnittlichen Zeitaufwand zur Ausführung eines Auftrags von 5 Tagen auf rund 2 Stunden reduziert werden.
Lösung für einen 4.0-Zulieferbetrieb
Salvagnini steht dafür, vom Gedanken der Produktionskapazität auf Produktionskontrolle umzuschwenken, wodurch Effizienz und somit Produktivität gesteigert werden können. „Es wäre es einfach sinnlos, auf leistungsstarke Technologien ohne Bewältigung der vorangehenden oder nachfolgenden Engpässe in der Produktion zu setzen“, erklärt Stefano Cera, Software-Produktmanager bei Salvagnini. „Das heißt, es ist sinnlos, sich auf die Reduktion von Schnittzeiten einer Verschachtelung um wenige Prozent zu fokussieren, wenn die Automatisierungslösungen keine Sortierung auf demselben Niveau gewährleisten können. Das bedeutet ebenso, dass es sinnlos ist, Biegezyklen um ein paar Sekunden zu reduzieren, wenn es nicht möglich ist, die zu biegenden halbfertigen Teile im Lager zu erfassen oder die Maschine zeitgerecht zu bestücken. Für Salvagnini ist es genau das, um was es sich bei der Digitalisierung dreht: Lösungen anzubieten, die einfach anzuwenden sind, um sich auf die Kontrolle und Optimierung des Produktionsprozesses und die Eliminierung von zumeist unsichtbaren Stillstandzeiten, die die Effizienz und die Wettbewerbsfähigkeit von Unternehmen schwächen, zu konzentrieren. Wir denken, diese Hilfe ist zur Steuerung von komplexen und dynamischen Produktionen im heutigen Industrieszenario mit immer kleiner werdenden Losen, hohen Programmwechselraten, straffen Lieferzeiten und dringenden Aufträgen äußerst wichtig.“
Teilen: · · Zur Merkliste