Hochleistung-Dioden Laser erfahren starke Nachfrage für das Auftragsschweißen
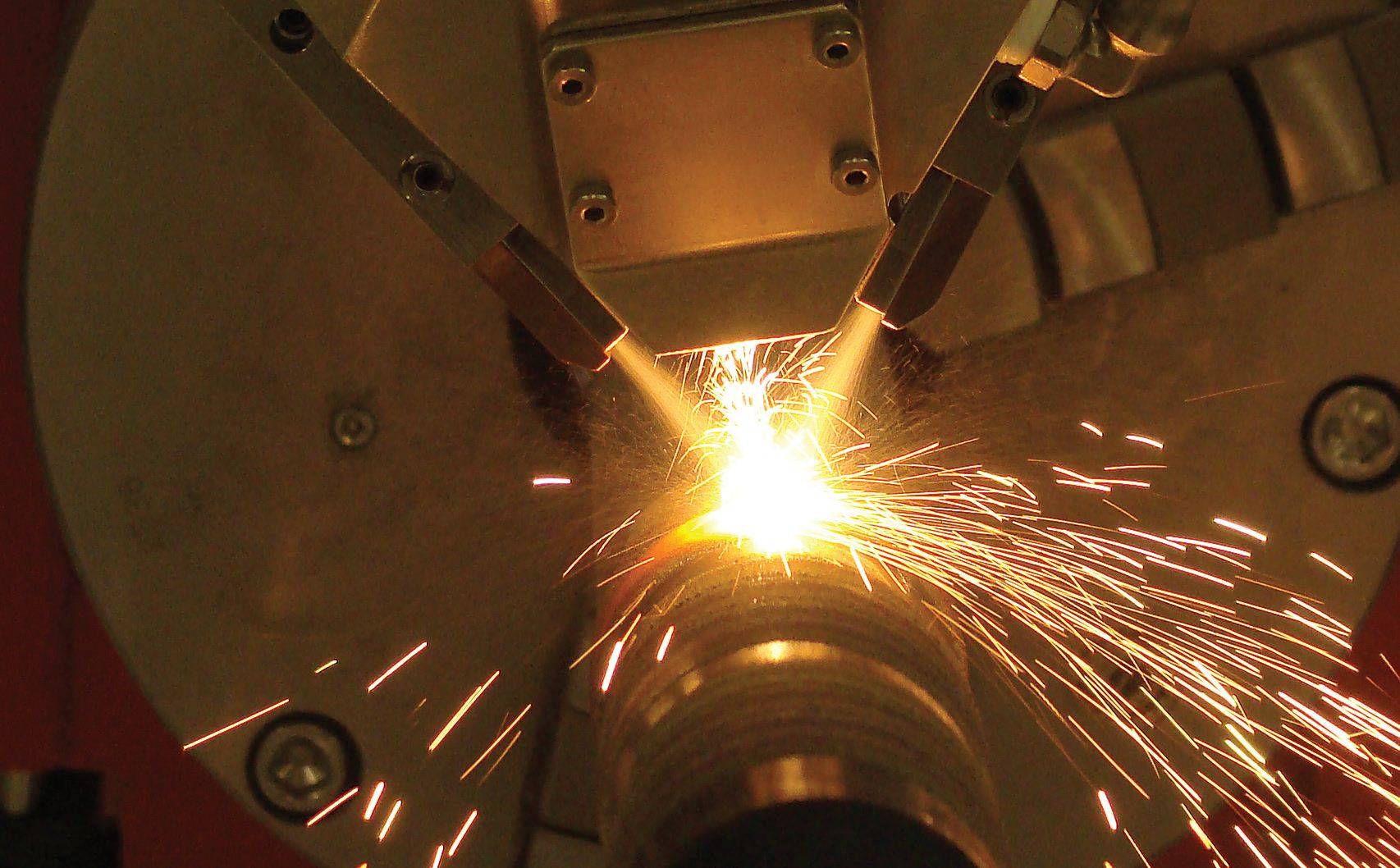
Coherent erweitert sein Produktspektrum an Hochleistungs-Direktdioden-Lasern mit dem HighLight 10000D, welcher 10kW an Laserleistung emittiert. Mit einer integrierten Pulverdüse zum Laserauftragsschweißen können Anwender Schweißraupen von bis zu 36mm breite aufbringen und bis zu 10kg Pulver pro Stunde kombiniert mit hohem Pulverwirkungsgrad, sehr geringer Durchmischung und geringem Wärmeverzug auftragen. Typische Schichtstärken sind zwischen 1-3mm. Die Highlight-D Serie kann in Kombination mit einem Pyrometer und auch zum Laserhärten verwendet werden.

Die HighLight D-Serie Laser haben laut Coherent wesentliche Vorteile beim Auftragsschweißen im Vergleich zu bisher verwendeten Schweißmethoden
Die HighLight D-Serie von Coherent ist eine sehr kompakte Einheit bestehend aus vielen Halbleiter-Laser-Emittern von einigen Watt die in einen Strahl gebündelt werden. Typischerweise hat dieser die Form eines Rechtecks mit einer Breite von 18-36 mm und einer Länge von 3-12 mm. Momentan stehen bei Coherent Hochleistungs-Diodenlaser-Systeme mit einer Leistung von bis zu 10 kW zur Verfügung. Verglichen mit anderen Lasertypen zeichnen sich die Diodenlaser-Systeme aufgrund ihrer Halbleiterbauweise durch eine höhere elektrische Effizienz (~ 45%), eine geringere Größe und eine größere Zuverlässigkeit aus. Für die Wärmebehandlung und für das Auftragsschweißen gibt es noch einen weiteren signifikanten Vorteil: ihre infraroten Wellenlängen (typischerweise bei 808nm oder 975nm) werden von Stahl hervorragend absorbiert, womit eine Beschichtung im Vorfeld und die damit einhergehenden Kosten und Umweltaspekte wegfallen. Zieht man dazu noch die höhere elektrische Effizienz des Lasers in Betracht, so kann man hier durchaus von einer „grünen“ Wärmebehandlungsmethode sprechen.
Durch die insgesamt sehr hohe Qualität der aufgetragenen Schicht und der sehr hohen Auftragsgeschwindigkeit ergeben sich damit wesentliche Kostenvorteile in der Produktion von Verschleiß- oder Korrosionsschutzschichten.
Vorteile des Auftragens mit Direktdioden-Laser
Die HighLight D-Serie Laser haben wesentliche Vorteile beim Auftragsschweißen im Vergleich zu bisher verwendeten Schweißmethoden. Diese sind der geringe Bauteilverzug durch die sehr geringe Wärmeeinbringung, eine sehr geringe Durchmischungszone von 4-7%, die in geringe Vor- und Nachbearbeitung resultiert und eine porenfreie und sehr ebene und gleichmäßige Schicht, welche keine oder eine nur sehr geringe Nacharbeit erfordert. Durch die insgesamt sehr hohe Qualität der aufgetragenen Schicht und der sehr hohen Auftragsgeschwindigkeit ergeben sich damit wesentliche Kostenvorteile in der Produktion von Verschleiß- oder Korrosionsschutzschichten.
Im Vergleich zum thermischen Spritzen erzeugt das Auftragsschweißen mit Diodenlaser eine feste metallurgische Verbindung mit dem Grundwerkstoff, so dass ein Ablösen der Schicht nicht auftritt. Außerdem führt die hohe Abkühlungsgeschwindigkeit des Laserprozesses zu einer sehr feinkörnigen Mikrostruktur, welches eine höhere Korrosionsbeständigkeit bedeutet. Im Gegensatz zu konventionellen Prozessen werden die genannten Vorteile in der Regel nicht durch eine höhere Laserleistung oder einer höheren Pulverauftragsrate negativ beeinflusst.
Durch den linienförmigen Laserfokus des Direktdioden-Lasers von bis zu 36mm Breite kann dieser Laserprozess nun erstmals für große Fläche mit sehr hoher Genauigkeit und hoher Auftragsrate eingesetzt zu werden. Der Einsatz des Direktdioden-Lasers ermöglicht das Auftragsschweißen von großen Flächen mit 3-5 facher Geschwindigkeit verglichen mit konventionellen Technologien, oder bisher eingesetzten Lasertechnologien wie dem CO2 –Laser oder auch fasergekoppelten Lasersystemen
Teilen: · · Zur Merkliste