anwenderreportage
BBW Lasertechnik: Kosteneinsparung durch Lasertechnik
Die Anforderungen an Ressourceneinsparungen und geringen Energiebedarf führen zu immer komplexeren Aufgabenstellungen hinsichtlich der Fertigung. Dies fängt bei der Auswahl der Werkstoffe an und hört bei den Bearbeitungsverfahren auf. Ein enormes Kostenpotential liegt dabei in einer lasergerechten Bauteilgestaltung. Diese beeinflusst maßgeblich die Produkt- und Designentwicklung und führt zu kosteneffektiven und hochpräzisen Komponenten. Hierbei kommt es auf ein „geschicktes“ Kombinieren von lasergeschnittenen Blechteilen und zum Teil einfachen mechanisch gefertigten Bauteilen an, um letztendlich zu einer komplexen Baugruppe zu kommen, die traditionell nicht so kostengünstig zu produzieren wäre. Hier bedarf es intensiver Beratung, um Themenstellungen optimal im Sinne des Kunden zu lösen. Dafür ist die BBW Lasertechnik aus Oberbayern seit 18 Jahren ein zuverlässiger Partner. Dieses Potential zur Kosteneinsparung soll nun auch durch die Vertriebspartnerschaft mit der 1. ISR GmbH verstärkt in Österreich angeboten werden. Im nachfolgenden Beitrag werden Beispiele für komplexe Baugruppen vorgestellt, die aufzeigen, welches Potential in der lasergerechten Konstruktion stecken.
Die Kunst bestand darin, die einzelnen Funktionseigenschaften der „Strangpress-Lösung“ durch einfache hochgenaue Einzelteile zu ersetzen, die dann schrittweise zu der fertigen Baugruppe gefügt werden konnten.
Infos zum Anwender
Großes Augenmerk wird bei der BBW Lasertechnik GmbH im oberbayrischen Prutting am Chiemsee auf ein gelebtes Qualitätsmanagement und modernste Technik gelegt. Zeugnis hierfür ist, dass BBW Lasertechnik als reines Laserdienstleistungsunternehmen die Zertifizierung nach ISO/TS16949 schon seit 2004 etabliert hat. Modernste Maschinentechnik mit CO2-, Festkörper-, Faser- und Scheibenlasern und ein gut ausgestattetes Labor zur Herstellung von metallographischen Untersuchungen, Härteprüfungen und Materialanalysen garantieren ein hohes Qualitätsniveau auf dem Stand der Technik.
Bei komplexen und genau-tolerierten Baugruppen ist nicht nur die Toleranzbetrachtung der Einzelteile entscheidend, sondern auch die mit den notwendigen Vorrichtungen zu erzielenden Genauigkeiten.

Die Genauigkeit der Baugruppe wird hauptsächlich schon durch die Einzelkomponenten erreicht. Die Schweißvorrichtung muss „nur“ die Parallelität der Bohrungen sicherstellen.
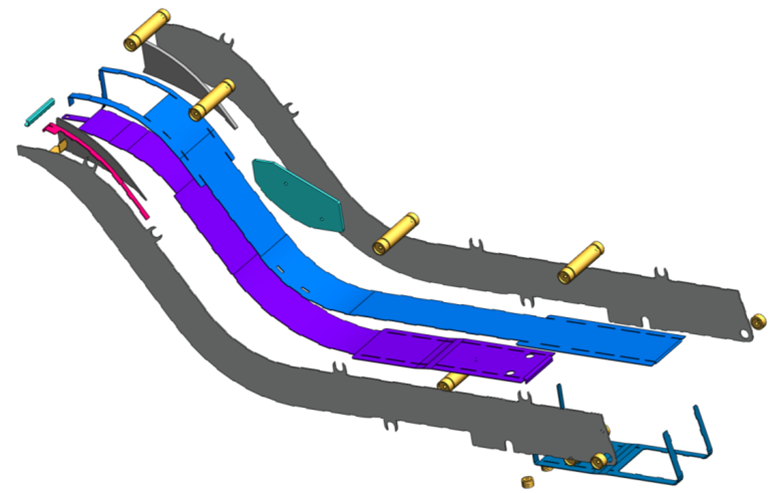
Blechbaugruppe „Gurtkanal“
Die Blechbaugruppe „Gurtkanal“ wird in hochautomatisierten Bestückungsautomaten für die Leiterplattenfertigung als Beförderungsschutz für die gegurteten elektronischen Bauelemente und als Träger für die gesamte Mechanik, Motorik und Elektronik für die Förderung des Gurtes eingesetzt. Da in solch einer Maschine ca. 40 solcher Kanäle nebeneinander platziert werden müssen, um die verschiedenen Bauteiltypen abzudecken, ist die Ebenheit des gesamten Kanals ein wesentliches Qualitätskriterium.
Die Baugruppe ist ca. 500 mm lang, ca. 200 mm hoch und hat eine Ebenheitsanforderung von +/- 0,05 mm. Die in den Bolzen eingebrachten Gewinde müssen eine Konzentrizität von +/- 0,15 mm zueinander haben. Die ursprüngliche Idee des Kunden zur Realisierung dieser Baugruppe war es, drei mechanisch bearbeitete Strangpressprofile zu einer Einheit zusammenzuschrauben. Schon in der Designphase wurde dem Kunden sehr schnell klar, dass die Werkzeugkosten für die Strangpressprofile und die anschließende aufwändige mechanische Bearbeitung das geforderte Kostenziel nicht erreichen wird.

Die Baugruppe Gurtkanal ist heute schon zehntausendfach im Einsatz.
Laser-Know-how voll ausgeschöpft
Diese Problematik ist an BBW Lasertechnik herangetragen worden, mit dem Ziel diese Baugruppe als Blechlösung zur realisieren. Der Einsatz der Lasertechnik, das Laserschneiden und insbesondere das Laserschweißen wurden dem Kunden als zielführende Möglichkeiten präsentiert. BBW Lasertechnik wurde das komplette Re-Design nach den vom Kunden festgelegten Vorgaben, wie Maße und Funktionsflächen überlassen. Hiermit hatte BBW die Möglichkeit die spezifischen Vorteile der Laserbearbeitung voll auszuschöpfen und das gesamte „Laser-Know-how“ in die Konstruktion einfließen zu lassen.
Die Kunst bestand darin, die einzelnen Funktionseigenschaften der „Strangpress-Lösung“ durch einfache hochgenaue Einzelteile zu ersetzen, die dann schrittweise zu der fertigen Baugruppe gefügt werden konnten. Der Gurtkanal besteht nunmehr aus 10 Drehteilen und 13 Blechteilen, meist als Biegeteil mit Blechdicken von 0,5 – 2 mm. Ziel der BBW-Konstruktion war es, durch geeignete Anordnung von Laschen und Durchbrüchen eine Formschlüssigkeit schon vor dem Laserschweißen zu erreichen, damit sich der Aufwand für das Spannen und Positionieren reduziert und somit auch die der Vorrichtung. Die 23 Einzelteile werden in 10 Fertigungsschritten zu dem fertigen Gurtkanal gefügt.
Im Laufe der Entwicklung zum serienreifen Produkt hat sich herausgestellt, dass die Positionstoleranzen der einzelnen Anschraubpunkte in den Bolzen die größte Herausforderung darstellte. Hier mussten Details nochmals angepasst werden, um die Kundenforderung in der Serienfertigung einzuhalten. Die Baugruppe ist heute schon zehntausendfach im Einsatz.

Baugruppe Folienschwinge: Das ursprünglich als Frästeil konzipierte Teil konnte BBW Lasertechnik, nach „bewährter“ Methode als Blechkonstruktion umgestalten.
Baugruppe „Folienschwinge“
Diese Baugruppe ist ebenfalls ein anschauliches Beispiel wie aus einfachen Blech- und Drehteilen ein komplexes Bauteil entstehen kann. Dieses ursprünglich als Frästeil konzipiertes Teil konnte BBW Lasertechnik, nach „bewährter“ Methode als Blechkonstruktion umgestalten. Auch hier sind mehrere Fertigungsstufen zu durchlaufen, aber der Aufwand der einzelnen Prozessschritte ist durch die Einfachheit der Konstruktion sehr gering, so dass sich ein deutliches Kostenpotential ergibt.
Die Baugruppe ist mit einer Dimension von 62 x 7,2 mm sehr filigran. Die Positionstoleranzen der Funktionselemente sind mit unter 0,1 mm angeben. Die kurzen Steppnähte gewährleisten eine ausreichende Stabilität des Bauteils und keinen Verzug, so dass die erforderlichen Passungen vor dem Schweißen eingebracht werden können.Die Genauigkeit der Baugruppe wird hauptsächlich schon durch die Einzelkomponenten erreicht. Die Schweißvorrichtung muss „nur“ die Parallelität der Bohrungen sicherstellen.
Komplexe Bauteile mittels Lasertechnik
Dies sind nur zwei Beispiele von vielen, die aufzeigen, dass durch eine Kombination von einfachen und kostengünstigen Komponenten ein komplexes und genaues Bauteil mit Einsatz der Lasertechnik herstellbar ist. Dies betrifft das Laserschneiden mit den hohen Ansprüchen an Toleranzen und Ebenheiten, das Laserbohren mit immer kleineren Bohrdurchmessern bis ca. 30 µm und das Laserschweißen mit „schwer schweißbaren“ Materialien, beziehungsweise hohen Anforderungen an die Schweißnahtqualität und die Formgenauigkeit des fertigen Bauteils.
Teilen: · · Zur Merkliste