Lasaco DIX MEDD TWIN: Automatisiertes Hochleistungsschweißen
Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: das ist das Doppeldraht-Hochleistungs-Schweißsystem Dix Medd Twin von Dinse. Es handelt sich dabei um eine wirtschaftliche Lösung für maximale Abschmelzleistung und damit für hohe Produktivität durch verkürzte Taktzeiten. Das Herzstück der Lösung von Dinse, in Österreich vertreten durch Lasaco, ist die Stromquelle DIX PI 600 TWIN. Mit ihren leistungsstarken 600 Ampere wurde sie extra für das Twin-Doppeldraht-Schweißen konzipiert.

Schweißen mit Doppeldraht: Beide Drahtelektroden haben das gleiche elektrische Potenzial und werden in zwei aneinander liegenden Kontaktrohren geführt. Dadurch ist der Pistoleneinsatz der DIX MEDD 7000 nicht größer als ein Eindrahtbrenner.
Ihr spezieller elektrischer Aufbau und die zwei Ausgänge ermöglichen es, dass beim Abschmelzen der beiden Drähte beim Twin-Verfahren nur eine Stromquelle benötigt wird. Die Kühlleistung des Pistoleneinsatzes Dix Medd 7000 bringt einen weiteren Vorteil mit sich: Für den Twin-Prozess wird lediglich ein Kühlgerät mit der Standardausstattung von 1,5 kW benötig. Daraus resultiert ein zusätzliches Plus: Kostenreduzierung durch geringere Anschaffungskosten im Vergleich zum herkömmlichen Tandem-Schweißverfahren mit zwei Stromquellen und zwei Kühlgeräten.

Doppeldrahtsystem Medd Twin mit Garnitur Dix Medd 7000, Drahtvorschub WF 50 R und WF 50 L, Spulenhalter WDS 300 R und WDS 300 L, Stromquelle Dix PI 600 TWIN.
Vorteile gegenüber Eindraht-Schweißen
Beide Drahtelektroden werden in zwei aneinander liegenden Kontaktrohren geführt. Durch das Schweißen mit Doppeldraht kann eine Amperezahl von bis zu 600 A auf die Drähte gebracht werden. Zum Vergleich: Um die gleiche Abschmelzleistung mit nur einem Draht zu erzielen, müsste der Drahtdurchmesser entsprechend größer sein. Dieser könnte jedoch nicht mit einer Leistung von 600 A geschweißt werden. Die Strombelastbarkeit des Zusatzwerkstoffs würde dabei überschritten werden.
Darüber hinaus gibt es weitere Nachteile beim Eindraht-Schweißen mit einem entsprechend größeren Drahtdurchmesser, denn es bildet sich dabei ein größeres, rundes Schmelzbad, das nicht schnell vorwärtsbewegt werden kann, ohne dass der Lichtbogen abreißt. „Ideal ist ein schmales Schmelzbad. Dieses können wir beim Twin-Schweißen erzeugen, indem wir die beiden dünnen Drähte hintereinander laufen lassen. Das Schmelzbad wird sozusagen oval. Durch Drehung des Brenners habe ich aber auch die Möglichkeit, die Drähte nebeneinander laufen zu lassen. Da auch hier das Schmelzbad oval ist, bildet sich eine breite Schmelze, die aber im Vergleich zum dickeren Draht kürzer ist. Die Drähte können auch schräg hintereinander mit demselben Effekt laufen. Dadurch kann jede Nahtform optimal geschweißt werden“, erläutert Volker Brenner, Prozesstechniker bei Dinse.
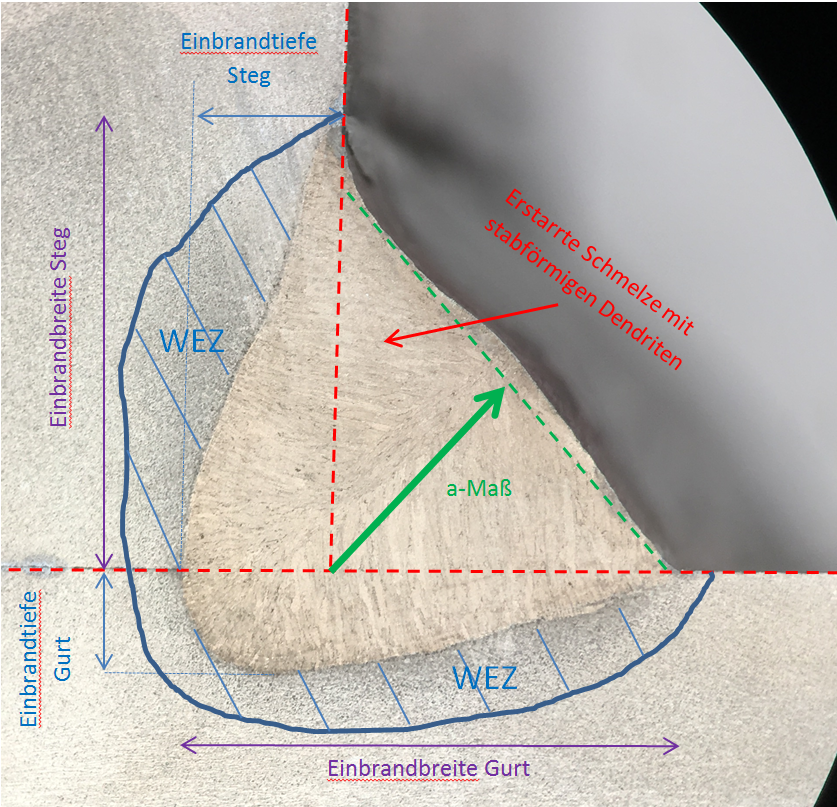
TWIN Kehlnaht: Baustahl S 235, Blechdicke 8 mm, Zusatzwerkstoff G4Si1, Drahtelektrode: ø 2 x 1,0 mm, Schutzgas 8 % CO², 92 % Argon, Stromstärke 588 A, Spannung 27,6 V, Schweißgeschwindigkeit 20 mm/sec
Unkomplizierte Bedienung
Beide Drähte werden von zwei unterschiedlichen Drahtvorschüben gefördert. Durch die genau anpassbare Positionierung der Drähte zur Schweißrichtung wird eine große Flexibilität beim Schweißen ermöglicht. Nahtbild, Einbrand und Schweißgeschwindigkeit können individuell bestimmt werden. Der Twin-Prozess erweist sich laut Dinse als optimal für jegliche Art von Schweißnahtformen wie z. B. Überlapp- und Kehlnähte sowie Stumpfstöße. Schweißfehler lassen sich durch die richtige Positionierung des Twin-Brenners und durch unterschiedliche Drahtfördergeschwindigkeiten vermeiden.
Ob Fülldraht oder Massivdraht, gleich welche Drahtstärke: Beim Twin-Doppeldraht-Verfahren können Material- und Energieeintrag ganz nach Bedarf gesteuert werden. Die Bedienung des Systems ist denkbar unkompliziert, denn beide Drahtelektroden haben ständig das gleiche elektrische Potenzial. Parameter lassen sich dadurch einfach einstellen. Im Gegensatz zum Tandem-Schweißen müssen die Potenziale nicht aufeinander abgestimmt werden.
Die schlanke, im Vergleich zum Tandembrenner bis zu 50 % kleinere Bauform der Gasdüse entspricht der Größe eines Eindrahtbrenners und bringt damit eine verbesserte Bauteilzugänglichkeit und vielseitige Möglichkeiten, den Brenner zu positionieren, mit sich. Die Abschmelzleistung beträgt bei der Verwendung von Massivdraht (ø 1,0 mm) bis zu 12,7 kg/h. Der maximierte Materialeintrag sichert eine zuverlässig starke Produktionsleistung und hohe Spaltüberbrückbarkeit. Damit eignet sich der Twin-rozess besonders für den schweren Stahlbau wie z. B. Behälter-, Schiff-, Brücken- und Landmaschinenbau.
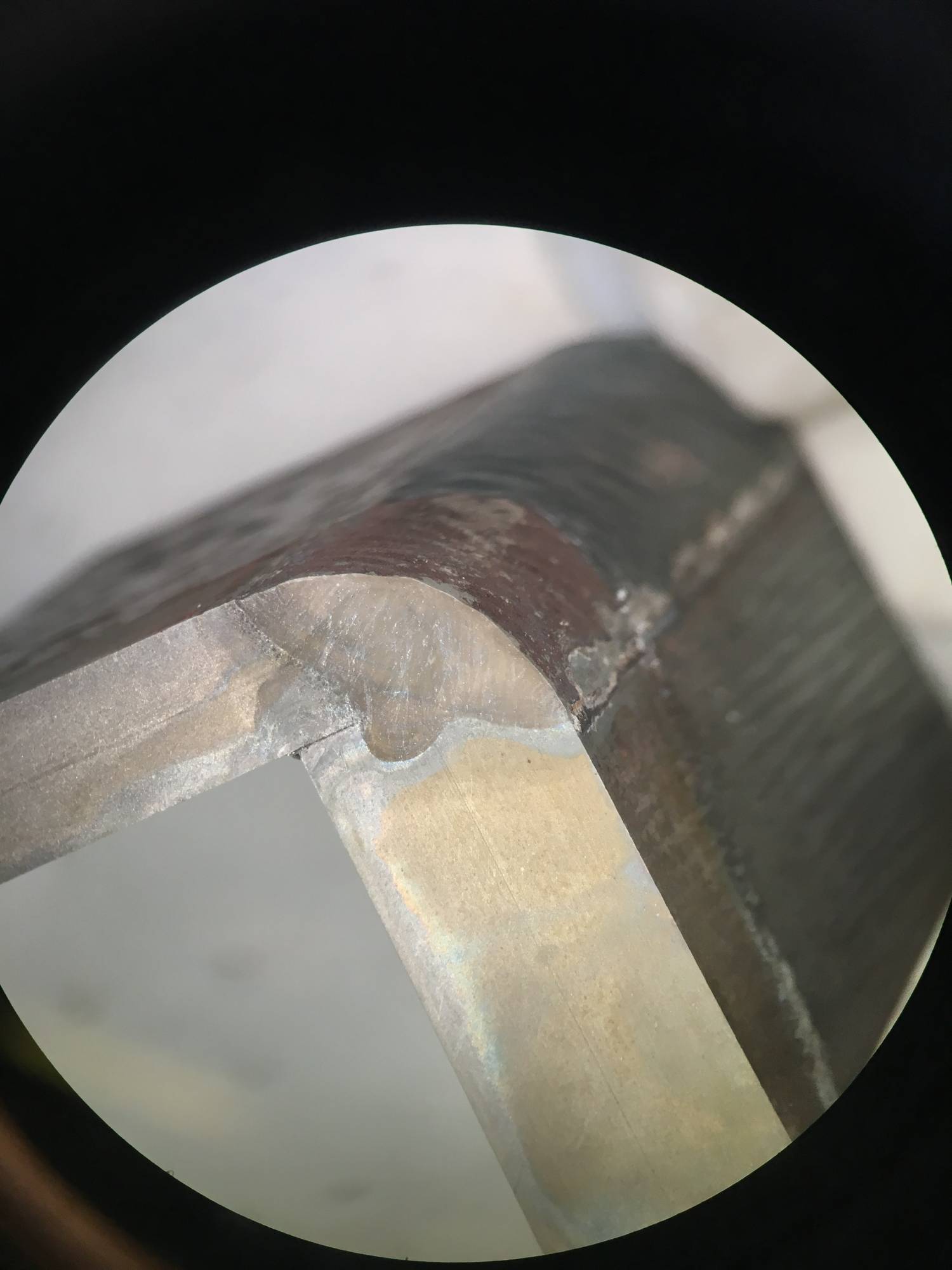
TWIN Ecknaht: Baustahl S 235, Blechdicke 10 mm + 6 mm, Zusatzwerkstoff G4Si1, Drahtelektrode ø 2 x 1,0 mm, Schutzgas 8 % CO², 92 % Argon, Stromstärke 550 A, Spannung 30 V, Schweißgeschwindigkeit 18 mm/sec PA
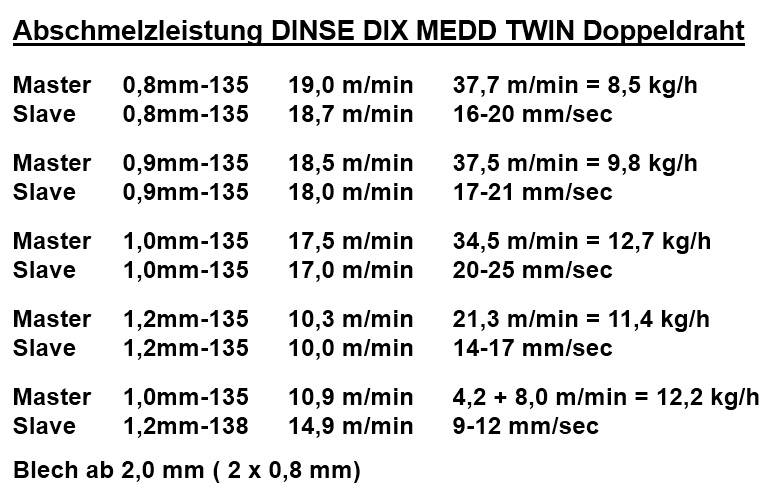
Abschmelzleistung mit Dinse TWIN Prozess bei verschiedenen Drahtdurchmessern: Master/Slave = Abschmelzreihenfolge der Drähte (1. Draht: Master, 2. Draht: Slave)
Tests belegen höhere Schweißgeschwindigkeit
Die signifikante Steigerung der Schweißgeschwindigkeit gegenüber dem Eindraht-Prozess wurde im Rahmen diverser Testreihen von Dinse gemessen. Beim Ecknaht-Schweißen von 8 mm Baustahl (Baustahl S235) kann gegenüber dem Eindraht-Verfahren die dreifache Geschwindigkeit verzeichnet werden. In einer Minute lassen sich 120 cm statt vorher 40 cm Strecke schweißen. Beim Kehlnaht Schweißen verdoppelt sich die Schweißgeschwindigkeit (Baustahl S235 mit geeignetem Zusatzwerkstoff, Ø 1,0 mm).
Aber damit nicht genug: Bei doppelter Schweißgeschwindigkeit halbiert sich die Streckenenergie, also die eingebrachte Energie je Zentimeter Schweißnaht. Das bedeutet weniger Wärme im Bauteil und damit weniger Verzug und weniger Nacharbeit. Das System ist absolut flexibel und unkompliziert. Ohne einen Wechsel des Brenners vorzunehmen, kann je nach Prozessbedarf mit einem Draht oder mit zwei Drähten geschweißt werden. Im Einzeldraht-Modus können die Sonderprozesse Puls, RMT (Rapid MAG Technology) und CMA (Cold Metal Arc) der DIX PI 600 genutzt werden. In einem zweiten Schritt kann dann für höhere Abschmelzleistung und schnellere Schweißgeschwindigkeit auf den Twin-Prozess umgeschaltet werden. Durch ein detailliertes Schweißdaten-Monitoring ist es möglich, den Schweißprozess in Echtzeit vom Rechner aus zu überwachen.
Teilen: · · Zur Merkliste