anwenderreportage
Weld-Tec CB-Matic: Flexibel Schweißen im Dreigespann
Ebner setzt auf Mehrzweckschweißanlage mit Plasmastichloch-, WIG- und MIG/MAG-Verfahren: Ebner Industrieofenbau gehört weltweit zu den führenden Herstellern von Wärmebehandlungsanlagen für die Stahl-, Aluminium und Buntmetallindustrie. Um beim Schweißen von großen Schutzhauben für Industrieöfen wieder am neuesten Stand der Technik zu sein, investierten die Oberösterreicher in eine Mehrzweckschweißanlage von Oerlikon Schweißtechnik, in Österreich vertreten durch Weld-tec. Mit dem neuen Automatenträger CB-Matic LM 52 x 43, der neben einem Bikathoden-Plasma+WIG-Schweißbrenner über eine MIG/MAG-Einheit verfügt, konnte bei Ebner die Produktivität deutlich erhöht werden. Aufgrund der hohen Flexibilität der Turmanlage werden nun zudem auch andere Komponenten, die vorher handgeschweißt wurden, erheblich schneller und in höherer Qualität teilautomatisiert geschweißt. Autor: Ing. Norbert Novotny / x-technik

Ebner baut Industrieöfen für die Stahl-, Aluminium- und Buntmetallindustrie.

Franz Haubner
Vizepräsident Fertigung bei Ebner
„Mit dem Automatenträger von Oerlikon Schweißtechnik haben wir nun eine flexible und sehr universell einsetzbare Anlagenlösung, auf der wir nicht nur die Rundnähte unserer Schutzhauben und Zylinder schweißen, sondern auch Teile für die Brennerfertigung oder Muffen für Turmöfen teilautomatisiert bearbeiten, die wir vorher per Hand oder mittels kleiner Traktoren geschweißt haben. Damit konnten wir die Fertigungszeit dieser Teile nochmals deutlich senken.“
Eigentümergeführt seit Generationen hat sich das Familienunternehmen Ebner zum global präsenten Wärmebehandlungsspezialisten entwickelt. Neben der Firmenzentrale in Leonding (OÖ) mit 650 Mitarbeitern dokumentieren noch zwei weitere Produktionsstandorte in China und den USA das kontinuierliche und nachhaltige Wachstum des Unternehmens. „Unsere Kunden aus der Stahl-, Aluminium und Buntmetallindustrie setzen unsere Industrieöfen ein, um ihr Material einer metallurgischen Nachbehandlung bzw. Veredelung zu unterziehen und es so für die entsprechende Weiterverarbeitung zu optimieren“, erklärt DI (FH) Andreas Baier, Einkaufsmanager bei Ebner.
Die Ebner Spitzentechnologie ist das Resultat kontinuierlicher, umfangreicher Versuche, die am oberösterreichischen Stammsitz von den Technologen der F&E-Abteilung durchgeführt werden. „Darüber hinaus bietet unser Labor auch die Möglichkeit, gemeinsam mit unseren Kunden bereits im Projektstadium Testglühungen mit Produktionschargen durchzuführen und demnach aktiv an der jeweils individuell optimalen Anlagengestaltung mitzuarbeiten“, so Baier. Als Technologieführer heißt dies für Ebner, kontinuierlich neue Standards zu setzen, wenn es um Themen wie Wirtschaftlichkeit, Effizienz, Qualität und Sicherheit geht.

Auf der Anlage werden die Rundnähte von Ofen-Schutzhauben bis zu einem Durchmesser von fünf Metern geschweißt.

Ing. Christian Schurian
Geschäftsführer der Weld-Tec GmbH
„Dank der Bikathoden-Plasma/WIG-Konfiguration sowie einer zusätzlichen MIG/MAG-Einheit ist die Anlage sehr universell einsetzbar. Das Plasma + WIG Verfahren wurde speziell für die Fertigung von Behältern von über vier Meter Länge und das Schweißen von Rundnähten bei Teiledurchmessern von über zwei Metern entwickelt. Das System arbeitet dabei mit zwei Brennern in Tandem-Position und erzielt eine Produktivitätssteigerung von bis zu 50 Prozent im Vergleich zu einer Plasma-Anlage mit einem Brenner.“
Anlage universeller nutzbar
Um diesen eigenen hohen Ansprüchen zu genügen, strebt man auch in der Fertigung der einzelnen Komponenten nach größtmöglicher Präzision und Qualität. Unter anderem steht bei Ebner das Schweißen meterhoher Schutzhauben an der Tagesordnung. Um in diesem Bereich wieder am neuesten Stand der Technik zu sein und über absolute Produktionssicherheit zu verfügen, schickten die Leondinger die dafür eingesetzte Schweißanlage nach 25 Jahren Einsatz in den wohlverdienten Ruhestand und investierten Ende letzten Jahres in eine neue Mehrzweckschweißanlage von Oerlikon Schweißtechnik.
Eine Anforderung war, die neue Anlage universeller nutzen zu können und so neben Schutzhauben und Zylindern auch andere Komponenten darauf schweißen zu können. „Aus den vier verbliebenen Anbietern hat sich letztendlich Oerlikon Schweißtechnik mit dem für uns am besten gelösten Konzept und Layout der Anlage klar durchgesetzt“, erinnert sich Franz Haubner, Vizepräsident Fertigung bei Ebner, der fortfährt: „Nach einem Referenzbesuch waren wir überzeugt, dass wir unsere gewünschte Produktpallette darauf schweißen können.“

Maschinenbediener Alfons Sommer kann den Schweißprozess über Kameras genauestens beobachten sowie notwendige Korrekturen sehr bedienerfreundlich vornehmen.


Infos zum Anwender
Ebner Industrieofenbau ist spezialisiert auf Forschung, Entwicklung, Produktion, Montage und Inbetriebnahme von Wärmebehandlungsanlagen für die Stahl-, Aluminium- und Buntmetallindustrie. Als Vordenker in Sachen Umweltverträglichkeit und Energieeffizienz geht das global agierende Familienunternehmen auch mit zukunftsweisenden Konzepten im Bereich moderner Brennertechnologie neue Wege.
Automatenträger mit Plasma, WIG und MIG/MAG
Bei der Anlage handelt es sich um einen Oerlikon-Automatenträger CB-Matic LM 52 x 43 mit einer Bikathoden-Plasma+WIG-Konfiguration, die über jeweils einen Plasma- sowie WIG-Schweißkopf verfügt. Auf der anderen Seite des Auslegers befindet sich zudem eine MIG/MAG-Schweißeinheit.
Verfahrbar auf Schienen ist die Anlage in der Lage, Baulängen bis zu 24 Meter Länge und Teiledurchmesser bis zu fünf Meter zu bearbeiten. „Dafür wurden die Schienen mittels Laser genauestens ausnivelliert. Außerdem hat man penibel darauf geachtet, dass auch die Stoßstellen sauber verarbeitet werden, um ein ruckfreies Verfahren des Trägers und somit absolute Präzision über den gesamten Arbeitsbereich zu gewährleisten“, erläutert Haubner.
Parallel zur Trägerlaufbahn befinden sich zwei frei bewegbare Rollenböcke, auf denen die zu schweißenden Teile eingespannt werden. „Während die Anlage auf dem einen Rollenbock schweißt, können wir auf dem zweiten bereits Teile vorbereiten bzw. entladen“, beschreibt Haubner das System. Da am vorderen Teil der Anlage noch weitere Schienen – um 90 Grad versetzt – eingelassen wurden, können die Rollenböcke zusätzlich noch anderweitig positioniert werden. „Dank des flexiblen Schwenkarms schweißen wir so auch Teile mit bis zu 30 Meter Länge“, fährt er fort.
Doch dem nicht genug: Denn am anderen Ende der Anlage wurde darüber hinaus ein Dreh/-Kipptisch installiert, auf dem beispielsweise auch Brennerteile geschweißt werden. „Wir haben nun eine flexible und sehr universell einsetzbare Anlagenlösung, auf der wir nicht nur mehr die Rundnähte unserer Schutzhauben und Zylinder schweißen, sondern auch Teile für die Brennerfertigung oder Muffen für Turmöfen teilautomatisiert bearbeiten, die wir vorher per Hand oder mittels kleiner Traktoren geschweißt haben. Damit konnten wir die Fertigungszeit dieser Teile nochmals deutlich senken“, zeigt sich Haubner zufrieden.
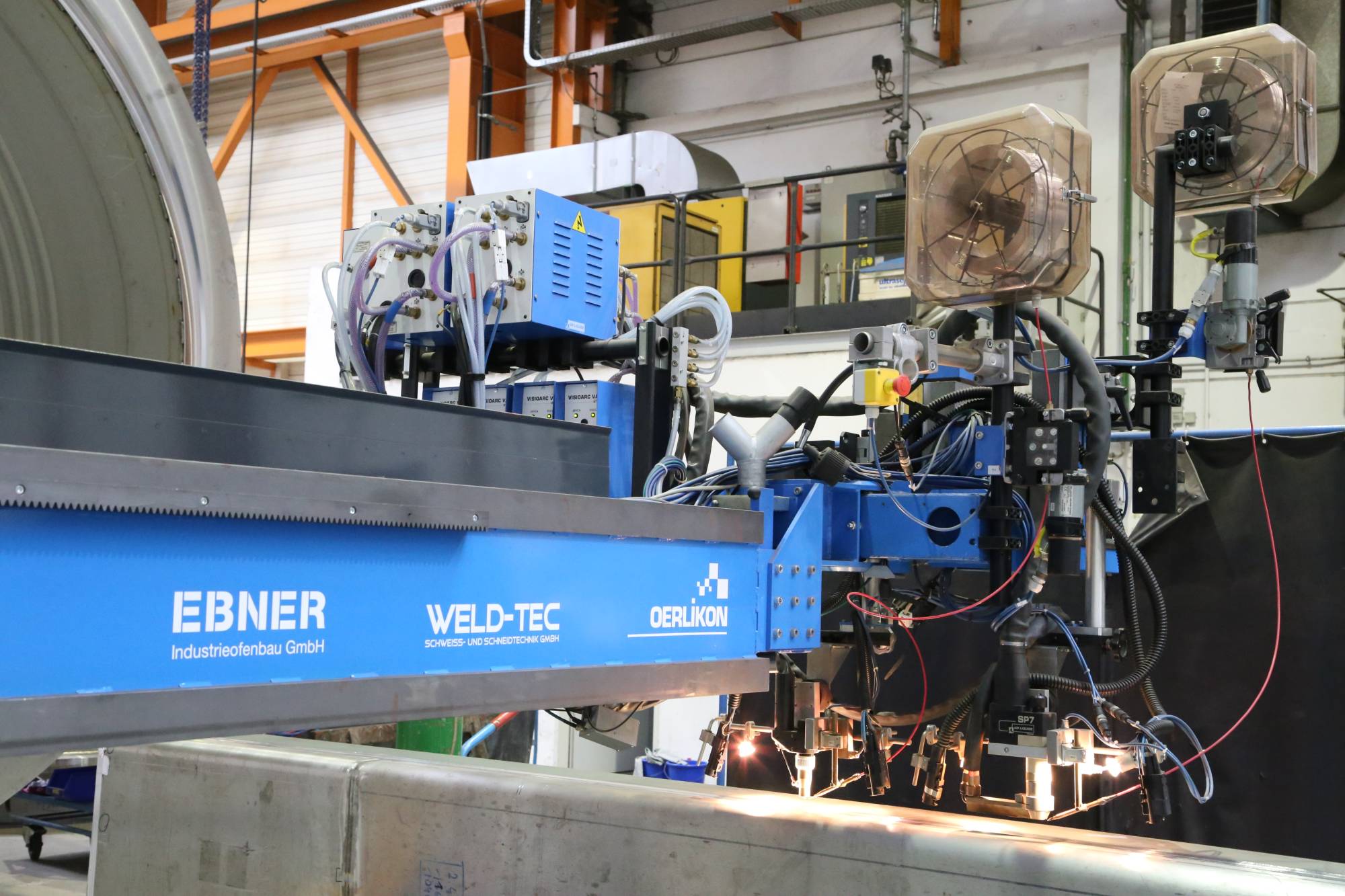
Perfektes Zusammenspiel in Tandem-Position. Der Plasma-Brenner SP7 sorgt dank der Key-Hole Technologie für die Durchdringung beim Material. Der WIG-Brenner MEC4 gewährleistet eine perfekte Nahtoberfläche.
Schweißen im Tandem
Herausragend für Franz Haubner ist das perfekte Zusammenspiel von Plasma- und WIG-Brenner bei größeren Teiledurchmessern und dickeren Wandstärken über 6 mm. Das Plasma + WIG System wurde speziell für die Fertigung von Teilen von über 4 m Länge und für Rundnähte bei Durchmessern über 2 m entwickelt. Dabei arbeitet das Verfahren mit zwei Brennern in Tandem-Position. „Der Plasma-Brenner SP7 sorgt dank der Key-Hole Technologie (Plasmastichlochtechnik) mit 100 % Einbrand für die Durchdringung beim Material. Der WIG-Brenner MEC4 mit Zusatzwerkstoff, elektromechanischer Pendelung und Gasschleppschuh gewährleistet eine perfekte Nahtoberfläche sogar ohne Nachbearbeitung“, geht Frank Heinrichsmeier, Business Developer Automation bei Oerlikon Schweißtechnik, ins Detail. „Wir ersparen uns dadurch bei großen Durchmessern und stärkeren Wanddicken eine zusätzliche Rundnaht- bzw. Längsnahtschweißung und sind bereits nach einem Durchgang fertig. Die Röntgenprüfungen bestätigen eine absolut hundertprozentige Fehlerfreiheit der Schweißnaht“, bestätigt Haubner aus der Praxis.

Aufgrund der hohen Flexibilität der neuen Mehrzweckschweißanlage werden neben großen Schutzhauben und Zylindern für Industrieöfen nun auch andere Komponenten erheblich schneller und in höherer Qualität geschweißt.

Mit der neuen Anlage konnte bei Ebner die Produktivität deutlich erhöht werden.
Schweißprozess unter Beobachtung
„Der Plasmastichloch-Lichtbogen dringt hochkonzentriert und sehr tief in das Material ein, sodass man im i-Stoß bis zu einer Blechstärke von 10 mm einlagig schweißen kann“, ergänzt Heinrichsmeier. Für eine derart hohe Qualität der Schweißnaht sorgt eine hochpräzise CNC-Steuerung des Schweißprozesses, mit der der Maschinenbediener am Bedienpult sämtliche Schweißachsen ansteuern bzw. Parameter direkt regeln kann.
„Dank der präzisen Brennerhöhen- und -seitensteuerung für die exakte Einstellung des Lichtbogens werden Differenzen einfach ausgeglichen. Eine digitale Gasregelung sorgt für eine exakte und gleichbleibende Durchflussmenge“, bemerkt Ing. Christian Schurian, Geschäftsführer der Weld-Tec GmbH. Zudem weist er darauf hin, dass der Bediener auf insgesamt acht Kameras (Plasma/WIG-Prozess: 4, Wurzel: 1, Umgebung: 1, MIG/MAG-Prozess: 2) zurückgreifen kann, mit denen er im Einrichtbetrieb den Brenner positioniert und anschließend den kompletten Schweißprozess beobachtet und gegebenenfalls nachsteuert. Um noch mehr Bedienkomfort zu bieten, steht dem Bediener zusätzlich eine schnurlose Fernsteuerung zur Verfügung. „Die Bediener können den Prozess über Bildschirme sehr genau beobachten sowie notwendige Korrekturen sehr bedienerfreundlich vornehmen. Die Erfahrungen der Bediener mit dem neuen System sind durchwegs positiv“, so Haubner.
Positives zu berichten gibt es auch in puncto Brenner-Standzeiten. „Sowohl die Plasmadüsen als auch Wolframnadeln halten im Vergleich zur alten Anlage doppelt so lange“, unterstreicht Haubner.


Erfolgreiche Zusammenarbeit (v.l.n.r.): Christian Schurian (Weld-tec), Andras Baier, Franz Haubner, Alfons Sommer (alle Ebner) und Frank Heinrichsmeier (Oerlikon Schweißtechnik)

Auf dem Dreh/-Kipptisch der Anlage werden Brennerteile WIG-geschweißt.
Alle Anforderungen erfüllt
„Es war ein sehr umfangreiches Pflichtenheft. Die Spezialisten von Oerlikon und Weld-tec haben es aber geschafft, eine sehr wirtschaftliche, individuell angepasste Mehrzweckschweißanlage zu entwickeln, die all unsere Anforderungen erfüllt“, resümiert Baier. Da man bei Ebner mit dem Endergebnis dieses Projektes hochzufrieden war, ersetzt man noch in diesem Jahr eine weitere, in die Jahre gekommene Anlage durch eine Oerlikon-Spannbank, ebenfalls mit Plasmastichlochtechnik.
Teilen: · · Zur Merkliste