Fronius CMT Twin: Fronius - Mehr Kontrolle beim Tandemschweißen
Das gleichzeitige Schweißen mit mehreren Elektroden hat sich seit geraumer Zeit als wirtschaftliche Hochleistungsschweißmethode bewährt. Allerdings hat sich in der Praxis gezeigt, dass die Identifikation der richtigen Parameter den Anwender vor Probleme stellt. Die Ursache liegt in der Komplexität der bisher verfügbaren Schweißsysteme bzw. –verfahren. Das neue Tandemverfahren CMT Twin von Fronius schafft hier Abhilfe. Der Schweißprozess arbeitet schon vom Start weg wesentlich kontrollierter und vom Hersteller bereitgestellte Kennlinien für verschiedene Schweißaufgaben erleichtern die Arbeit. Damit lassen sich beim Tandemverfahren bessere Schweißergebnisse erzielen und auch dünne Bleche effizient schweißen.

Das Tandemschweißsystem CMT Twin von Fronius mit zwei unabhängig voneinander arbeitenden digitalen Stromquellen.
Autor: DI Franz Joachim Roßmann, freier Redakteur
Die Steigerung der Wirtschaftlichkeit steht seit jeher bei der Entwicklung neuer Schweißverfahren im Vordergrund – mit besonderem Augenmerk auf Verkürzung der Schweißzeiten bzw. Minimierung der Nach- und Richtarbeit. Neben Eindrahtverfahren mit höherer Abschmelzleistung – wie dem Unterpulver- (UP) oder dem Elektroschlackeschweißen – wurden insbesondere Systeme für das gleichzeitige Schweißen mit mehreren Elektroden entwickelt.
Dabei wird zwischen Doppeldraht- und Tandemschweißverfahren unterschieden. Ihr größter Vorteil liegt in der wesentlich höheren Abschmelzleistung und Schweißgeschwindigkeit sowie dem niedrigeren Wärmeeintrag. Schweißen mit zwei Drähten in einem gemeinsamen Schmelzbad hat zudem den Vorteil, dass das Schmelzbad größer ist und später erstarrt. Ferner kann bei Zweidrahtverfahren durch Drehen des Schweißbrenners in Querrichtung die Spaltüberbrückbarkeit erhöht und für ein breites Ausfließen der Decklage ohne Pendeln gesorgt werden.
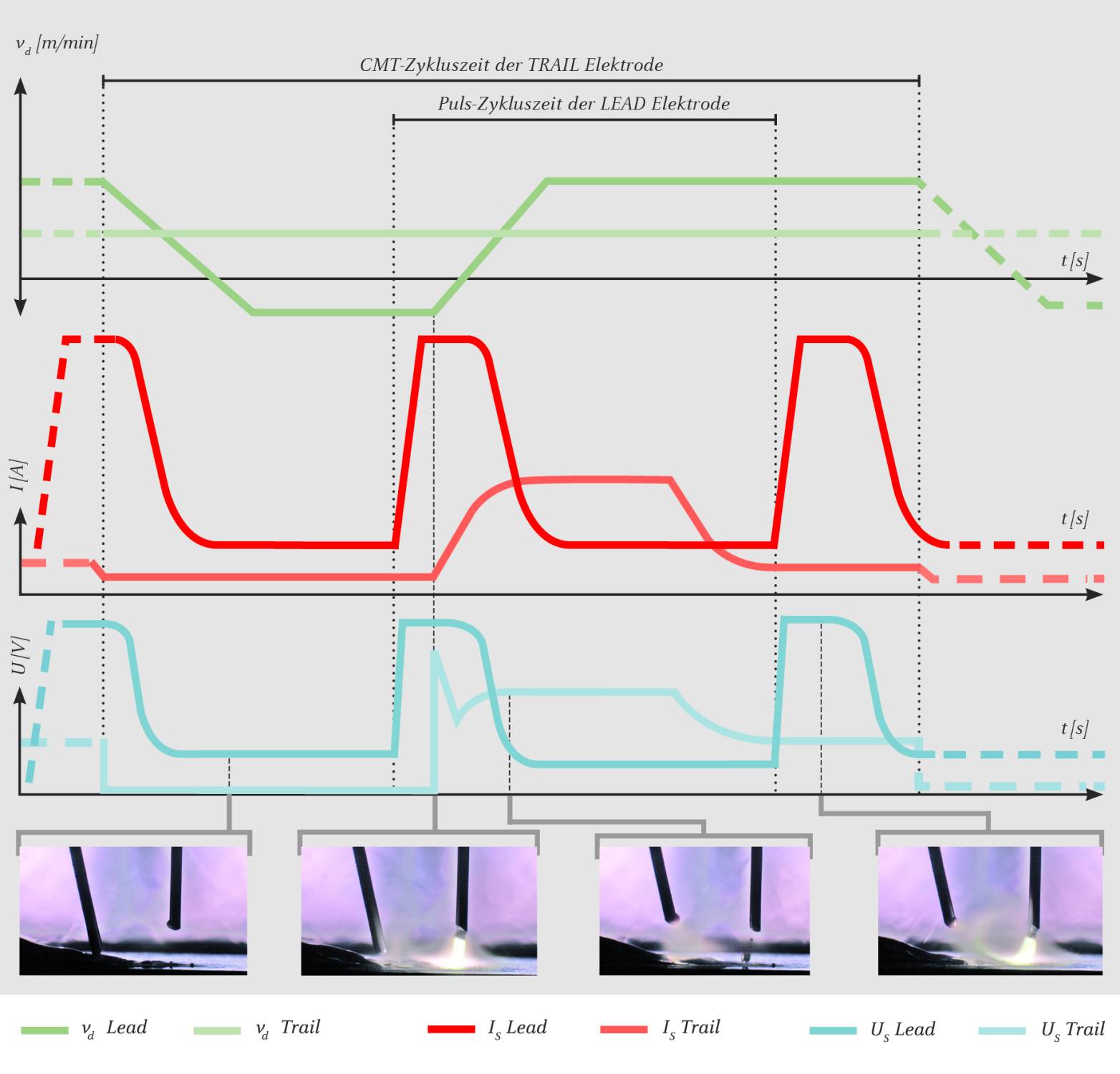
CMT-Twin-Prozessablauf bei einer Kombination aus Impuls- (Lead) und CMT-Prozess (Trail).
Doppeldrahtschweißen
Beim Doppel- oder Paralleldrahtschweißen werden zwei Drahtelektroden mit einem gemeinsamen Brenner abgeschmolzen, bei dem die beiden Drähte auf gleichem Potential liegen. Je nach Leistungsbedarf wird mit einer gemeinsamen oder zwei Schweißquellen gearbeitet. Eine getrennte Regelung der Schweißprozesse ist aber in beiden Fällen nicht möglich, weil nur die gemeinsame Spannung als Regelgröße zur Verfügung steht. Die beiden Elektroden werden daher nur mit (annähernd) identischer Vorschubgeschwindigkeit abgeschmolzen. Diese hohe Abschmelzmenge wird jedoch nicht in allen Schweißanwendungen benötigt – wie z. B. bei einer Überlappnaht mit kleinem Nahtquerschnitt. Darüber hinaus kann der trotz höherer Schweißgeschwindigkeit immer noch hohe Wärmeeintrag die Arbeit erschweren.
Aber auch die hohe Schweißgeschwindigkeit selbst kann zu Problemen wie Kerben führen. Um diese zu vermeiden, müssen die Lichtbögen möglichst kurz eingestellt werden. Einerseits lassen sich jedoch Kurzlichtbögen beim Doppeldrahtschweißen nicht kontrollieren und können daher nicht zum Einsatz kommen. Andererseits nehmen mit zunehmender Lichtbogenlänge aber auch die Interferenzen zu. Negative Effekte wie Spritzer und Prozessunterbrechungen sind so beim Doppeldrahtschweißen kaum zu vermeiden. Hier ist das Tandemschweißen in vielen Fällen die bessere Alternative.
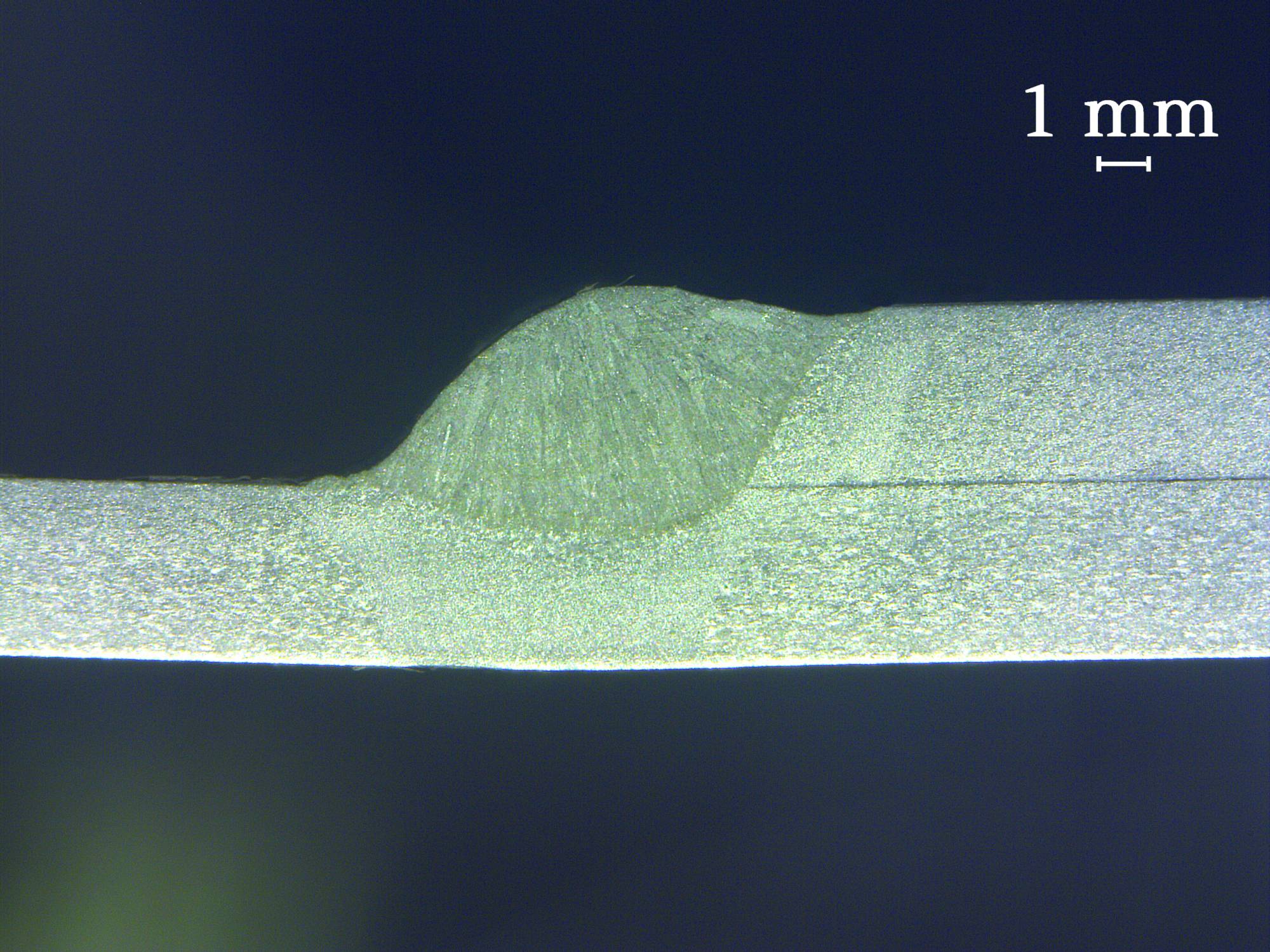
Mit CMT Twin kann eine Kehlnaht am Überlappstoß zweier 2-mm-Stahlbleche mit bis zu 4 m/min geschweißt werden.
Tandemschweißen
Im Unterschied zum Doppeldrahtschweißen werden beim Tandemschweißen immer zwei voneinander isolierte Stromquellen und ein Brenner mit isolierter Stromführung verwendet. Dadurch lassen sich in einem System alle gängigen Lichtbogenvarianten (Kurz-, Sprüh-, Pulslichtbogen) kombinieren. Die jeweilige Lichtbogenspannung kann dabei separat gemessen und als Regelgröße herangezogen werden.
Um die größtmögliche Stabilität zu gewinnen, werden beim fortschrittlichen Tandemschweißverfahren TimeTwin von Fronius die beiden Lichtbögen beim Impulsschweißen zueinander mit einem Phasenversatz von 180° synchronisiert. Eine Spreizung der Vorschubgeschwindigkeit ist dabei möglich, allerdings sind ihr vergleichsweise enge Grenzen gesetzt. Durch die Phasenverschiebung bleibt das Schmelzbad bei TimeTwin ruhiger – es treten weniger Spritzer als beim Zweidrahtschweißen oder konventionellem Tandemschweißen auf und die Lichtbögen sind stabiler. Generell zeichnen sich Tandemprozesse im Vergleich zu Doppeldrahtprozessen durch eine geringere Wärmeeinbringung aus.
Bei einigen Schweißaufgaben kann aber selbst dieser reduzierte Wärmeeintrag zum Problem werden, wie das Beispiel Kehlnaht zeigt: Wird das Schmelzbad zu flüssig, sackt die Naht bei größeren Nahtquerschnitten in Schweißposition PB oder Zwangslagen ab. Darüber hinaus leidet bei diesen Schweißpositionen die Prozessstabilität. In diesen Fällen wird ein Verfahren mit stabilerem Prozess benötigt, bei dem die Wärmeeinbringung noch geringer ist und präzise eingestellt werden kann.
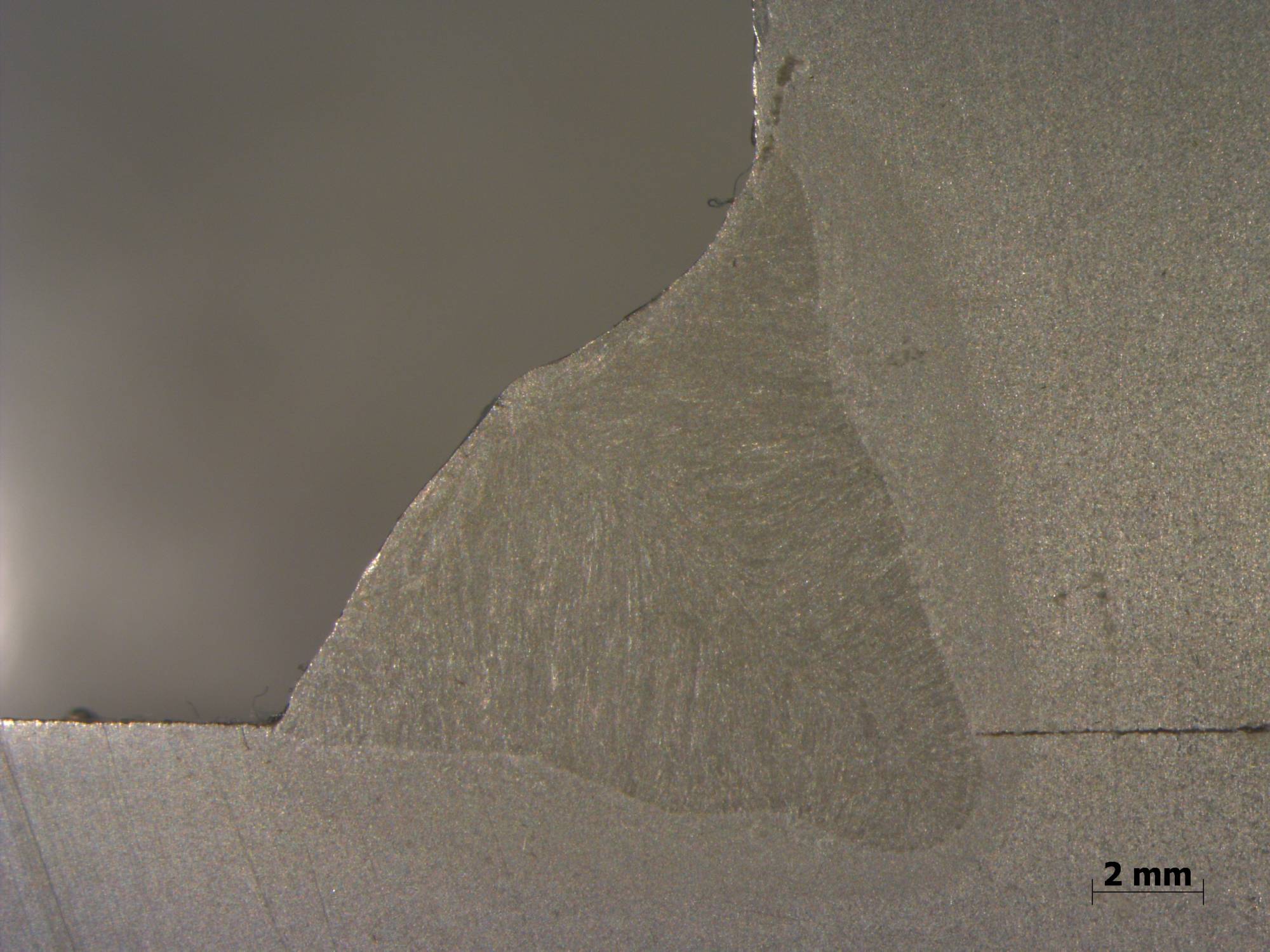
Mit CMT Twin gelingen selbst a6-Kehlnähte in PB-Position wie aus dem Lehrbuch.
CMT Twin – Für mehr Flexibilität und Kontrolle beim Tandemschweißen
Für Anwendungen, bei denen eine höhere Prozessstabilität und lückenlose Kontrolle des Schweißprozesses über den gesamten Leistungsbereich hinweg gefragt ist, hat Fronius CMT Twin entwickelt. Das Schweißsystem ist mit zwei digitalen Stromquellen ausgestattet, die komplett unabhängig voneinander arbeiten. Die Schweißprozesse lassen sich daher ganz individuell an die jeweiligen Anwendungsanforderungen anpassen und die Drahtvorschübe innerhalb der physikalischen Grenzen frei wählen. Damit ist eine große Spreizung der Vorschubgeschwindigkeiten möglich. Zudem lassen sich unterschiedliche Schweißverfahren nutzen.
Die neue Zweidrahtlösung erlaubt es Anwendern, zwei Cold-Metal-Transfer-Prozesse (CMT) oder eine Kombination aus einem MSG-Pulsschweißprozess (Lead) und einem CMT-Prozess (Trail) in einem System zu nutzen. Kennzeichnend für das CMT-Verfahren ist, dass die Elektrode kontrolliert während des Schweißvorgangs hin und her bewegt wird. Der Kurzschluss (die Elektrode berührt das Schmelzbad) leitet dabei die Umkehrbewegung der Elektrode ein. Nachdem eine definierte Lichtbogenbrenndauer erreicht ist, wird der Draht wieder in Richtung Werkstück transportiert. Die Ablösung des Tropfens erfolgt damit – anders als beim Puls- oder Sprühlichtbogen – kontrolliert während des Kurzschlusses. Die Lichtbogenlänge unterliegt beim CMT zudem kaum Schwankungen, da der Draht unabhängig vom aktuellen Stickout ein definiertes Stück zurückgezogen wird.
Der Wärmeeintrag ist im Vergleich zu einem konventionellen Kurzlichtbogen wesentlich geringer, da der Kurzschlussaufbruch anders als beim konventionellen Kurzlichtbogen nicht unter hohem Stromfluss, sondern durch das Zurückziehen des Drahtes bei geringer Stromstärke erfolgt. Durch diese kontrollierte Abgabe des Tropfens in das Schmelzbad treten kaum Spritzer auf und der Prozess ist gegenüber konventionellen (Puls-) Lichtbogenverfahren nochmals stabiler.
Diese positiven Eigenschaften lassen sich bei CMT Twin mit den Vorteilen eines MSG-Pulsschweißprozesses kombinieren: Mit der ersten Drahtelektrode (Lead-Elektrode) kann so mit einem Impulslichtbogen bzw. einem hohen Schweißstrom ein großer Einbrand erreicht werden. Der nachfolgende Draht (Trail-Elektrode) arbeitet im CMT-Betrieb und füllt die Naht bei Bedarf mit reduziertem Vorschub und Wärmeeintrag.
Da der CMT-Prozess weniger Lichtbogendruck auf das Schmelzbad ausübt und somit das Schmelzbad ruhiger bleibt, wird der Pulsprozess an der Lead-Elektrode weniger gestört und kann somit kürzer und mit höherer Leistung (= hoher Einbrand) gehalten werden. Entsprechend hoch ist die erreichbare Schweißgeschwindigkeit, die beim Schweißen einer Kehlnaht am Überlappstoß zweier 2-mm-Stahlbleche bis zu 4 m/min betragen kann. Auch bei der Spaltüberbrückung zeigt sich CMT Twin wegen des geringeren Wärmeeintrags gegenüber konventionellen Tandemverfahren überlegen.
Welche Prozesskombination für CMT Twin gewählt werden sollte, richtet sich dabei nach den jeweiligen Anforderungen der Schweißaufgabe an Schweißgeschwindigkeit, Abschmelzleistung und Spaltüberbrückung. So empfiehlt sich für Kehlnähte, die in PB- oder Zwangsposition geschweißt werden müssen, eine Kombination aus Impuls- (Lead) und CMT-Prozess (Trail). Damit lassen sich selbst a6-Kehlnähte in Horizontal-Vertikalposition (PB) sicher und wie aus dem Lehrbuch realisieren.
Im Vergleich zu konventionellen Tandemverfahren reduziert sich der Wärmeeintrag – bei sonst gleichen Parametern – bei einer Kombination von Puls und CMT um 10 bis 20 %. Bei einer CMT-CMT-Kombination fällt der Wärmeeintrag noch niedriger aus, sodass vollständig neue Anwendungsbereiche für das Tandemschweißen erschlossen werden können. So lassen sich mit CMT Twin Wurzelnähte in Zwangslagen schweißen, die mit anderen Schweißverfahren nicht oder nicht so wirtschaftlich realisiert werden können. Auch Stumpfnähte können wesentlich effizienter gefügt werden, da das Schmelzbad ruhiger ist und ein hoher Einbrand an der Lead-Elektrode die Gefahr von Bindefehlern reduziert und damit der Öffnungswinkel kleiner gewählt werden kann.

CMT Twin eröffnet vollständig neue Einsatzgebiete für das Tandemschweißen: Das Bild zeigt als Beispiel eine Rohrleitungsnaht, bei der ein 19-mm-Stahlblech in PB-Position in drei Lagen geschweißt wurde – die Wurzellage mit einem reinen CMT-Tandemprozess.
Einfach in der Handhabung
Damit die Schweißnaht schon von Beginn an perfekt gelingt, nimmt bei CMT Twin die Trail-Elektrode nach einem patentierten Verfahren erst ihre Arbeit auf, wenn der Prozess der Lead-Elektrode stabil ist und sie ein entsprechendes Startsignal erhält. Wegen der hohen Prozessstabilität und der geringeren gegenseitigen Beeinflussung konnte Fronius optimierte Kennlinien für Anwendungen vorbereiten. Sie nehmen dem Anwender die Abstimmung der Prozesse ab und erleichtern somit die Identifikation der richtigen Parameter. So bietet der Spezialist für Schweißtechnologie jeweils Kennlinien für das Schweißen mit hoher Geschwindigkeit (Speed), das Fügen dicker Bleche (Heavy Duty) sowie das Wurzel- (Root) oder das Auftragsschweißen mit zwei CMT-Lichtbögen (Cladding). Darüber hinaus stellt Fronius Kennlinien für sehr stabiles und spritzerarmes Schweißen unter reiner C0²-Atmosphäre zur Verfügung. Damit unterscheidet sich CMT Twin deutlich von konventionellen Zweidrahtverfahren, bei denen Schweißen mit dem kostengünstigen Schutzgas Kohlendioxyd zu schlechten Schweißergebnissen führt, oder gar nicht erst möglich ist.
Fazit
CMT Twin vereint folglich die Vorteile von TimeTwin und CMT in einem System. Im Vergleich zu konventionellen Zweidrahtverfahren sind das Prozesssicherheit, Nahtqualität, Spaltüberbrückung, Geschwindigkeit und geringe Nacharbeit. Dank dieser besonderen Eigenschaften liefert CMT Twin bessere Schweißergebnisse als konventionelle Doppeldraht- oder Tandemprozesse. Besonders deutlich wird dies z. B. beim Fügen dünner Bleche mit hoher Geschwindigkeit, ohne dass der Wärmeeintrag das Optimum überschreitet. Für die verschiedenen Prozesskombinationen und Einsatzgebiete stellt Fronius die passenden Kennlinien zur Verfügung. Zudem zeichnet sich CMT Twin durch eine besonders einfache Handhabung aus. Damit ist CMT Twin für den Einsatz in der Automobil- und Zulieferindustrie, im Schiffs- und Maschinenbau sowie im Kraftwerksbau prädestiniert.
Teilen: · · Zur Merkliste