Leistungserweiterung bei CMT
Fronius hat seinen Cold-Metal-Transfer-Schweißprozess (CMT) weiterentwickelt. Ein neuer Algorithmus ermöglicht es, dass der Prozess nun erstmals auch in Einsatzgebieten genutzt werden kann, die bisher gänzlich oder teilweise dem Übergangs- bzw. Impulslichtbogen vorbehalten waren. Neue Kennliniencharakteristiken sorgen dabei für einfache Bedienung und optimale Schweißergebnisse. Bereits ausgelieferte Systeme können ohne Zusatzkosten nachgerüstet werden.
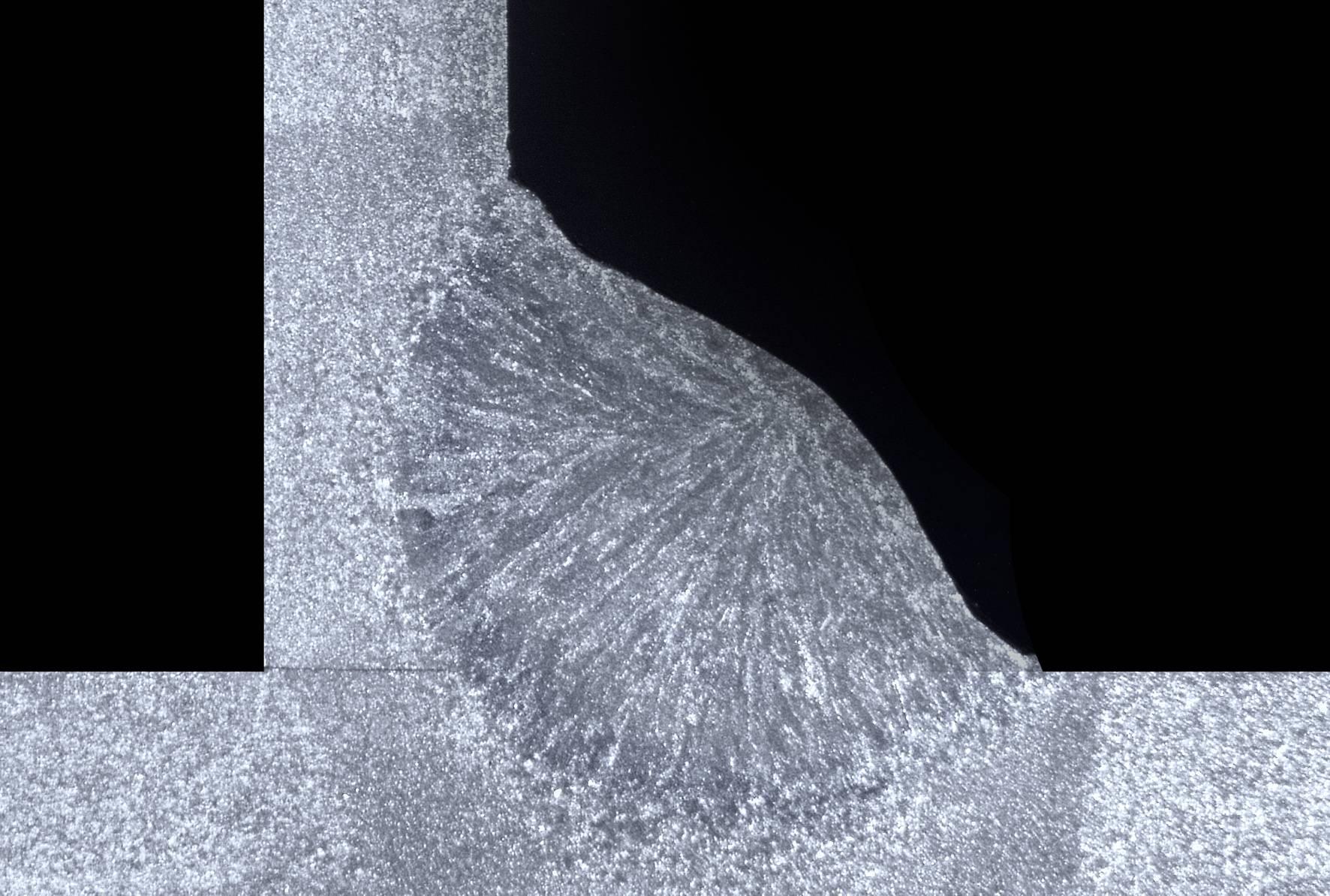
Schliffbild einer mit 10,5 m/min Drahtvorschubgeschwindigkeit geschweißten a3-Kehlnaht mit optimaler Wurzelerfassung (Material S235; Grund- und Stegblech 2,0 mm, Vs: 110 cm/min, I: 270 A, U: 19 V, 1,2-mm-Stahldraht G3Si1 unter Schutzgas M21 18 % CO², 82 % Argon) - Fotos: Fronius International GmbH
Mit dem neuen Algorithmus ist es den Fronius-Entwicklern gelungen, die Frequenz der für den CMT-Prozess charakteristischen Vor- und Zurückbewegung der Drahtelektrode auf bis zu 130 Hz anzuheben. Darüber hinaus haben die Schweißspezialisten auch das Stromprofil der Kennlinien überarbeitet. Dadurch kann die Leistungsgrenze des CMT-Prozesses je nach Zusatzwerkstoff und Drahtdurchmesser um bis zu 40 Prozent angehoben werden.
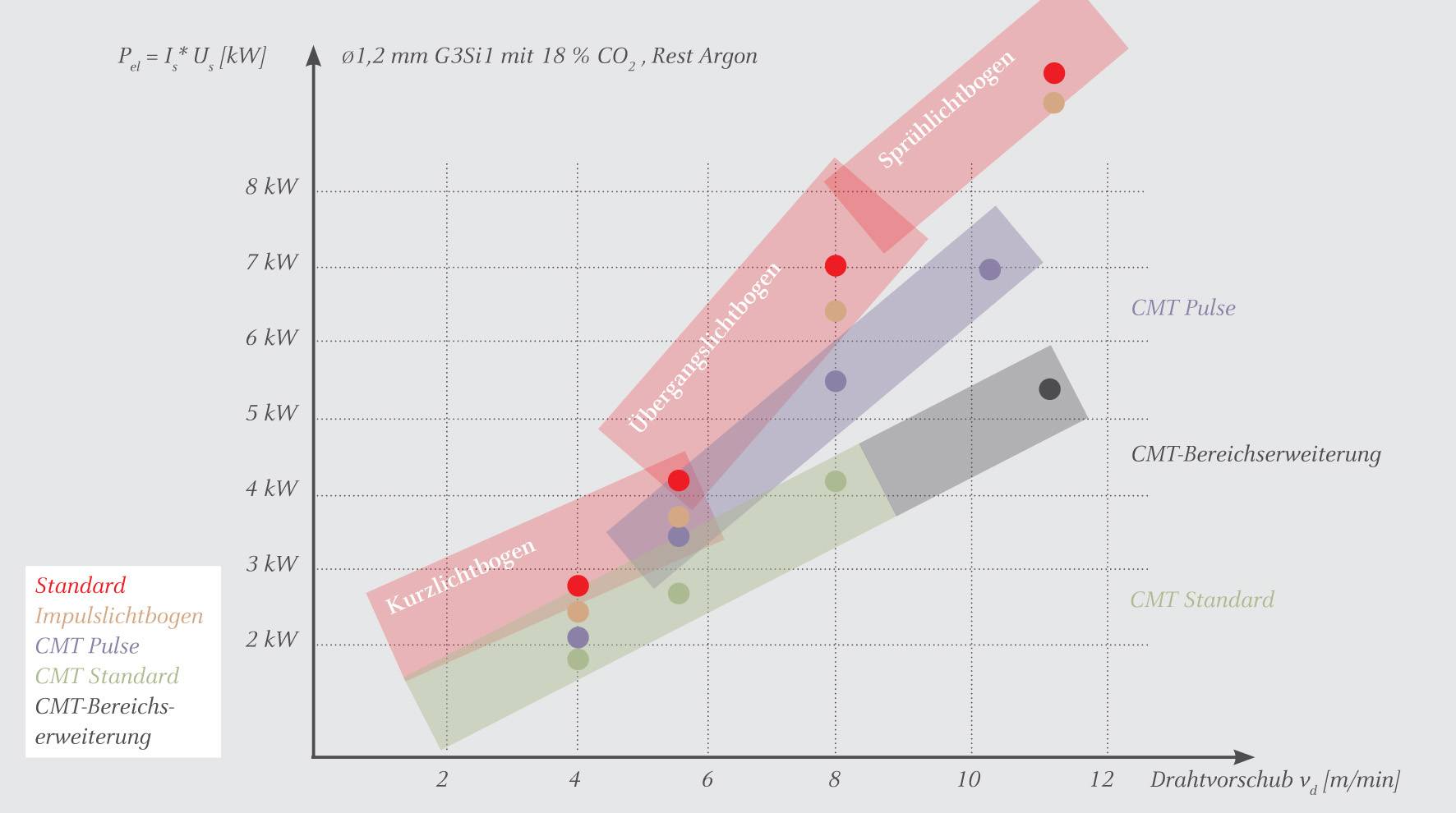
Erweitertes Prozessfenster durch neuen Algorithmus und überarbeitete Stromprofile für einen 1,2-mm-Stahldraht G3Si1 unter 18 % CO².
Zu den neuen Kennliniencharakteristiken gehört ‚Universal‘. Sie wurde für alle Standardanwendungen konzipiert und zeichnet sich durch eine gute Spaltüberbrückbarkeit aus. Für die Anwendungen, bei denen der Einbrand bzw. die Schweißgeschwindigkeit im Vordergrund steht, hat Fronius ‚Dynamic‘ entwickelt. Speziell für das Wurzelschweißen eignet sich die neue Kennliniencharakteristik ‚Root‘, die damit z. B. für den Pipelinebau prädestiniert ist. Mit dem neu definierten Leistungsfeld steht dem CMT-Anwender eine Vielzahl an Kennlinien für diverse Zusatzwerkstoffe und Anwendungsbereiche zur Verfügung.
Die höhere Abschmelzleistung und Energiedichte in der Lichtbogenphase der neuen CMT-Kennlinien vergrößert die Einbrandtiefe und ermöglicht höhere Schweißgeschwindigkeiten bei gewohnter CMT-Prozessstabilität. Dank der höheren Schweißgeschwindigkeit sinkt die Streckenenergie auf ein Niveau, das deutlich unter dem eines Übergangs- bzw. Impulslichtbogens liegt. Damit lassen sich beispielsweise auch Kehlnahtverbindungen bei dickeren Blechen problemlos schweißen.
Teilen: · · Zur Merkliste