anwenderreportage
Anton Paar ist fit für die Zukunft dank smarter Roboterschweißtechnik von Fronius
Fortschritt und Innovation im Dialog mit dem Kunden: Das österreichische Vorzeigeunternehmen Anton Paar fertigt hochpräzise Messgeräte für vielerlei Branchen. Dabei ist es der Anspruch der engagierten Forschungs-, Engineering- und Fertigungsteams, die Grenzen des Machbaren immer weiter zu verschieben. Heute ist die Anton Paar GmbH Weltmarktführer bei Dichte- und Konzentrationsmessung, Rheometrie sowie der Bestimmung von gelöstem CO₂. Da zunehmender Fachkräftemangel und permanent steigende Stückzahlen intelligente Produktionslösungen erfordern, investierte das Unternehmen in eine Fronius-Roboterschweißzelle der neuesten Generation.

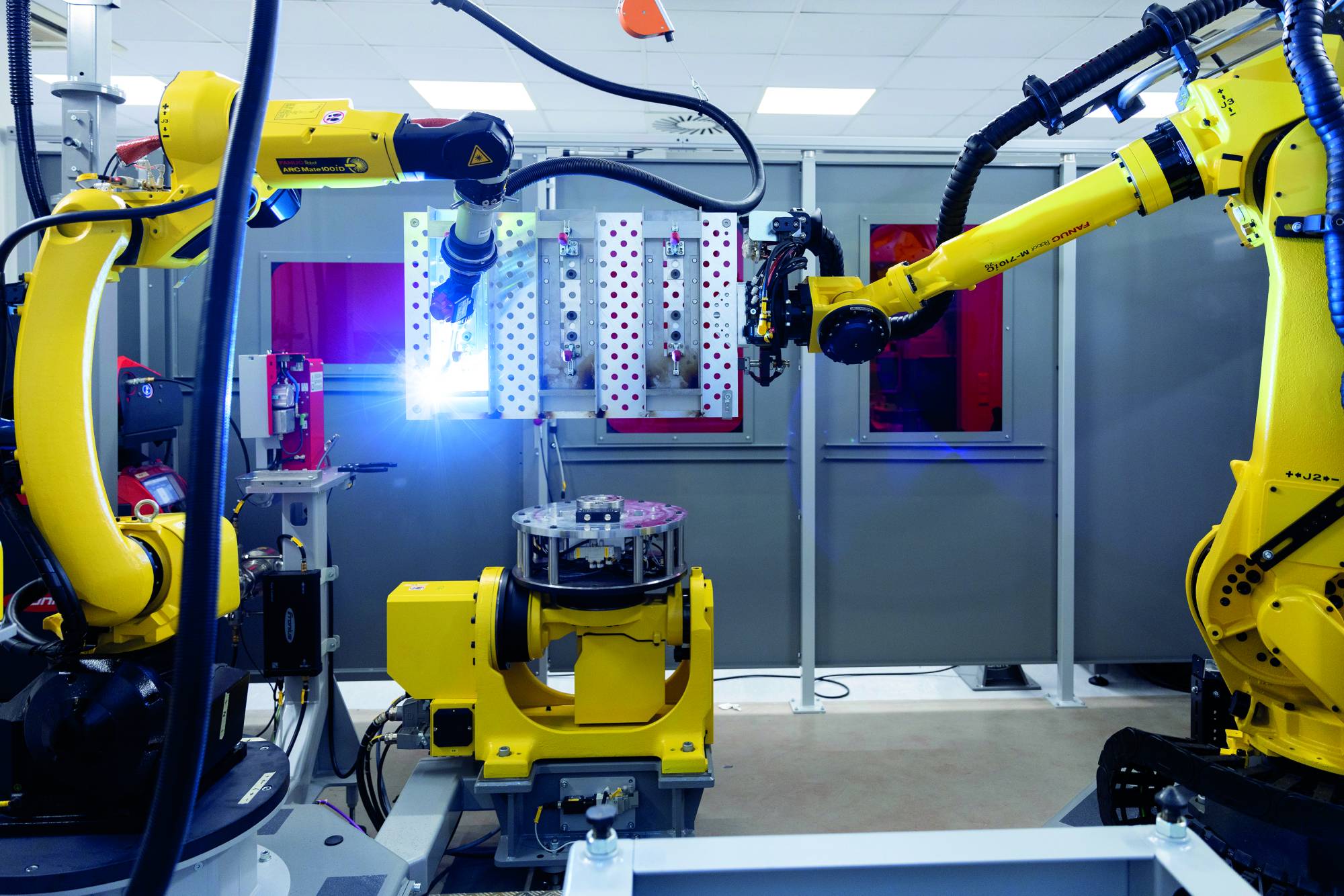
Roboterschweißzelle von Fronius: WIG-Schweißen von sogenannten Hauptträgern, der Handling-Roboter positioniert die Palette mit Bauteilen.
Shortcut
Aufgabenstellung: Automatisierung der Schweißfertigung.
Lösung: Roboterschweißzelle von Fronius.
Nutzen: Maximale Flexibilität und Effizienz; rechtzeitige Erkennung von Fehlerquellen; bis zu 90 % Zeitersparnis; nachhaltiges Weiterentwicklungspotenzial der Anlage; Gewinn an Sicherheit und Gesundheitsschutz.
Bisher wurden sämtliche Komponenten der in Graz produzierten Mess- und Regelgeräte händisch geschweißt. Kleine Losgrößen zwischen 1 und 400 Stück ließen Roboterschweißanlagen unwirtschaftlich erscheinen. Ständige Umsatzzuwächse, der steigende Fachkräftemangel auf dem inländischen Arbeitsmarkt sowie innovative Robotertechnologien – die mittlerweile automatisiertes Schweißen auch bei kleinen Losgrößen wirtschaftlich machen – veranlassten das Hightech-Unternehmen, in eine moderne Roboterschweißanlage zu investieren. Flexibilität auf allen Linien in Kombination mit hoher Wirtschaftlichkeit lautete dabei die Vorgabe: Flexibilität bei Anzahl, Form und Größe der Bauteile, bei deren Positionierung und beim Einsatz unterschiedlicher Schweißverfahren.

Der Handling-Roboter ermöglicht eine vollautomatische Entnahme von Bauteilen und Spannvorrichtungen aus dem Palettenregal.

Dominik Santner
COO von Anton Paar
„Fachkräftemangel und kontinuierlich steigende Stückzahlen erfordern zukunftsorientierte Lösungen in der Produktion. Die neue Roboterschweißzelle ist ein großer Schritt in der Automatisierung unserer Fertigung. Würden wir unsere Prozesssensorik nach wie vor manuell schweißen, hätten wir in den kommenden Jahren enorme Schwierigkeiten, die geplanten Stückzahlen zu erreichen.“
Schweißautonomie und Vielfalt bei Bauteilen
Von Anfang an setzte Anton Paar auf Anlagenautonomie: Einmal gerüstet, sollte das Schweißsystem einen kompletten Auftrag vom Anfang bis zum Ende in einem Zug abwickeln können – zum Beispiel das Schweißen einer Charge unterschiedlicher Objekte wie Schwingergehäuse, Hauptträger oder Gegenkühlungen. Dies sollte völlig selbstständig und ohne Eingreifen von Schweißfachkräften möglich sein.
Unterschiedliche Bauteile in Form, Gewicht und Größe, verschiedene Greif-, Positionierungs- und Ablagemöglichkeiten, die Option, bei einer Komponente zwei verschiedene Schweißverfahren (WIG und MIG/MAG) zum Einsatz zu bringen sowie der bei zylindrischen Körpern notwendige Einsatz von Formiergas zum Schutz der Bauteile gegen Anlauffarben – all das machte die Konstruktion der Anlage für Ingenieur- und Programmierteams zu einer besonderen Herausforderung.
„Wir suchten einen verlässlichen Partner, der uns bei Präzision und Qualität sehr ähnlich ist. Er sollte uns wirklich zuhören, auf unsere Wünsche eingehen und zukunftsfähige Lösungen vorschlagen. Solche, die uns auf Jahre hinaus Wettbewerbsvorteile verschaffen“, erklärt Daniel Moik, Department Manager Joining Technologies bei Anton Paar. „Fronius International erfüllte diese Vorstellungen von einer nachhaltigen Partnerschaft. In enger Zusammenarbeit mit unseren Technikern entwickelte das Team der Welding Automation eine Roboterschweißzelle, die unseren Anforderungen in allen Punkten gerecht wird. Obendrein ist man bei Fronius bereit, die Anlage gemeinsam weiterzuentwickeln und auf neue Bedürfnisse abzustimmen.“
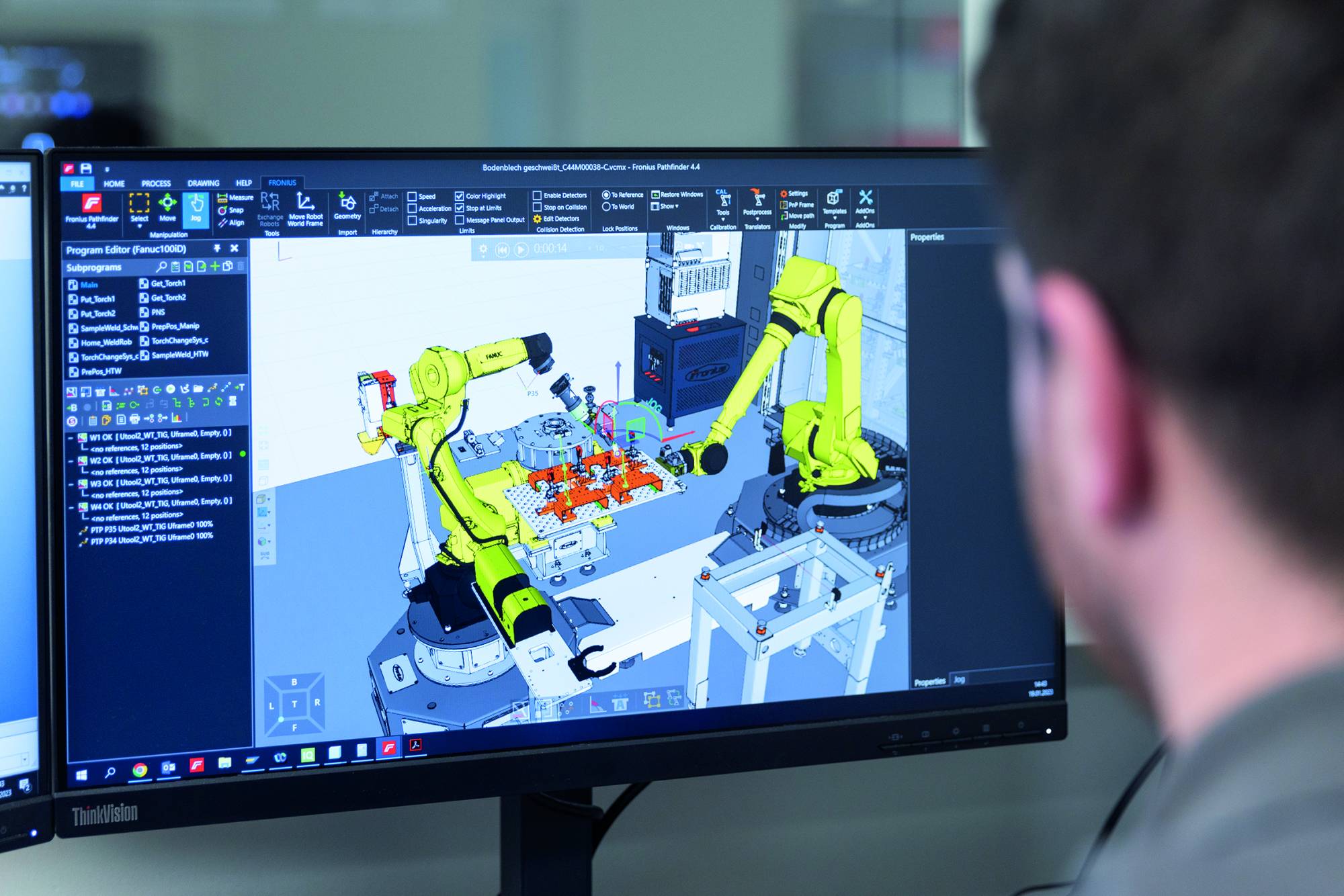
Programmierung der Schweißfolgen und Simulation mit dem Fronius Pathfinder.
Synonym für Effizienz
Neue Schweißnähte werden bei Anton Paar offline – abseits vom Schweißsystem – programmiert, nicht wie häufig üblich unmittelbar an der Anlage. Anstatt laufende Schweißarbeiten zu stoppen, wird weitergeschweißt und auf diese Weise die Produktivität gesteigert. Um das zu ermöglichen, importieren die Schweißtechniker die CAD-Daten der zu schweißenden Messgerätekomponenten in den Fronius Pathfinder. Anschließend werden verschiedene Fügeszenarien getestet, Schweißfolgen definiert und im Zuge von Simulationen optimiert.
Betroffen sind Anfahrtswege, Brenner-Anstellwinkel, Brenner-Offsets in den Eckbereichen und sämtliche Umorientierungen des Schweißroboters. Überschreitungen der Roboterreichweite, sogenannte Achslimits, werden vom Pathfinder erkannt. Indem die Softwarebediener den Ablageort des Werkstückes korrigieren und es innerhalb der Armlänge des Schweißroboters in Position bringen, werden potenzielle Kollisionen des Brenners mit diversen Bauteilkanten frühzeitig vermieden.
CMT-Schweißen von Gegenkühlungen auf dem Dreh-Kipp-Positionierer. Im Hintergrund: Palettenablage.

Daniel Moik
Department Manager Joining Technologies bei Anton Paar
„Wir suchten einen verlässlichen Partner, der uns bei Präzision und Qualität sehr ähnlich ist. Er sollte uns wirklich zuhören, auf unsere Wünsche eingehen und zukunftsfähige Lösungen vorschlagen. Solche, die uns auf Jahre hinaus Wettbewerbsvorteile verschaffen. Fronius International erfüllte diese Vorstellungen von einer nachhaltigen Partnerschaft. “
Fehlerquellen rechtzeitig erkannt
Sind Bahnkorrekturen notwendig, können die betroffenen Teach-Punkte bequem per Drag-and-drop verschoben werden. Soll eine Anfahrt zum Bauteil geändert werden, drücken die Fachkräfte kurzerhand „Reset“. In der Folge fährt der virtuelle Roboter zum Start einer neuen Anfahrt in die Home-Position. Im Realbetrieb müsste man den Roboter zeitaufwendig freifahren, mittels Robotersteuerung in die Home-Position bewegen und den Teach-Vorgang neu starten. Indem sich die Experten von Anton Paar für die Offline-Programmier- und Simulationssoftware Pathfinder entschieden haben, gewinnen sie nicht nur wertvolle Zeit für Schweißarbeiten, sondern erkennen Fehlerquellen bereits im Vorfeld.
Sobald ein Schweißprogramm im Pathfinder fertiggestellt ist, wird es von einem sogenannten Postprozessor in den spezifischen Code des Fanuc-Schweißroboters übersetzt. Jetzt kann es per Datentransfer – zum Beispiel mit einer LAN-Verbindung – in die Schweißanlage übertragen werden. Ein besonderes Highlight und eine effektive Unterstützung der gesamten Produktionsplanung ist die Funktion „Taktzeitermittlung“, die Schweißgeschwindigkeiten, Gasvorström- oder Endkraterfüllzeiten einbezieht. Im Vergleich zum Teachen mit der Robotersteuerung lässt sich mit dem Pathfinder – abhängig von der Bauteilgeometrie und den schweißtechnischen Anforderungen – bis zu 90 Prozent Zeitersparnis erzielen.
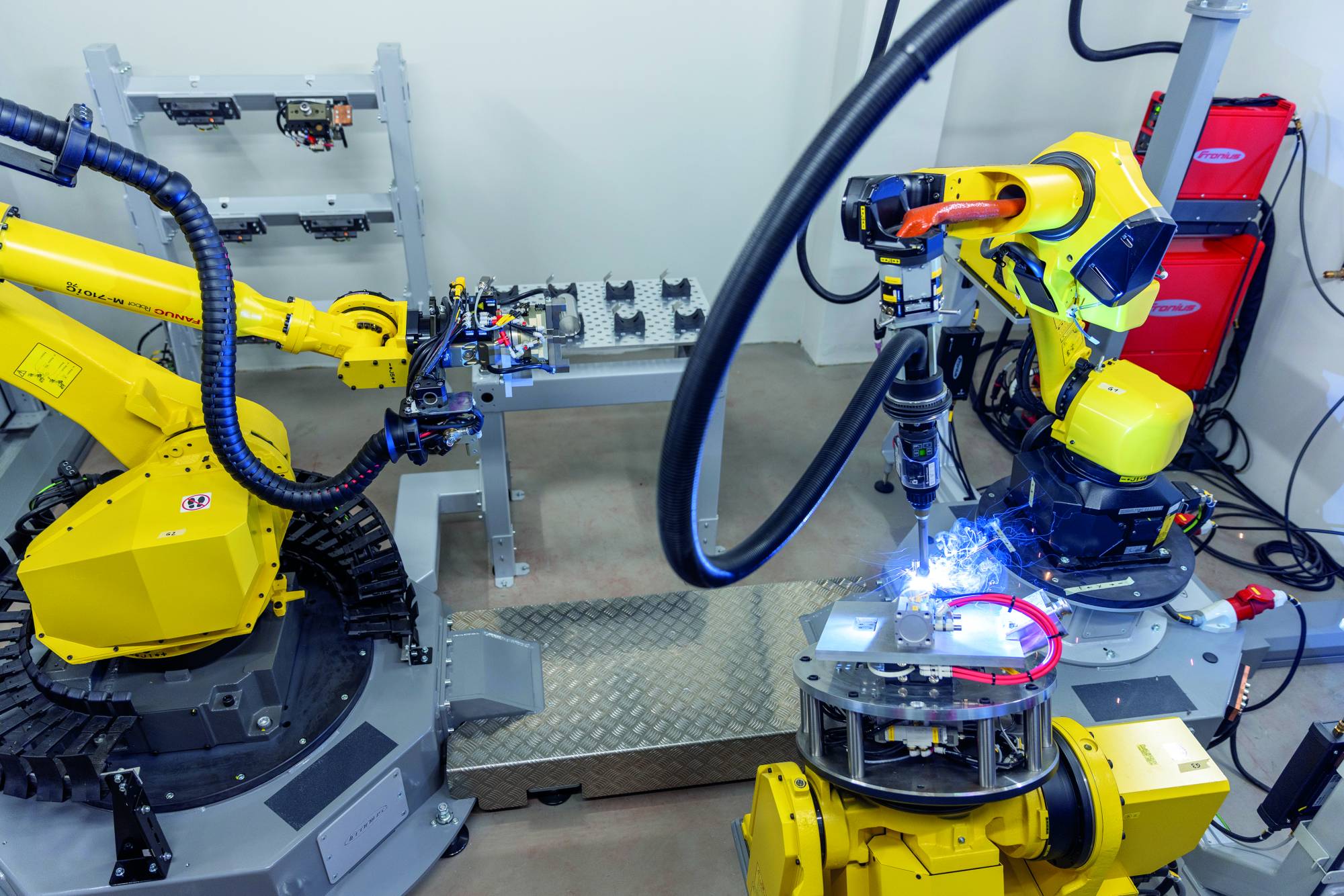
CMT-Schweißen von Schwingergehäusen auf Palette, koordinierte Bewegungsabläufe von Handling- und Schweißroboter.

Dr. Ingo Riemenschneider
Department Manager Production Automation bei Anton Paar
„Es ist uns wichtig, dass sämtliche Prozesse und Eigenschaften, die in der Anlage umgesetzt wurden, bezüglich ihrer Wiederholbarkeit offen sind. Ob ein Wendeprozess einmal oder hundertmal durchgeführt wird, muss vom System her egal sein. Da sich die Komplexität der Bauteile immer wieder ändert, haben wir gemeinsam mit den Experten von Fronius sehr viel Energie verwendet, um die Abläufe so uneingeschränkt wie möglich zu gestalten.“
Maßgeschneidert für Anton Paar
Für das Schweißen der vielen unterschiedlichen Bauteile stehen Anton Paar kundenspezifische Workflows zur Verfügung, darunter die drei Hauptworkflows, die die enorme Flexibilität beim Bauteilspektrum beispielhaft veranschaulichen.
Workflow 1: Die Bauteile werden auf dem Dreh-Kipp-Positionierer geschweißt. Dabei wird eine mit Bauteilen bestückte Palette aus dem Palettenregal entnommen und auf einem Palettenablagetisch zwischengelagert. Im weiteren Verlauf rüstet der Handling-Roboter einen passenden Greifer für die Bauteilaufnahme, wobei sechs verschiedene in einem sogenannten Greiferbahnhof stationiert sind. Damit ausgestattet, nimmt der Handling-Roboter die Bauteile auf und fixiert sie in einer bauteilspezifischen Spannvorrichtung, die bereits auf dem Dreh-Kipp-Tisch aufgerüstet ist. Es wird immer ein Bauteil nach dem anderen entnommen, gefügt und wieder auf die Palette zurückgelegt.
Workflow 2: Die Bauteile werden unmittelbar auf den Paletten geschweißt, wobei der Handling-Roboter die Paletten aus dem Palettenregal transportiert und vor dem Schweißroboter positioniert. Beim Schweißen können dann Handling- und Schweißroboter gemeinsam koordinierte Bewegungen ausführen und deshalb nicht nur einfache, sondern auch komplexe Nahtgeometrien schweißen.
Workflow 3: Die Bauteile werden einzeln entnommen, vom Handling-Roboter in Position gebracht und bewegen sich beim Schweißen synchron mit dem Schweißroboter (Coordinated Motion).
CMT-Schweißen, der Handling-Roboter bringt das Bauteil in Position.


Infos zum Anwender
Anton Paar entwickelt, produziert und vertreibt weltweit hochpräzise Labormessgeräte sowie Prozessmesssysteme und bietet maßgeschneiderte Automations- und Robotiklösungen an. Das Unternehmen ist globaler Marktführer auf den Gebieten der Dichte- und Konzentrationsmessung, der Rheometrie und der CO₂-Messung. Über 4.400 Mitarbeiter sorgen am Hauptfirmensitz in Graz, an weiteren acht produzierenden Standorten sowie in den 35 Vertriebsniederlassungen für die hohe Innovationskraft und Produktqualität.
Damit die Anlage weiß, was zu tun ist
Abgesehen von der innovativen Fronius-Schweißtechnologie, den Steuerungen, der Tool-Center-Point(TCP)-Vermessung, der Brennerreinigungsstation und der Einhausung besteht die Roboterschweißanlage aus sieben Kernmodulen, die softwaregesteuert kollaborieren: einem Handling-Roboter, einem Schweißroboter, einem Dreh-Kipp-Positionierer mit Formiergaseinheit, einem Palettenlager mit zwei Regalen, einem Greiferbahnhof, einem Brennerwechselsystem und einer Palettenablage im Inneren der Anlage. Dafür, dass die oben genannten Module während der Arbeitszyklen präzise interagieren, sind die folgenden Schritte notwendig:
Zunächst werden Paletten und Bauteile gemeinsam in der Systemsteuerung HMI-T21 RS angelegt. Diese erhält von der zuständigen Schweißfachkraft vier wichtige Infos: 1. den Paletten-Typ, 2. die Art, 3. die Anzahl und 4. die Position der Bauteile auf der Palette – zum Beispiel, wie viele Hauptträger oder Schwingergehäuse sich an welcher Stelle auf welcher Palette befinden. Handelt es sich um eine Offset-Palette, wird die Bauteilposition aus den sogenannten Offset-Abständen der Bauteile zueinander berechnet, wobei das erste Bauteil die Master-Position einnimmt. Ein Offset kann zum Beispiel 200 mm auf der y-Koordinate und + 200 mm auf der x-Koordinate betragen. Die von Anton Paar gefertigten Paletten bestehen aus zentimeterdicken Lochplatten und funktionieren als Stecksystem. Sie befinden sich in einem aus zwei Regalen bestehenden Palettenlager und sind so konstruiert, dass sie jedes der verschiedenen Werkstücke aufnehmen können, wobei die Aufnahme- und Ablagepositionen einzelner Komponenten, abhängig von der Bauteilbeschaffenheit und vom Greifer des Handling-Roboters, oftmals variieren.
Die Robotersteuerung enthält für jeden Workflow-Typ ein hierarchisch übergeordnetes Roboterprogramm. Darin werden die mit Pathfinder erstellten Schweißprogramme abgelegt. Wird an der HMI eine Palette für Workflow 2 (Bauteile werden unmittelbar auf der Palette geschweißt) angelegt, filtert sie die entsprechenden Roboterschweißprogramme und die Schweißfachkraft von Anton Paar kann bequem zwischen all jenen, die für Workflow 2 verfügbar sind, wählen und der Palette das benötigte Schweißprogramm zuordnen. Außerdem besteht die Möglichkeit, nicht nur ein einzelnes Schweißprogramm einzusetzen, sondern eine ganze Arbeitskette zu erstellen. Es ist zum Beispiel möglich, für eine Palette zuerst ein WIG-Programm anzulegen, dem in der aktuellen Kette ein MAG-Programm (z. B. CMT) folgt. In diesem Fall würde die Roboterschweißanlage beide Programme nacheinander abarbeiten und dabei den Schweißprozess automatisch wechseln. Darüber hinaus können Experten von Anton Paar bestimmte Sonderschritte in den HMI Ablauf einfügen. Das System kennt beispielsweise den Sonderschritt „Bauteil wenden“, der zwischen den beiden Schweißverfahren (WIG und CMT) bei Bedarf eingesetzt werden kann.
Wird für das Paletten-Handling, wie in Workflow 1 beschrieben, ein bestimmter Greifer benötigt, müssen ihn Anlagenbediener im System auswählen. Insgesamt stehen – wie bereits erwähnt – sechs verschiedene Greifer zur Verfügung, die allesamt in einem Greiferbahnhof stationiert sind.
Handling-Roboter bei der Aufnahme eines neuen Greifers.
Greif- und Ablagepositionen teachen
Die klassische Handling-Abfolge selbst – Palette abholen, für das Schweißen in Position bringen, rücktransportieren und ablegen – ist ein Standardprogramm und erfordert kein Eingreifen vom Operator. Im Fachjargon spricht man von einer „gekapselten“ Funktion. Lediglich die Greifpositionen müssen angegeben werden.
Wird ein neues Bauteil „eingefahren“ und von einer Ablage- oder Aufnahmestationen nicht erkannt, pausiert an dieser Stelle der Automatiklauf. Die Schweißfachkraft wird aufgerufen, mit der Robotersteuerung – dem Fanuc iPendant – einen Teach-Vorgang zu starten, und erhält dafür eine Schritt-für-Schritt-Anleitung von der Anlagensoftware. Auf diese Weise „lernt“ das System die benötigte Greif-/Ablageposition für die betroffene Station (z. B. für die Zwischenablage). Sie wird in einem Register gespeichert und steht dem Handling-Ablauf ab sofort zur Verfügung. Anschließend kann der Automatiklauf bis zur nächsten Station fortgesetzt werden. Ist das Bauteil dort ebenfalls unbekannt, muss auch diese Position geteacht werden. Hat man alle Stationen nach dem soeben beschriebenen Schema durchgearbeitet, transportiert der Handling-Roboter alle weiteren gleichen Bauteile vollautomatisch durch die Anlage – ohne Unterbrechung.
Sollten für eine Palette sieben Bauteile vorgesehen sein, sich aber nur drei Bauteile darauf befinden, stellt das für die Anlage kein Problem dar. Sie erkennt einen „Leergriff“ und fährt automatisch zur nächsten Bauteilposition.

Daniel Moik, Department Manager Joining Technologies bei Anton Paar, bei der Sichtprüfung der fertig geschweißten Schwingergehäuse.
Custom-made: die Teach-Palette
Zusätzlich zur standardgemäßen Offset-Belegung, die einfache Bauteilformen bevorzugt, setzte sich Anton Paar zum Ziel, bis zu 30 Metallkomponenten an beliebigen Palettenplätzen ablegen zu können. Fronius löste diesen Wunsch mit der Funktion „Teach-Palette“. Wird sie ausgewählt, kann die Position jedes Bauteils auf der Palette separat geteacht werden.
„Diese beiden Varianten – Offset- und Teach-Palette – bieten uns ein Maximum an Flexibilität bei der Bauteilbestückung“, erörtert Dr. Ingo Riemenschneider, Department Manager Production Automation bei Anton Paar. „Nicht immer ist es sinnvoll, dass wir Bauteilpositionen über Offset-Abstände definieren. Es gibt Bauteile, die wir wegen ihrer komplexen Formen in verschiedenen Orientierungen fixieren müssen.“

Daniel Moik, Department Manager Joining Technologies bei Anton Paar, beim Anlegen der Palette am Touchscreen der HMI-T21 RS.
Präzise wie am ersten Tag
Wollen die Schweißfachkräfte einen Schweißvorgang starten, scannen sie die Artikelnummer mit ihrem Handscanner vom Bauteildatenblatt. „Erkennt die Anlage die Artikelnummer und somit das Bauteil, weiß sie über Handling und Schweißprozess Bescheid und startet den Betrieb. Gesteuert wird alles über die HMI-T21 RS. Welcher Greifer und welche Vorrichtung benötigt werden, ist für jedes der Bauteile hinterlegt“, führt Riemenschneider aus. „Das Gleiche gilt für die Argon-Spüldauer während des Formierens und die Nahtlaufzeit. Ebenso weiß das System, ob und welche Daten für die Prozessdatenerfassung benötigt werden.“
Monate später ist die Roboterschweißzelle noch genauso präzise wie am ersten Tag: Die Schweißnaht sitzt perfekt an der gleichen Stelle. Auch deshalb, weil man bei Anton Paar die Bauteile µm-genau fertigt und vorbildlich anarbeitet.

Entnahme einer mit Bauteilen befüllten Palette aus dem Palettenregal.
Mehrfaches Wenden von Bauteilen möglich
Der Dreh-Kipp-Positionierer besitzt eine Mediendurchführung für vier Durchströmleitungen, zwei für Luft und zwei für Argon, und kann bis zu 32 Input-Output-Signale (IOs) übergeben. Diese ist aus Kunststoff und wurde von Anton Paar im 3D-Druck produziert. Muss formiert werden, holt sich der Handling-Roboter zuerst die dafür benötigte Spannvorrichtung aus dem Palettenregal und spannt diese mit der Hilfe eines speziellen Spannsystems auf dem Manipulator auf. Ab sofort sind sowohl die Luftleitungen für die Pneumatikzylinder als auch die Gasleitungen für das Spülen mit Argon angeschlossen. Auch die elektrischen Signale werden jetzt von der Spannvorrichtung weitergegeben. In der Folge positioniert der Handling-Roboter die Bauteile und die Anlage löst das Signal zum Spannen aus. Jetzt kann formiert und anschließend geschweißt werden. Das System ist so ausgelegt, dass ein mehrfaches Wenden der Bauteile auf einer einzigen Spannvorrichtung möglich ist.
„Es ist uns wichtig, dass sämtliche Prozesse und Eigenschaften, die in der Anlage umgesetzt wurden, bezüglich ihrer Wiederholbarkeit offen sind. Ob ein Wendeprozess einmal oder hundertmal durchgeführt wird, muss vom System her egal sein. Da sich die Komplexität der Bauteile immer wieder ändert, haben wir gemeinsam mit den Experten von Fronius sehr viel Energie verwendet, um die Abläufe so uneingeschränkt wie möglich zu gestalten“, betont Riemenschneider.

Palettenlager mit Bauteilen und Spannvorrichtungen.
Restsauerstoffmessung made by Anton Paar
Beim Formieren am Dreh-Kipp-Positionierer wird der im Bauteil befindliche Restsauerstoff mit dem hauseigenen Messgerät Oxy 5100 gemessen. Es misst während des gesamten Schweißvorganges driftfrei und in Echtzeit den Gelöst-Sauerstoff im Gasstrom. Normalerweise fixiert man das Bauteil zwischen zwei Leitungsteilen. Auf der einen Seite der Zulaufleitung strömt das Formiergas hinein und auf der anderen, wo der Restsauerstoffgehalt gemessen wird, als Abgasstrom wieder hinaus. Für den automatisierten Schweißprozess wäre diese Vorgangsweise kontraproduktiv, da der Roboter bei jedem Schweißvorgang extra einen Abgasschlauch setzen und wieder entfernen müsste. Deshalb entschied man sich, das Messgerät in der Zulaufleitung zu platzieren. Sobald das Gerät meldet, dass der gewünschte Restsauerstoffgehalt erreicht ist, wird das Schweißen gestartet, wobei vorher noch eine Zeitverzögerung für die Durchströmzeit des Argon-Gases durch das Bauteil berücksichtigt wird. Sie wird benötigt, um sicherzugehen, dass der geforderte Restsauerstoffgehalt nicht überschritten wird. Die bis zur vollständigen Durchflutung des Bauteils benötigte Zeit – die Zeitverzögerung – wird für jedes der Bauteile mit einer manuellen Messung ermittelt und im System hinterlegt. Kommt das Bauteil wieder, kann die Steuerung auf die Werte zugreifen und entsprechend reagieren.
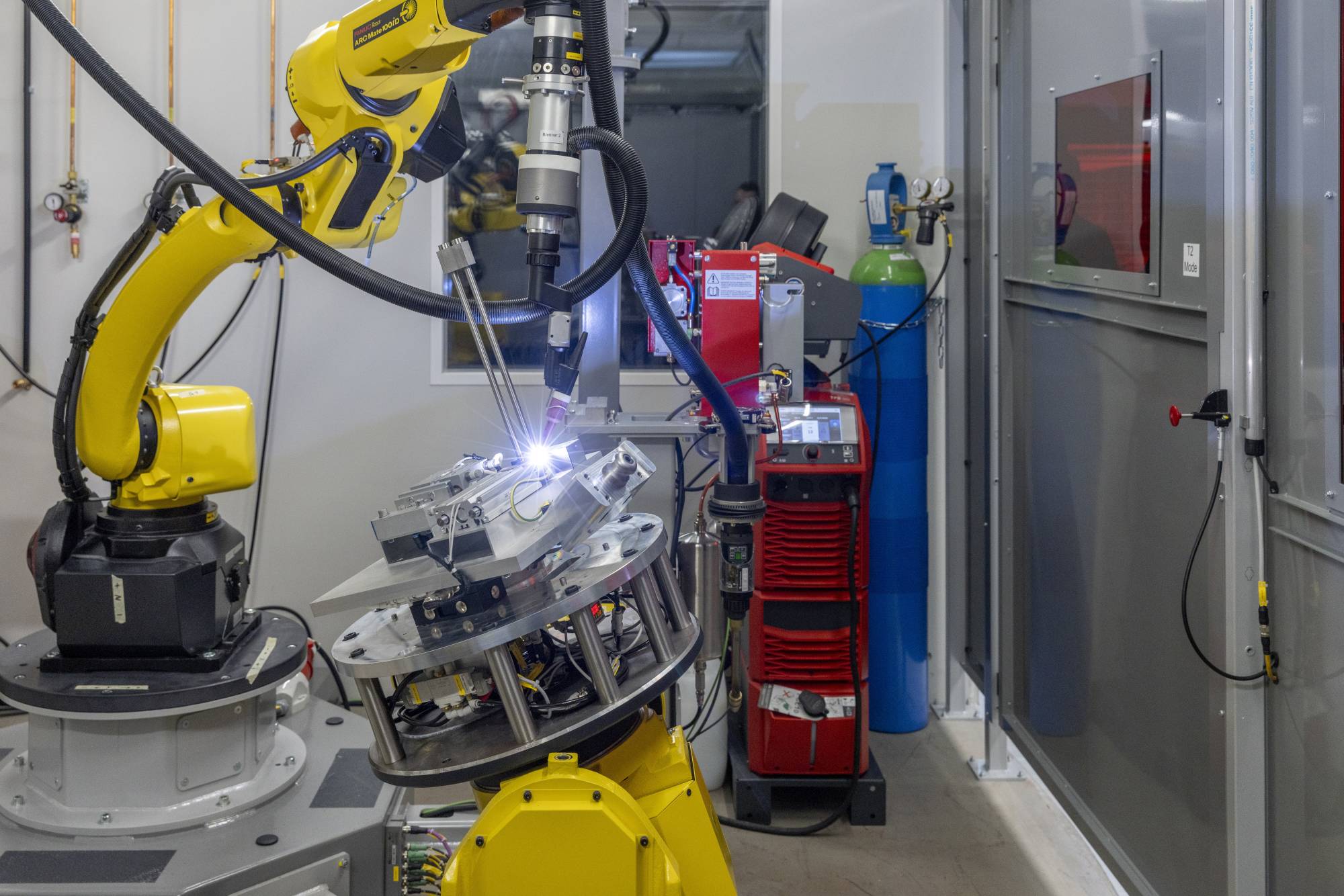
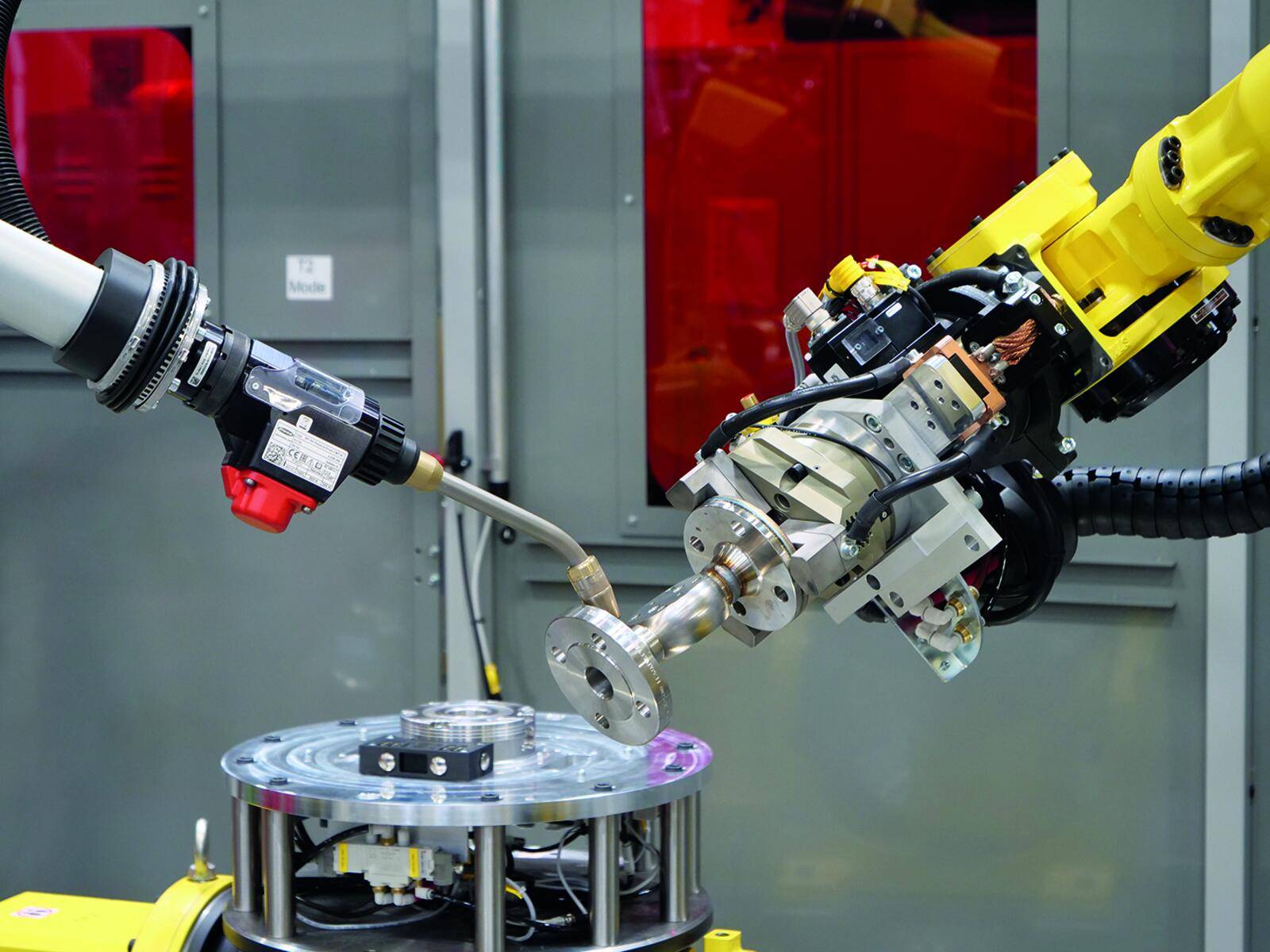
WIG-Schweißen von Gegenkühlern mit Restsauerstoffmessung.

Modulare-Compact-Rheometer zur Charakterisierung der Materialeigenschaften von flüssigen bis festen Stoffen.
Schweißtechnisch auf höchstem Niveau
Besonders wichtig war es Anton Paar, zwei Schweißverfahren pro Bauteil kombinieren zu können – zum Beispiel WIG zum Schweißen der Wurzel und MAG zum Schweißen der Decklage. Die endgültige Wahl des Schweißverfahrens hängt jedoch von den schweißtechnischen Berechnungen und der benötigten Widerstandsfähigkeit der einzelnen Komponenten ab.
„Ob Sonderprozesse wie CMT (Cold Metal Transfer), PMC (Pulse Multi Control) oder LSC (Low Spatter Control) zum Einsatz kommen, kristallisiert sich bei unseren Schweißversuchen heraus. Für welchen Prozess wir uns dann entscheiden, hängt von der Wandstärke des Bauteils, von der Art der Schweißnaht, zum Beispiel i- oder Kehlnaht, und den geforderten Einschweißtiefen und Schliffbildern ab“, führt Moik aus. „Wir benötigen ungefähr sechs bis sieben Versuche, bis wir in Serie gehen. Würde der Wärmeeintrag aufgrund der Materialbeschaffenheit zu groß ausfallen, bietet sich natürlich der ‚kalte‘ Schweißprozess CMT an. Wollen wir die Produktivität steigern, indem wir die Schweißgeschwindigkeit erhöhen, ziehen wir PMC in Erwägung. Soll besonders spritzerarm geschweißt werden, ist LSC ein Thema. Vor allem deshalb, weil wir dadurch kostspielige Nacharbeit vermeiden.“
Aufgezeichnet werden die Schweißdaten in der HMI. Stellt die Schweißfachkraft im Zuge der Sichtprüfung einen Fehler fest, kann sie in der Schweißdatenaufzeichnung nachsehen, ob es zu Grenzwertabweichungen gekommen ist. Grundsätzlich wird jedes Bauteil einer Sichtprüfung (VT) unterzogen und jedes zehnte Bauteil einer Farbeindringprüfung (PT). Mit diesem Verfahren können Risse, Poren und Bindefehler bis zu 1 µm nachgewiesen werden. Von den PT-geprüften Metallteilen werden am Ende des Prüfzyklus regelmäßig Schliffbilder gemacht.
Die innovativen Fronius-Prozesse, das gleichzeitig intelligente wie flexible Anlagenkonzept und das nachhaltige Weiterentwicklungspotenzial der Roboterschweißanlage sichern der Anton Paar GmbH auf Jahre hinaus perfekte Schweißnähte für ihre empfindlichen und hochpräzisen Messinstrumente. Gleichzeitig profitieren die Schweißer vom Gewinn an Sicherheit und Gesundheitsschutz, indem sie durch Einhausung und Absaugung vom Lichtbogen und seinen Emissionen abgeschirmt werden.
Teilen: · · Zur Merkliste