anwenderreportage
EWM: Automatisiertes Weichpanzern rotationssymmetrischer Teile
Über 50 Zeichnungen von unterschiedlichen Bauteilen war die Grundlage für die Automatisierungslösung, die EWM für die Schroeder Valves GmbH entwickelte. Doch eines hatten alle Bauteile des Herstellers und führenden Spezialisten für Pumpenschutzarmaturen gemeinsam: Sie waren rotationssymmetrisch. Diese Tatsache war der Ausgangspunkt für EWM, eine individuell auf diese vielfältige Anforderung angepasste Automationsanlage zu entwickeln.

Weichpanzerung eines Ventilkörpers: Der Zusatzwerkstoff wird über den Drahtvorschub drive 4X auf dem Roboterarm sicher gefördert. (Bilder: EWM)


Infos zum Anwender
Pumpenschutzventile von Schroeder Valves werden insbesondere beim Transport kritischer Medien eingesetzt: in Raffinerien, in der chemischen sowie verarbeitenden Industrie und in Kraftwerken.
Die Mindestmengen- sowie Rückschlagventile aus dem Hause Schroeder Valves werden weltweit überall dort eingesetzt, wo Flüssigkeiten mithilfe von Kreiselpumpen zu transportiern sind: in Raffinerien, Kraftwerken und Kernkraftwerken, beim Transport von Flüssigerdgas (LNG), im Offshore-Bereich, in der chemischen sowie in der verarbeitenden Industrie (Stahlwerke, Zellstoff, Zucker, Destillerien) und bei der Nutzbarmachung erneuerbarer Energien.
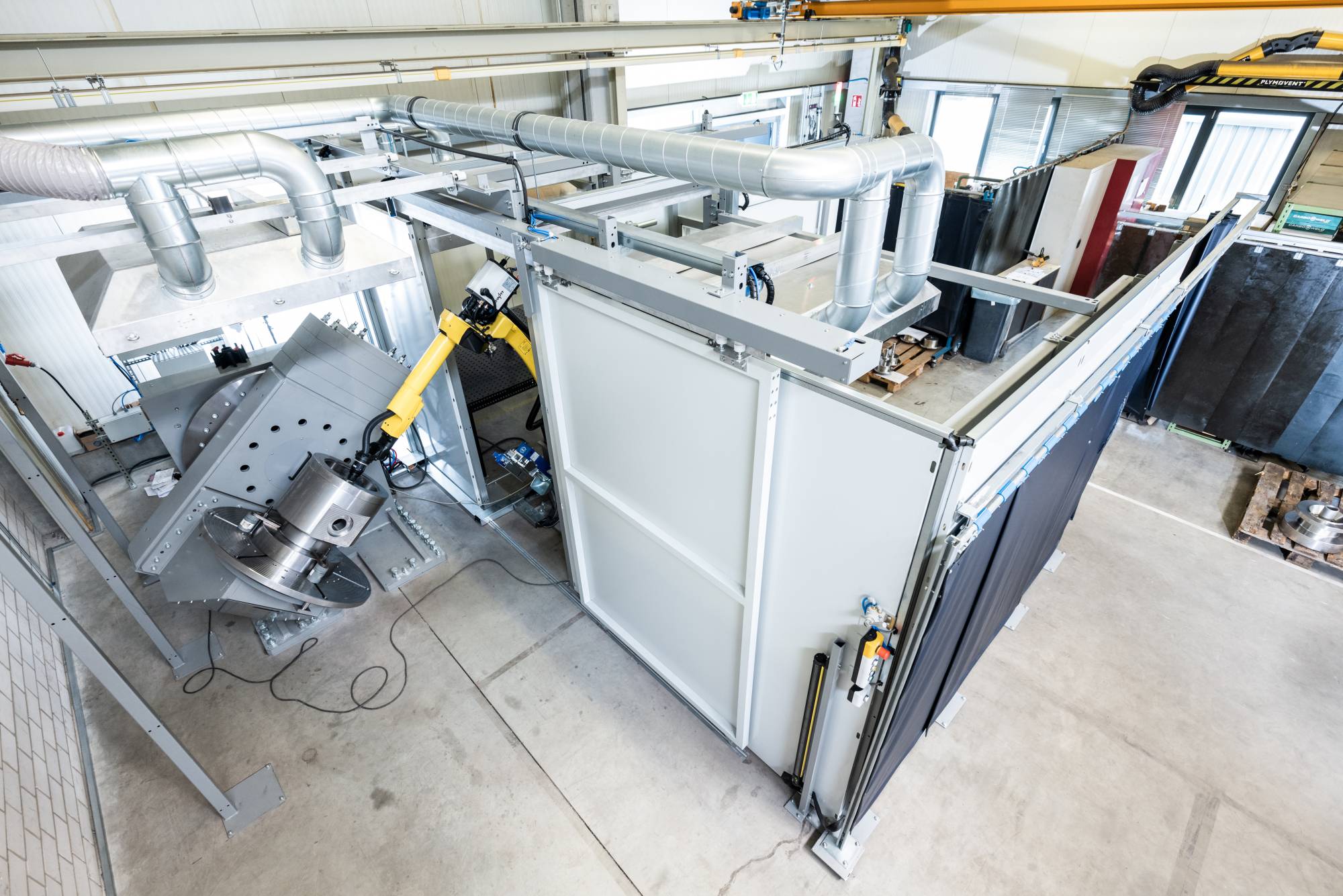
Beengte Platzverhältnisse bei der Konzeption der Roboteranlage mit drei Bearbeitungsstationen.
Unterschiedlichste Baugrößen – eine Anwendung
„All diese Bauteile möchten wir gerne automatisiert schweißen”, so lautete der Auftrag, mit dem sich Jakob Frese, Schweißaufsicht bei Schroeder Valves, an Andreas Euen, Geschäftsführer der EWM-Euen GmbH wandte. Bei den Bauteilen handelt es sich um Pumpenschutzventile. Sie werden den Pumpen nachgeschaltet und stellen einen kontinuierlichen Betrieb der Pumpen sicher, um ein Trockenlaufen zu verhindern. Im Wesentlichen besteht das Pumpenschutzventil aus dem Ventilkörper und dem Kegel, der sich in dem Ventilkörper bewegt. Die Dichtflächen zwischendem Ventilkörper und dem Kegel müssen absolut dicht sein. Nur so können sie die Funktionsfähigkeit des Pumpenschutzventils auch über Jahrzehnte sicherstellen. Normalerweise sind die Bauteile aus preisgünstigem Baustahl 1.0460 gefertigt. Die Dichtflächen werden mit dem Edelstahl 1.4370 weich aufgepanzert. Dies erfolgte derzeit noch manuell. Doch sowohl der Fachkräftemangel an guten Schweißern als auch die Forderungen bezüglich Qualitätsüberwachung machten diesen Schritt in Richtung Automatisierung notwendig.
Die Innendurchmesser der Ventilkörper sowie die Durchmesser der Kegel liegen zwischen 32 mm und 400 mm. Entsprechend unterschiedlich sind auch die Massen, die bewegt werden müssen. Von einigen Hundert Gramm bis hin zu zweieinhalb Tonnen ist die gesamte Palette enthalten. Doch eines ist allen Teilen gemeinsam: Sie sind rotationssymmetrisch gedreht und damit perfekt für einen automatisierten Prozess vorbereitet. Mit dieser Voraussetzung konnte Andreas Euen in die Anlagenplanung einsteigen.
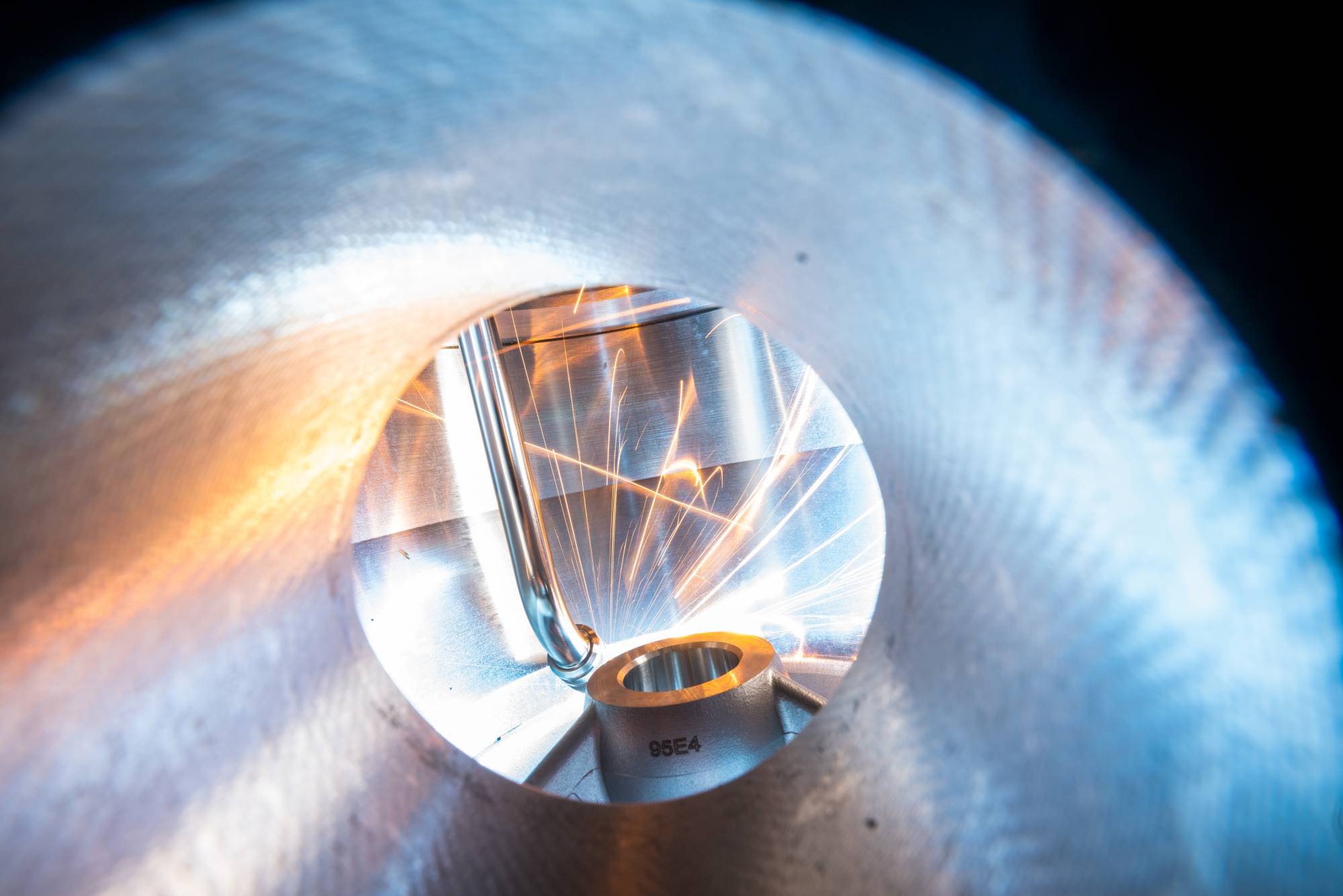
Dank der neuen Brennerkonstruktion: sicher schweißen trotz beengter Platzverhältnisse.
Von klein bis groß – mehrere Bearbeitungsstationen
Dass für die Automatisierung dieser Anwendung nur eine Roboteranlage infrage kommt, war für Andreas Euen sehr schnell klar. Kopfzerbrechen bereitete ihm die Anforderung, so viele unterschiedlich große Teile handhaben zu müssen. Große Teile benötigen einen großen Positionierer. Dieser kann allerdings nicht die Dynamik aufweisen, die die kleinen Bauteile benötigen. So ist sehr schnell die Idee von drei Bearbeitungsstationen entstanden: ein großer L-Positionierer mit Kippfunktion für die großen Ventilkörper, ein kleiner Dreh-Kipp-Positionierer auf einem Systemtisch für die kleinen Ventilkörper und eine dritte Station mit einem Systemtisch ohne Positionierer für weitere Bauteile.
Eine besondere Herausforderung war die Hallenhöhe. Die Teile müssen mit dem Kran auf den Tischen platziert werden können. Die Kranhakenhöhe beträgt aber nur rund drei Meter – extrem wenig für eine Industrieanwendung. Um die Zugänglichkeit zu gewährleisten und gleichzeitig die Absaugung sicherzustellen, wurden entweder die Absaughaube oder die Systemtische verfahrbar gestaltet.
Der Roboter befindet sich zentral zwischen den drei Stationen in einer extrem kleinen Kabine. Noch nicht einmal die Schweißstromquelle, eine Titan XQ, findet darin Platz. Sie wurde hinter dem L-Positionierer der großen Bearbeitungsstation aufgestellt. Die Drahtzuführung wird über das Drahtvorschubgerät Rob 5 drive 4X sichergestellt, das auf dem Roboterarm montiert ist. Mit der außergewöhnlichen Armlänge von zwei Metern und den optimierten Platzverhältnissen in den Kabinen ist die Zugänglichkeit des Fanuc Arc Mate 100 iD in allen drei Stationen an allen notwendigen Positionen sichergestellt.

Teachprozess an einem Kegel.
Spezialbrenner für extreme Platzverhältnisse
Jeder Ventilkörper ist mit einer Kegelführung ausgerüstet, die von oben eingeschweißt wird. Bei einem Innendurchmesser von nur 32 mm ist die Zugänglichkeit extrem schwierig. Beim manuellen Schweißen kann der Schweißer die Schweißnaht nicht erkennen, sondern muss sich auf seine Erfahrung verlassen. Und auch für das automatisierte Schweißen sind die Platzverhältnisse außergewöhnlich. „Ich konnte diesen Auftrag nur annehmen, weil wir auch die Brennerfertigung im eigenen Haus haben”, hebt Andreas Euen die Bedeutung des Brenners bei dieser Anwendung hervor.
Der Brenner für Schroeder Valves ist eine Spezialkonstruktion mit einem besonders kleinen Brennerkopf und besonders großer Brennerhalslänge. Selbstverständlich kam diese sepzielle Anwendung der Bauform entgegen: Da die Aufmischung zwischen dem Grundwerkstoff und der Panzerung möglichst gering sein soll, wird entsprechend wenig Energie eingesetzt. So kann die Wärmeabfuhr trotz der extremen Brennermaße sicher gewährleistet werden.

Schweißautomatisierung erfolgreich umgesetzt (v.l.n.r.): Andreas Euen (EWM-Euen) und Jakob Frese (Schroeder Valves)

Sichere Schweißergebnisse durch definierte Parameter
Weil die Teile rotationssymmetrisch sind, ist ein Teachen der Bauteile einfach möglich und basiert immer wieder auf den gleichen Programmen. Selbst neue Bauteile lassen sich schnell automatisiert schweißen. Lediglich Radius, Anzahl der Lagen und geometrische Abmessungen der Weichpanzerung müssen eingegeben werden, den Rest erledigt die Robotersteuerung. Da das Schweißverfahren mit all seinen Parametern definiert ist, wird auch das gewünschte Schweißergebnis jederzeit sicher erreicht. Weil sämtliche Schweißparameter kontinuierlich überwacht und aufgezeichnet werden, lässt sich die Qualität auch noch im Nachhinein nachweisen.
Auch wenn die Anlage ursprünglich für eine definierte Anwendung konzipiert und angeschafft wurde, spielt Jakob Frese schon mit vielen neuen Ideen. Zunächst möchte er die verschiedenen Schweißverfahren ausprobieren, die in dem EWM-Schweißgerät Titan XQ serienmäßig enthalten sind. Damit wird er die verschiedenen Weichpanzerungen der Bauteile weiter optimieren. Und dann denkt er schon darüber nach, auch das Spektrum an Schweißaufgaben zu erweitern und auszubauen. „Vermutlich wird das dann auf eine weitere Anlage hinauslaufen“, ist Jakob Frese jetzt schon sicher.
Teilen: · · Zur Merkliste