anwenderreportage
Vollautomatisiertes Kesselschweißen mit Kuka-Robotern
Seit mehr als 100 Jahren sind perfekte Qualität „Made in Austria“ und ausgeprägter Innovationsgeist die Markenzeichen des Heizungsspezialisten Windhager. Um den dafür nötigen eigenen hohen Ansprüchen voll und ganz Rechnung zu tragen, setzt das Unternehmen auf hochwertigste Materialien, modernste Fertigungstechnik und Präzision bis ins kleinste Detail. Die Performance in der Schweißfertigung nimmt dabei eine zentrale Rolle ein. Daher investierten die Salzburger nun in eine der modernsten Kesselschweißanlagen Europas. In der vollautomatisierten Schweißlinie von ism-technic sorgen insgesamt 13 Roboter von Kuka für höchste Produktivität und Flexibilität.
Mit einer der modernsten Kesselfertigungslinien Europas konnte bei Windhager das Kesselschweißen inkl. Heften und Teilelogistik durchgängig automatisiert werden. (Bilder: x-technik)
Shortcut
Aufgabenstellung:
Vollautomatisiertes Kesselschweißen am Stand der Technik.
Lösung:
Schweißlinie von ism-technic mit 13 Kuka-Robotern.
Nutzen:
Steigerung der Kapazität, Produktivität und Flexibilität.
Gerade am Heizungsmarkt ist der Trend zum längerfristigen Wertedenken unübersehbar. Ökonomie und Nachhaltigkeit gehören mittlerweile zu den wichtigsten Kriterien beim Heizungskauf. „Diesen Trend zur Biomasseheizung haben wir schon frühzeitig erkannt und uns auf die Herstellung von umweltschonenden Scheitholzheizungen, Hackschnitzelheizungen und effizienten Pelletheizungen spezialisiert“, erläutert Stefan Gubi, Geschäftsführer der Windhager Zentralheizung GmbH.
Heute zählt das Seekirchner Familienunternehmen mit aktuell rund 650 Mitarbeitern zu den führenden Herstellern von Heizkesseln für erneuerbare Energien. Bester Beweis für die hohe Akzeptanz der Produkte beim Endkunden ist, dass beispielsweise etwa 50.000 Haushalte in Europa bereits mit Pelletheizungen von Windhager beheizt werden. Um sich ein zusätzliches Standbein zu schaffen, baut das Salzburger Traditionsunternehmen in Pinsdorf bei Gmunden (OÖ) ein 27.000 m2 großes Produktions- und Entwicklungszentrum für Wärmepumpen. „Dieser neue Geschäftsbereich unterstreicht unsere Bemühungen, im Bereich nachhaltiger Energie für innovative Lösungen zu sorgen und zu den führenden Komplettanbietern zu gehören“, so Gubi. Ab 2024 sollen dort gemeinsam mit dem Wärmepumpenspezialisten M-Tec bis zu 20.000 Wärmepumpen pro Jahr hergestellt werden.
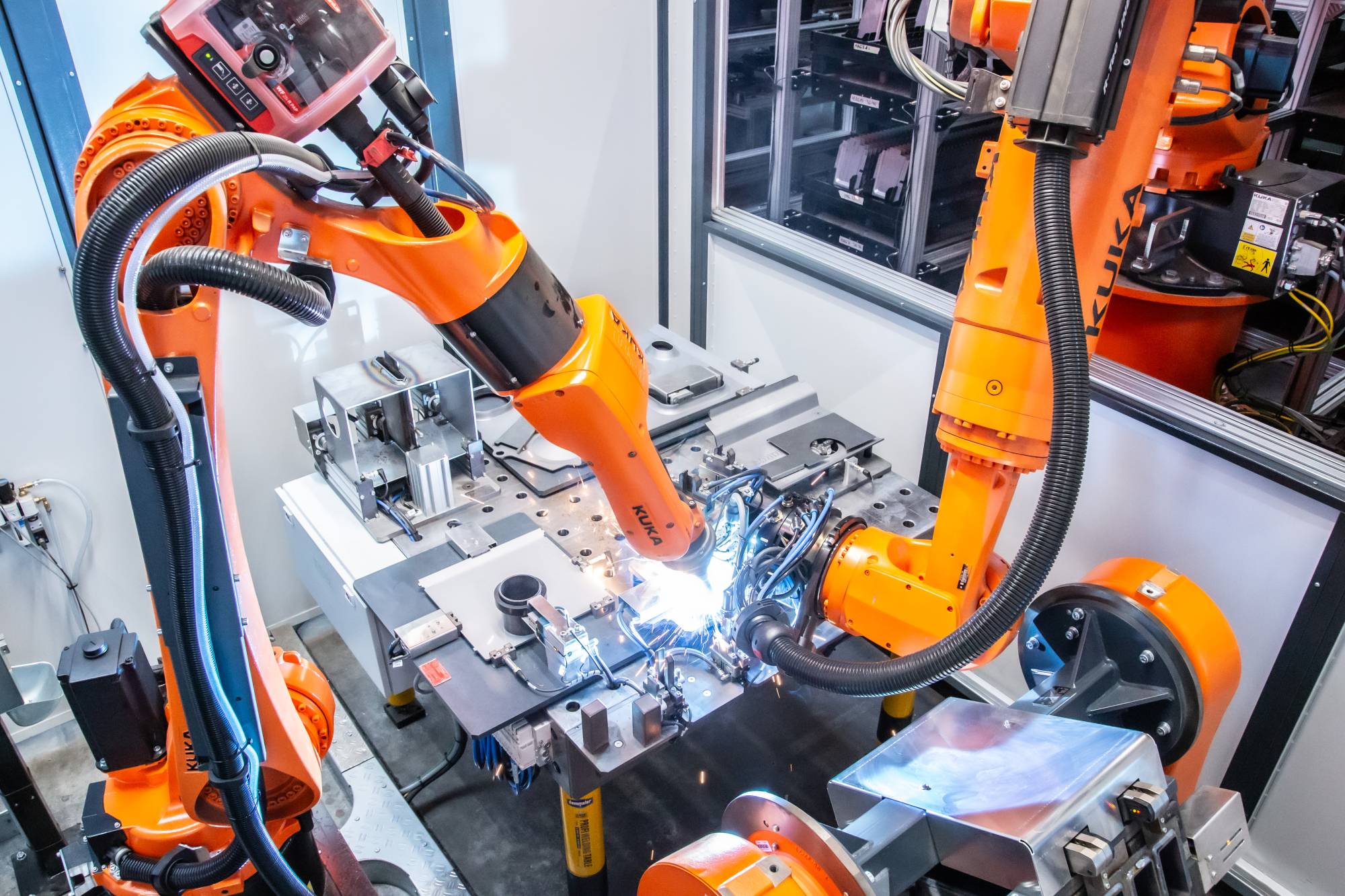
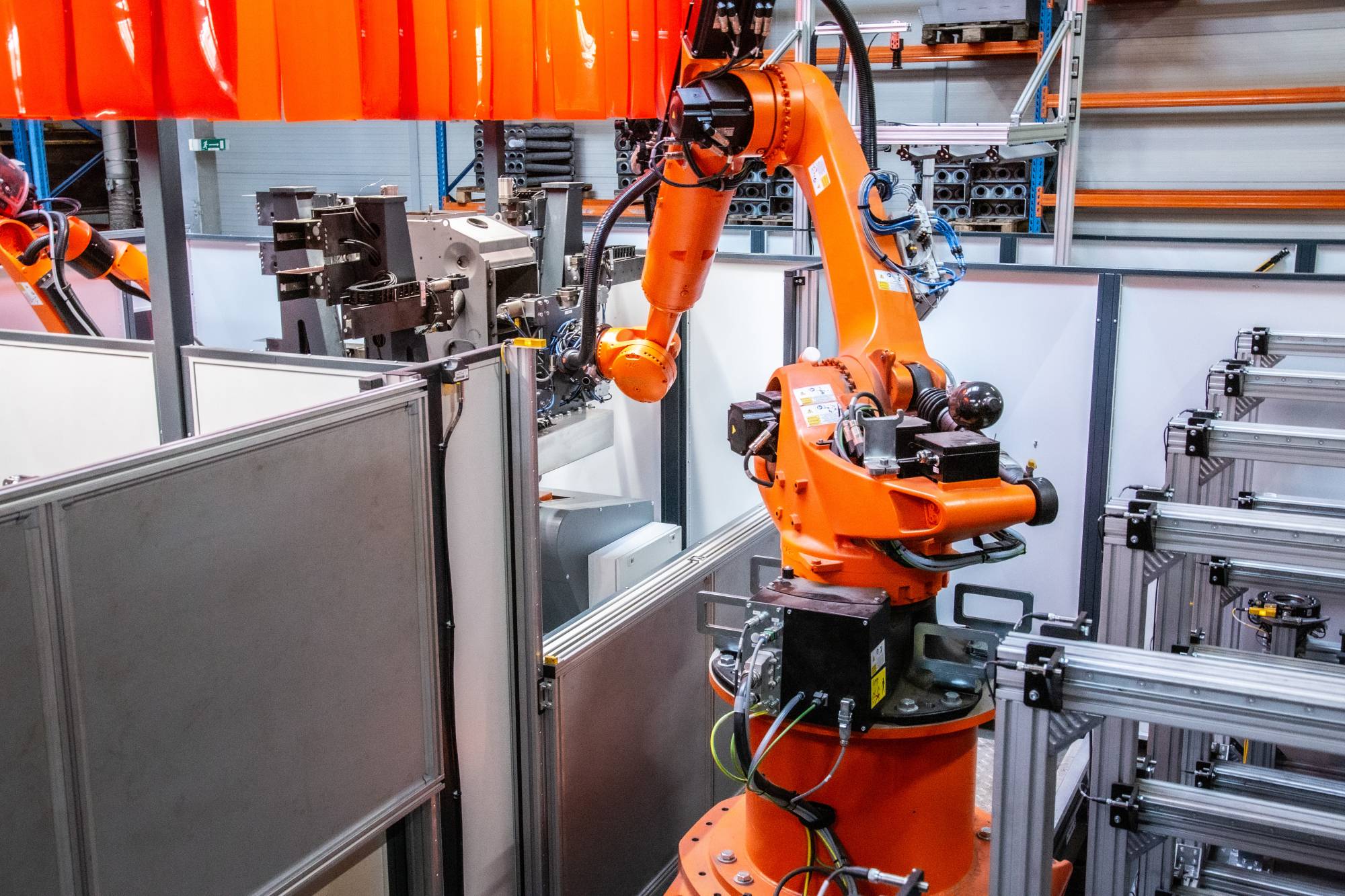
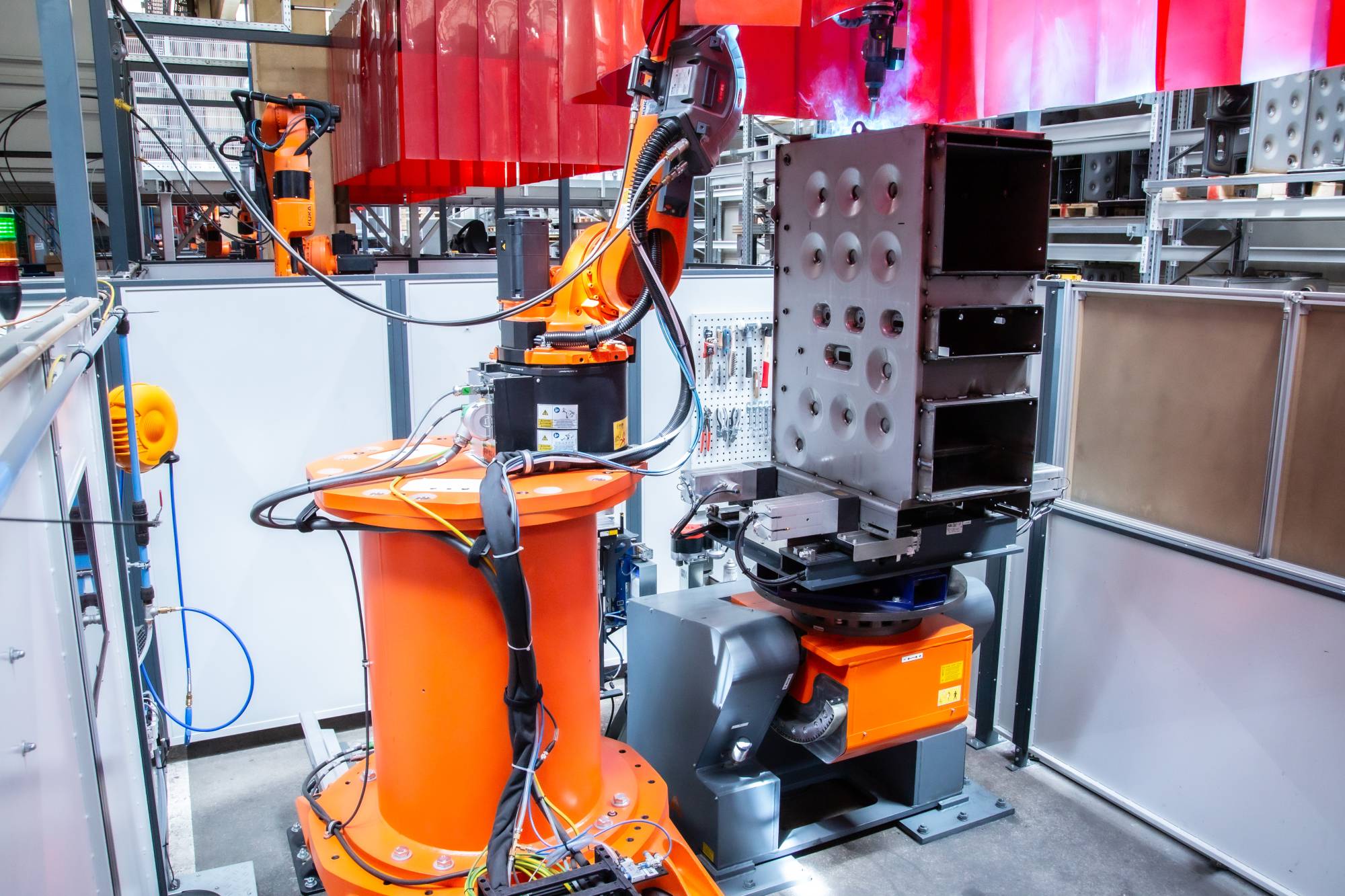
In der Vorschweißstation der Heftzelle werden Baugruppen, die anschließend in der Heftstation benötigt werden, geschweißt.
Kuka-Technologien im Einsatz:
• 1 x Schwerlastroboter KR600 R2830 / KR Fortec
• 2 x Handlingroboter KR250 R2700-2 / KR Quantec-2
• 10 x Schweißroboter KR8 R2100-2 arc HW / KR Cybertech arc hollow wrist
• 9 x Lineareinheit KL 4000 1 CA
• 8 x Zwei-Achs-Positionierer KP2-HV1100 HW
• 2 x Ein-Achs-Positionierer KP1-HC500 R1000-2
Wo Windhager draufsteht, ist Windhager drin
Doch dem nicht genug. Denn auch für die Heizkesselproduktion im Produktionswerk in Zaisberg/Seekirchen wird kontinuierlich in innovative Fertigungstechnologien investiert. Dabei setzt man auf eine hohe Fertigungstiefe. „Wo Windhager draufsteht, ist auch Windhager drin. Daher auch unser eigener Anspruch an die Produktion, möglichst viel selbst im Haus zu fertigen“, versichert der Geschäftsführer.
„Neben einem umfangreichen Maschinenpark in der Blechfertigung für das Laserschneiden, Stanzen und Biegen verfügen wir zudem über eine Pulverbeschichtungsanlage. Auch Prozesse wie etwa das Trowalisieren, Gleit- und Flächenschleifen beherrschen wir allesamt selbst, bis hin zur Elektrofertigung und Endmontage“, bringt sich Patrick Heitzinger, Leitung Fertigung bei Windhager, mit ein.
Kapazitätserweiterung durch Schweißautomatisierung
Um die strengsten Kriterien in puncto Zuverlässigkeit, Sicherheit und Lebensdauer der Heizkessel zu erfüllen, zählt selbstverständlich auch das Schweißen zu den zentralen Kernkompetenzen der Salzburger. Aufgrund der massiv gestiegenen zu produzierenden Stückzahlen der letzten Jahre ist man jedoch mehr und mehr an die Grenzen der Kapazitäten gestoßen.
„Diesen Mengensteigerungen Herr zu werden, aber auch die ständig steigenden Qualitätsanforderungen zu erfüllen und vor allem dem akuten Fachkräftemangel entgegenzuwirken, ist eine Erhöhung des Automatisierungsgrades in der Schweißfertigung unausweichlich“, betont Gubi. Daher entschied sich Windhager, die bestehenden, in die Jahre gekommenen Roboterschweißanlagen durch eine vollautomatisierte Schweißlinie am neuesten Stand der Technik zu ersetzen.

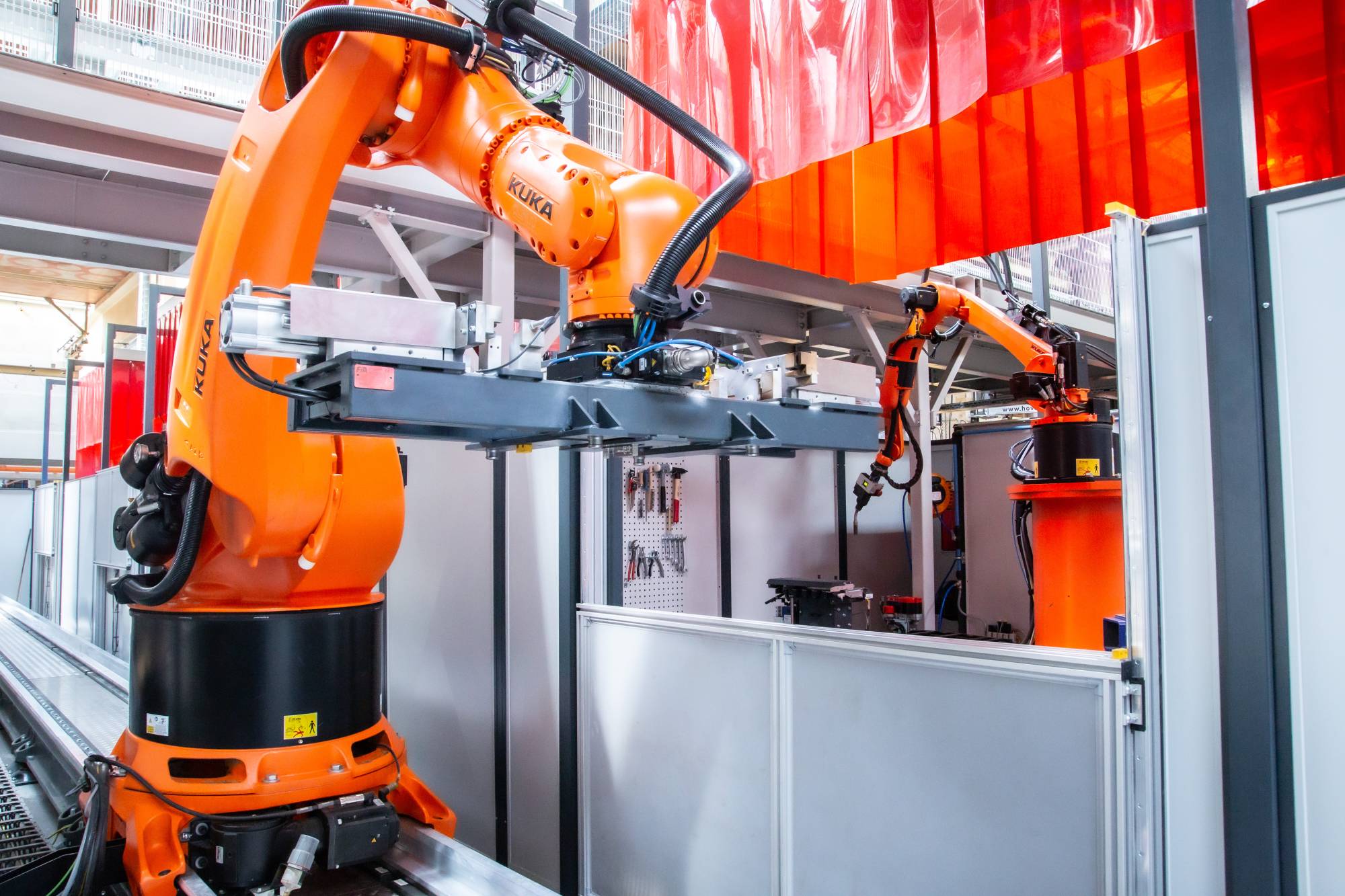
ism-technic realisierte die vollautomatisierte Schweißlinie mit Kuka-Technologien.

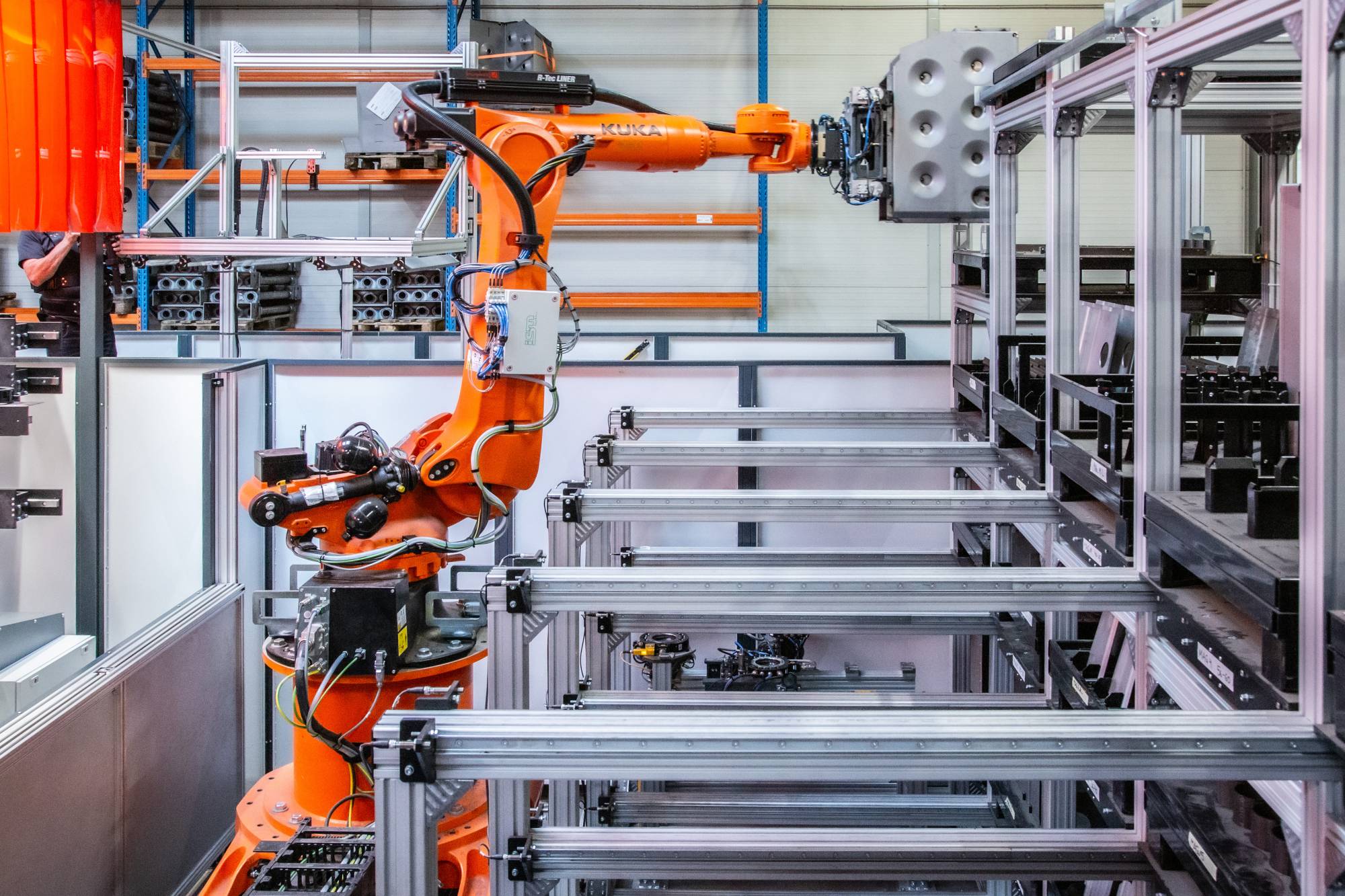
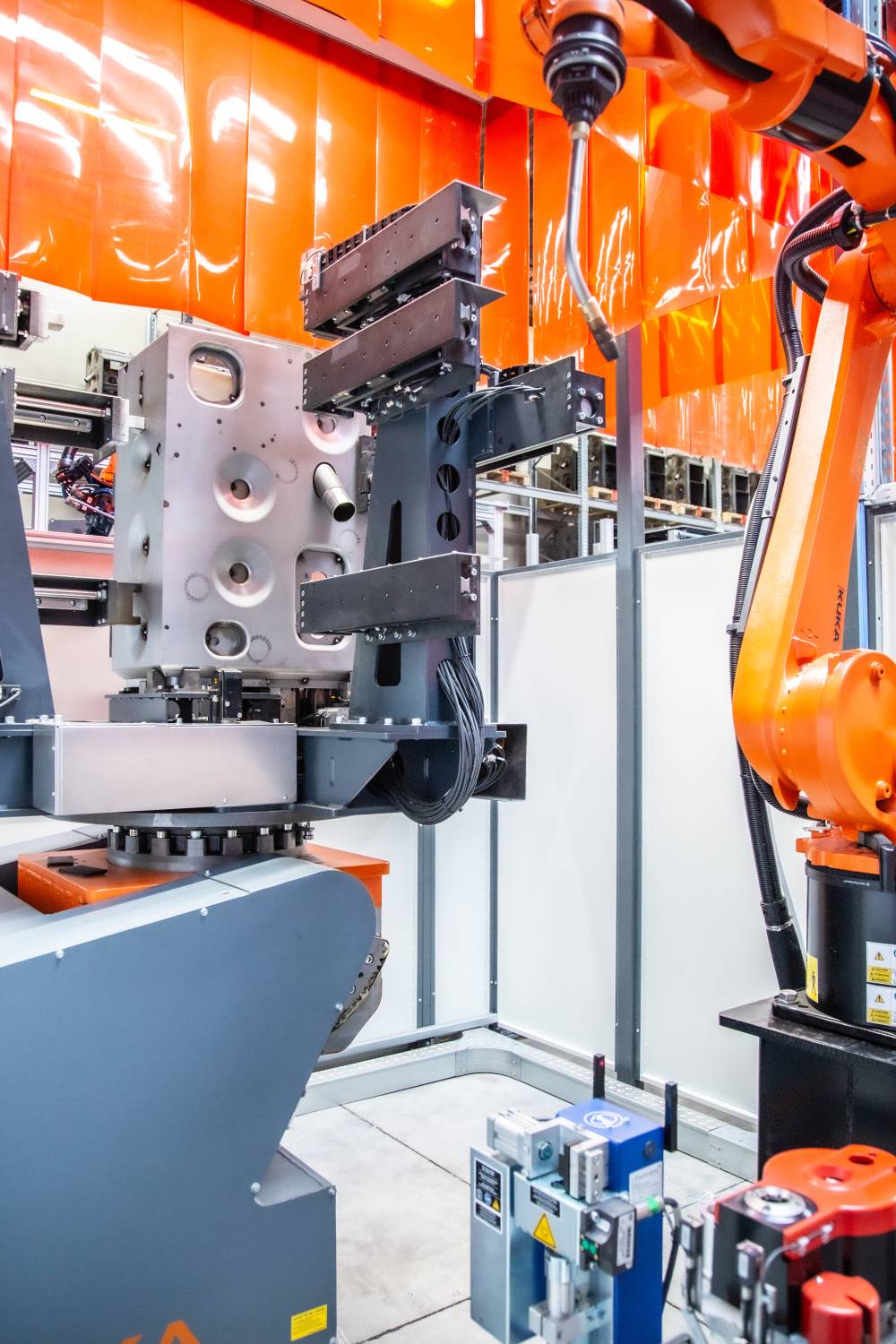
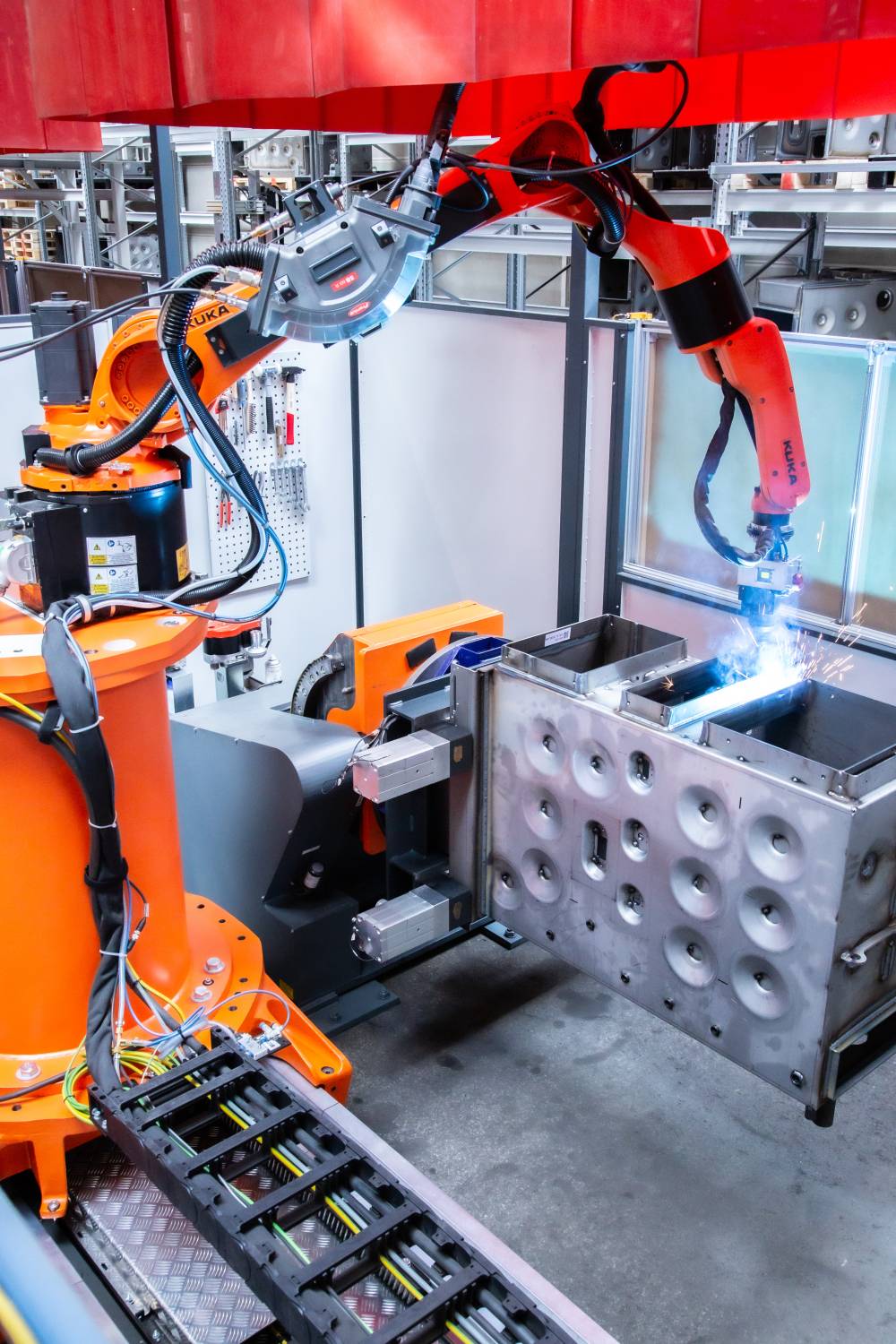
Ein Kuka-Schwerlastroboter ist für die Be- und Entladung der insgesamt sechs Schweißzellen zuständig.
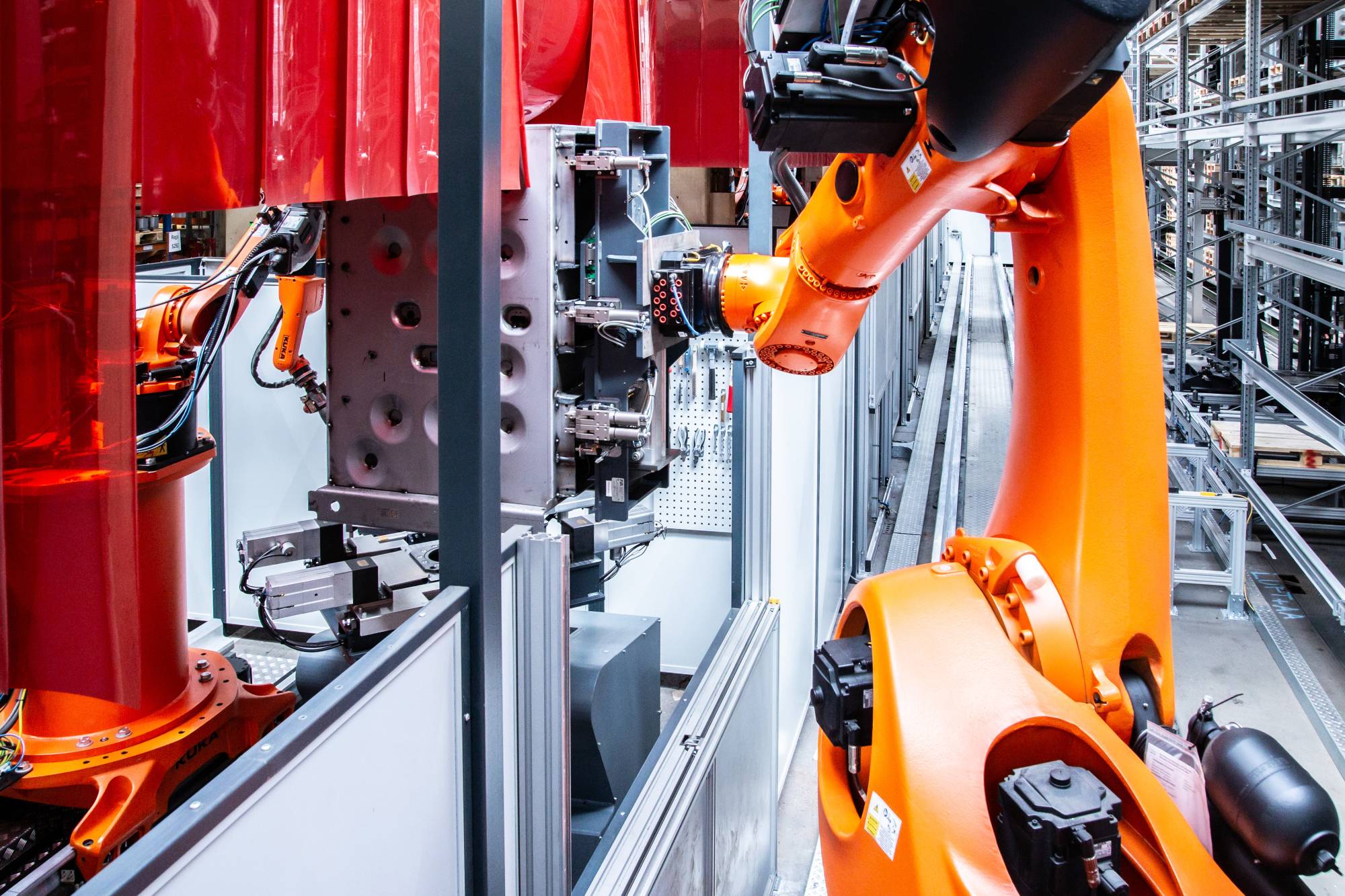
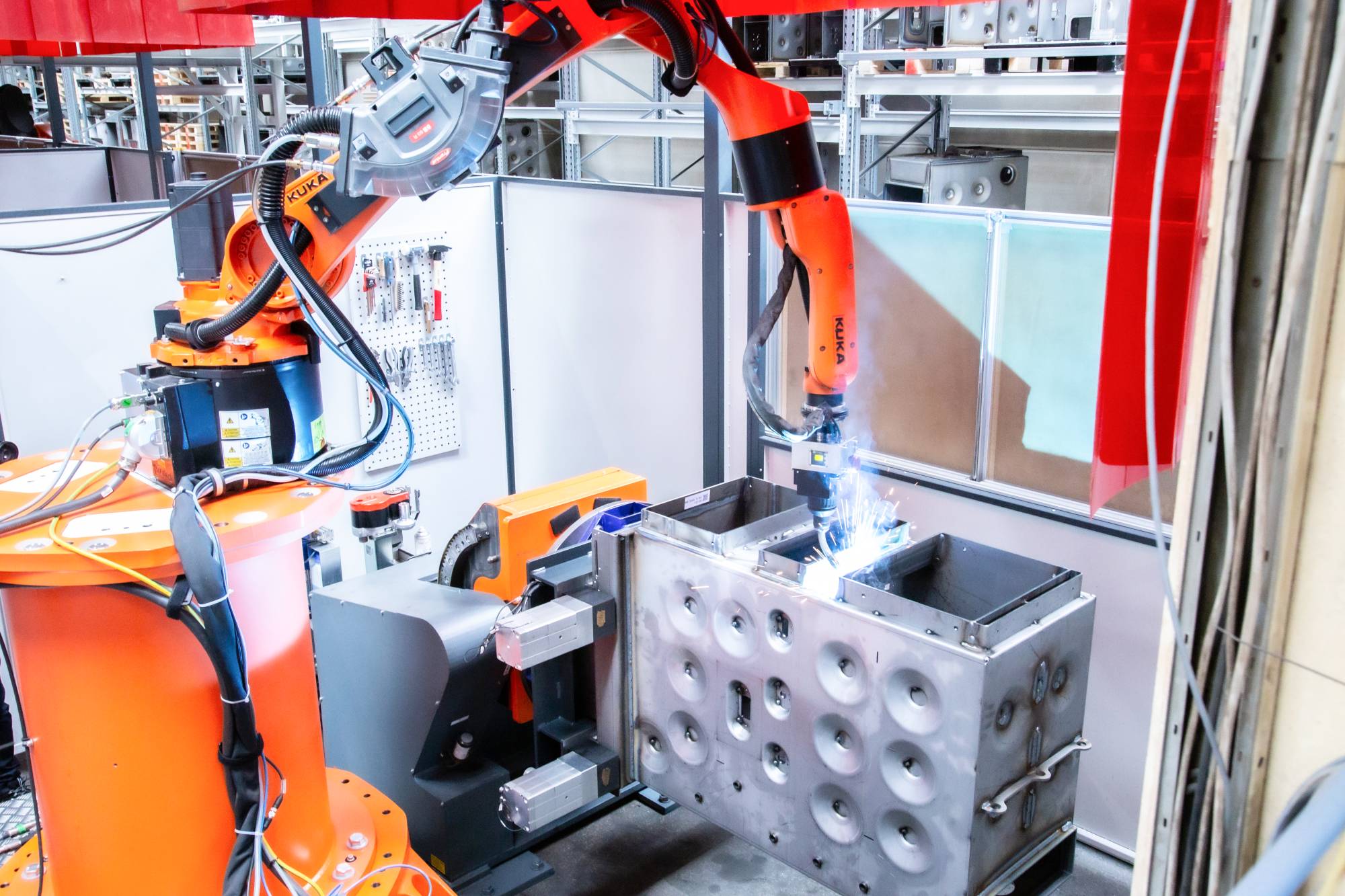
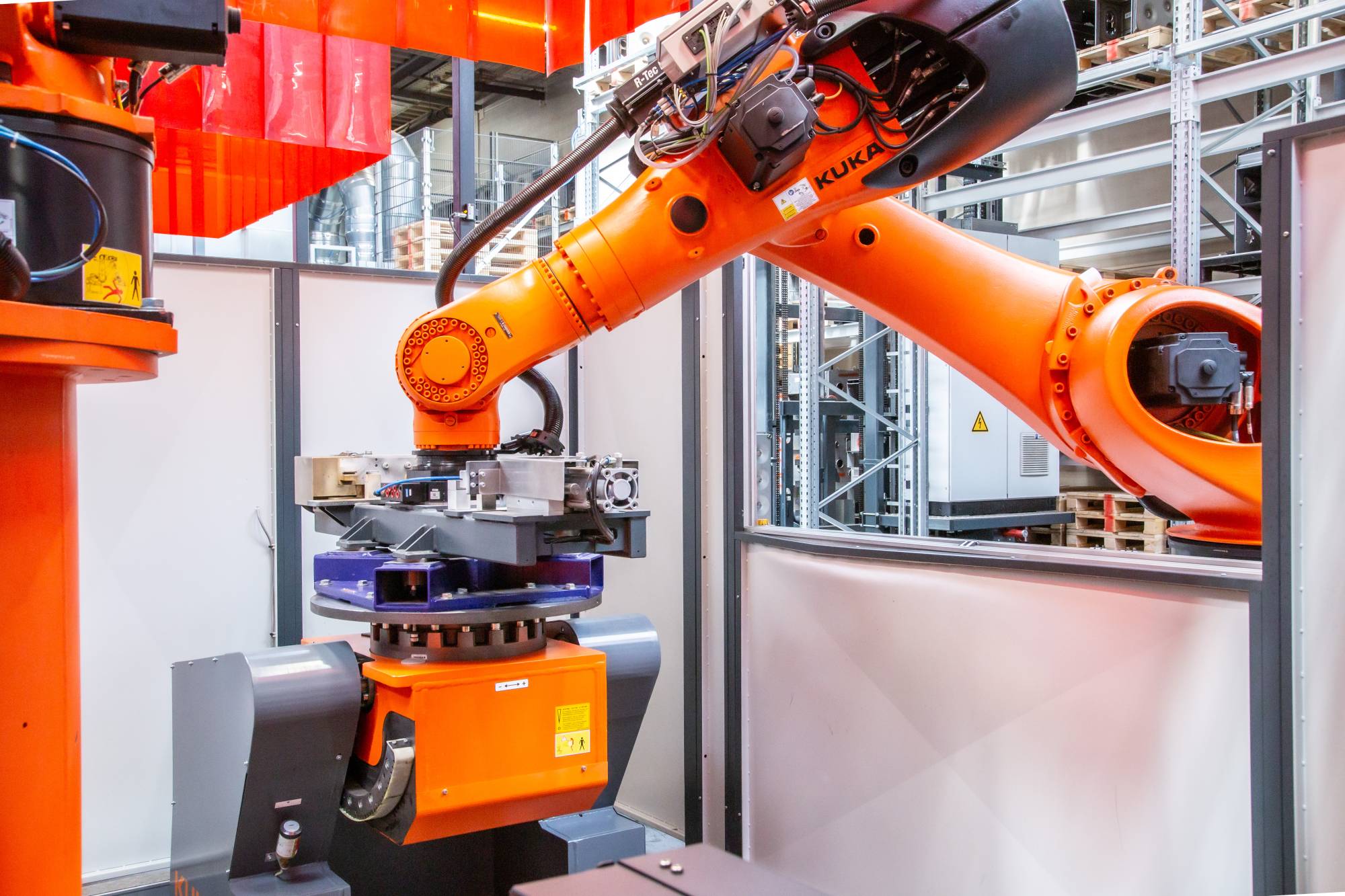
Der Handlingroboter positioniert den zu schweißenden Kessel exakt in der bereits eingespannten Vorrichtung.
Um dem Roboter stets die optimale Schweißposition zu bieten, sind die Zellen mit einem Zwei-Achs-Positionierer von Kuka ausgestattet.
KUKA-Software im Einsatz:
• KUKA.Safe Operation 3.5
• KUKA.TouchSense 3.2
• KUKA.Arc.Tech Basic 3.3
• KUKA.Arc.Tech Advanced 3.3
• KUKA.GripperSpotTech 5.0
• KUKA.WorkVisual 6.0
• KUKA.RoboTeam 3.1
• KUKA.SeamTech Finding
• KUKA.TRACC TCP
Eine der modernsten Kesselschweißlinien Europas
Für die Umsetzung der Automatisierungslösung wurde die ism-technic GmbH beauftragt. Der Kuka-Systempartner aus dem niederösterreichischem Münchendorf ist Spezialist für maßgeschneiderte, schlüsselfertige Roboterzellen und komplette Fertigungssysteme für das Schweißen und Schneiden inklusive Materialhandling. „Die Expertise und vor allem die Herangehensweise an die Lösung gab uns von Anfang an ein gutes Gefühl. Das Gesamtkonzept von ism mit dem Einsatz von Kuka-Technologie war im Anbietervergleich letztendlich das mit am Abstand überzeugendste“, erinnert sich Heitzinger.
„Die Aufgabenstellungen bei diesem Projekt waren hochkomplex. Als Kuka-Systempartner steht uns jedoch ein umfangreiches Produktportfolio zur Verfügung, mit dem wir nicht nur den Schweißprozess, sondern auch das Be- und Entladen der einzelnen Roboterzellen sowie die gesamte Teilelogistik automatisieren konnten“, berichtet Andreas Stremitzer, Geschäftsführer von ism-technic. Überaus stolz auf das Erreichte meint er: „Sich gegen solch namhafte Anbieter von Automatisierungslösungen durchzusetzen, hat sich angefühlt wie ein Olympiasieg. Ich bin mir aber sicher, dass wir hier in Zaisberg in sehr partnerschaftlicher Zusammenarbeit mit Kuka und Windhager eine der modernsten vollautomatisierten Kesselschweißlinien realisiert haben, die in Europa ihresgleichen sucht.“
Seit Ende letzten Jahres ist die neue Fertigungslinie mit zwei baugleichen Heftzellen, sechs identen Schweißzellen und einem Hochregallager nun in Betrieb. „Dank der Lösung von ism konnte das Schweißen unserer Heizkessel vom Heften bis hin zum Transport zu den Nacharbeitsplätzen, wo Mitarbeiter noch letzte Schweißnähte aufbringen und die Kessel auf Dichtheit prüfen, mit höchster Prozesssicherheit durchgängig automatisiert werden“, ist Heitzinger begeistert. Dabei ist das Konzept so ausgelegt, dass alle der derzeit 19 Kesseltypen von Windhager in jeder der sechs Schweißzellen geschweißt werden können. „So können wir die Produktion an die sich erfahrungsgemäß laufend ändernde Nachfrage der einzelnen Heizkessel sehr flexibel anpassen. Sollte zudem einmal eine Störung in einer Zelle auftreten, entstehen dadurch keine Produktionsengpässe“, zeigt sich der Fertigungsleiter zufrieden.

In partnerschaftlicher Zusammenarbeit modernste Schweißautomatisierung realisiert: Andreas Stremitzer (ism-technic) und Patrick Heitzinger (Windhager).


Stefan Gubi
Geschäftsführer von Windhager
„Der wesentlichste Nutzen der neuen Schweißlinie ist die Steigerung der Kapazität und Produktivität. Eine geplante Steigerung in der Produktion von bis zu 40 Prozent ist damit absolut realistisch.“
Hochproduktiv durch automatisiertes Heften
In den beiden Heftzellen werden aktuell ausschließlich die zwei Kesselgrößen der stückzahlenstärksten Windhager-Kesselfamilie BioWIN automatisch geheftet. Die anderen Kesseltypen, für die aufgrund der vielen unterschiedlichen Varianten eine Automatisierung des Heftprozesses nicht sinnvoll wäre, werden nach wie vor händisch in einer eigenen Heftvorrichtung geheftet und zum Fertigschweißen über ein Rollenfördersystem in die Anlage eingeschleust und im Hochregallager eingelagert. „Doch alleine durch die Umstellung beim BioWIN-Kessel konnten wir die Produktivität beim Heften um rund 50 Prozent steigern“, bringt es Heitzinger auf den Punkt.
Eine Heftzelle ist dabei mit zwei Kuka-Schweißrobotern ausgestattet – einer zum Schweißen von Vorbaugruppen und einer zum Heften des gesamten Kessels. Die dafür benötigten Blecheinzelteile werden zunächst von einem Mitarbeiter in Bauteilträgerpaletten eingeschlichtet und über ein Rollenförderband in die Linie eingeschleust. Bevor diese in 16 dafür vorgesehene Laden des Regalsystems eingelagert werden, überprüft ein Kamerasystem noch, ob die Teile lagerichtig in die Palette eingelegt worden sind. Pro Heftzelle steht jeweils ein Kuka-Handlingroboter zur Verfügung, der die benötigten Bauteile aus dem Regalsystem entnimmt und je nach Auftrag eine der beiden Roboterstationen in der Zelle mit Material versorgt.
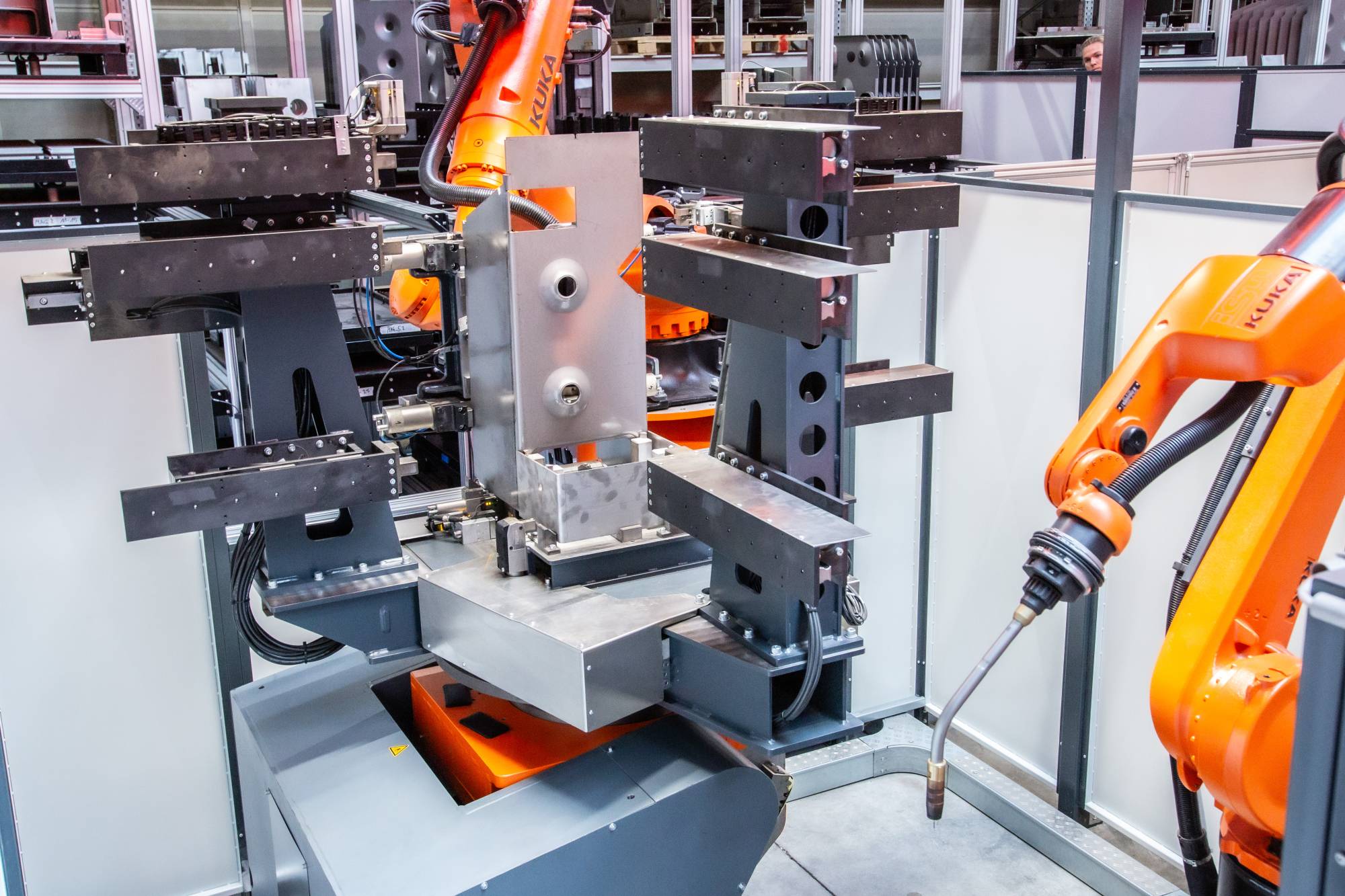
„Ein zu heftender BioWIN-Kessel besteht aus insgesamt 18 Komponenten, die entweder als Blecheinzelteil oder als Blechbaugruppe, die zuvor in der Vorschweißstation geschweißt wurde, in die Vorrichtung der Heftstation eingelegt wird“, geht der Fertigungsleiter ins Detail. Und Andreas Stremitzer fährt dazu fort: „Dank eines automatischen Wechselsystems mit sechs unterschiedlichen Greifern bestückt der Handlingroboter die Zelle absolut prozesssicher. Auch Kleinvorrichtungen, die in der Vorschweißstation benötigt werden, positioniert er ohne Zutun eines Mitarbeiters vollautomatisch am Schweißtisch.“
Um zum einen die Teile optimal einlegen zu können und zum anderen für den Roboter stets die ideale Lage für das Heften zu gewährleisten, verfügt die Heftstation zudem über einen Zwei-Achs-Positionierer von Kuka. „Ein automatisches Verschleißteilewechselsystem, automatische TCP-Korrektur sowie eine mechanische Brennerreinigung machen ein Eingreifen von außen unnötig und stellen somit ein absolut autonomes Heften sicher“, ergänzt der ism-Geschäftsführer. Den fertig gehefteten Kessel entnimmt der Handlingroboter aus der Zelle und gibt ihn an einen Übergabeplatz, von wo der Kessel über ein Regalbediengerät für das spätere Fertigschweißen in das Hochregallager eingelagert wird. „Die Zellen sind so ausgelegt, dass jeweils alle 30 Minuten ein BioWIN-Kessel geheftet werden kann“, ist Heitzinger beeindruckt.


Patrick Heitzinger
Leiter Fertigung bei Windhager
„Dank der neuen Fertigungslinie von ism konnte das Schweißen unserer Heizkessel vom Heften bis hin zum Transport zu den Nacharbeitsplätzen mit höchster Prozesssicherheit durchgängig automatisiert werden.“
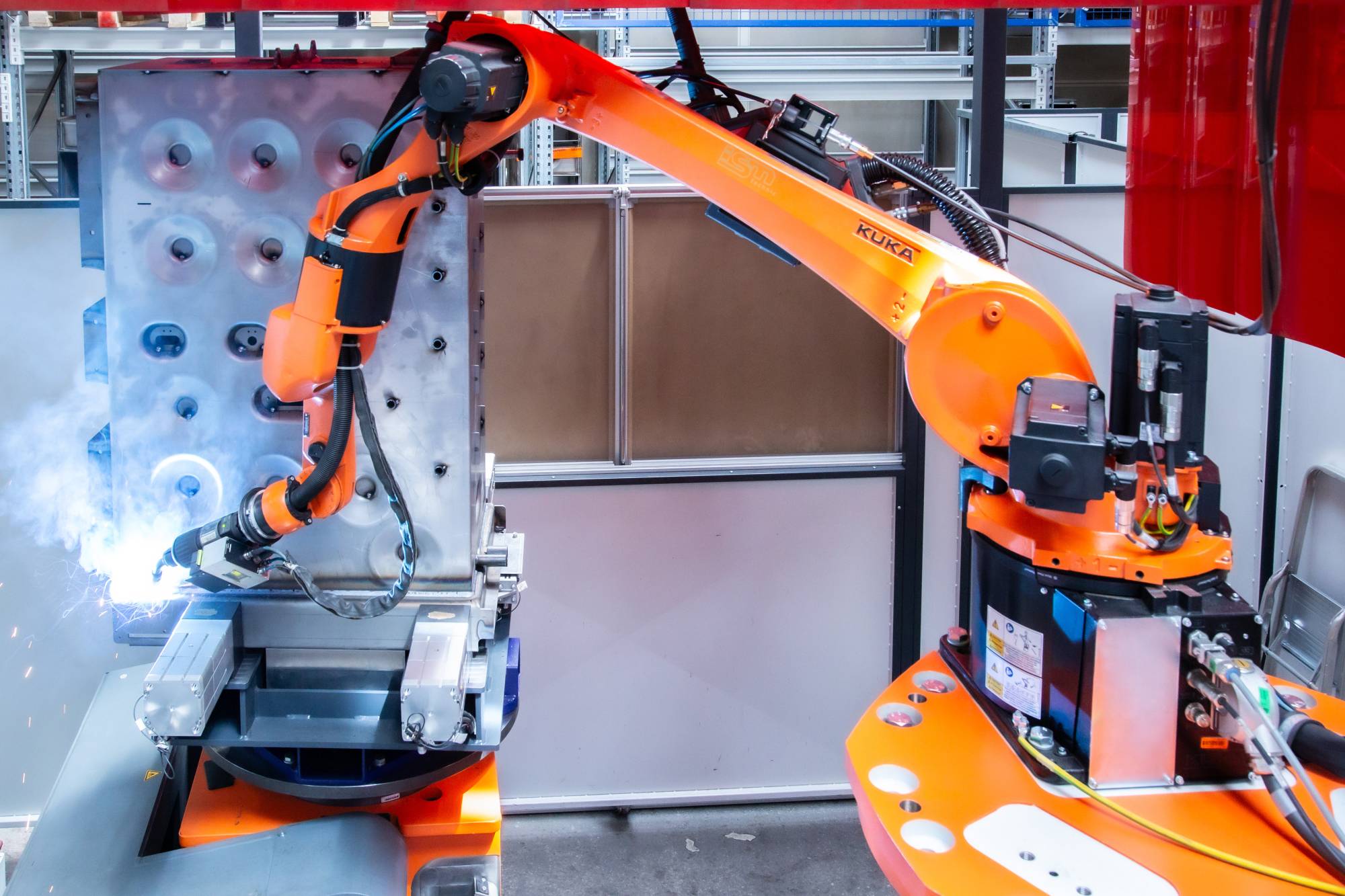
Prozesssicheres Roboterschweißen
Der Schweißbereich der Fertigungslinie besteht aus insgesamt sechs identen Schweißzellen, die allesamt von einem Handlingroboter be- und entladen werden. Soll nun einer der bereits eingelagerten, automatisch oder manuell gehefteten Kessel geschweißt werden, positioniert ein Regalbediengerät diesen zunächst auf einem Übergabeplatz. Parallel dazu bestückt der auf einer Bodenfahrbahn montierte Schwerlastroboter von Kuka die dafür ausgewählte Schweißzelle mit der entsprechenden Vorrichtung. Anschließend bringt der gleiche Roboter den Kessel zu einer Lasermarkierstation. „Um in unserer Produktion eine durchgängige Rückverfolgbarkeit zu gewährleisten, wird an jedem Kessel ein QR-Code angebracht und in einer Datenbank erfasst. Somit kann stets nachvollzogen werden, wann, in welcher Zelle und mit welchen Schweißparametern dieser geschweißt wurde“, geht Heitzinger näher darauf ein.
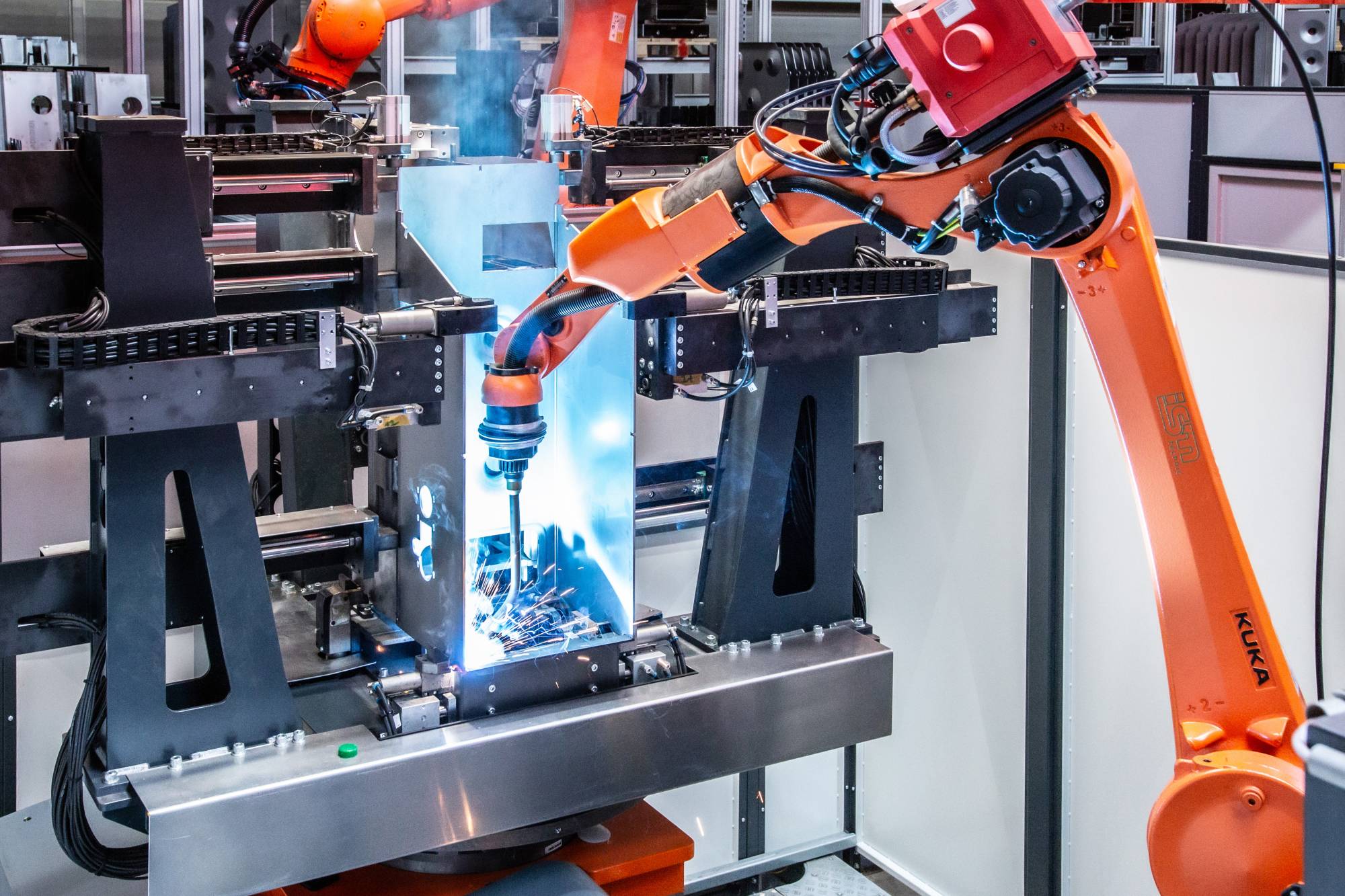
Danach bringt der Handlingroboter den Kessel zur ausgewählten Zelle und positioniert ihn exakt in der bereits eingespannten Vorrichtung. Um dem Roboter stets die optimale Schweißposition zu bieten, sind auch die Schweißzellen mit einem Zwei-Achs-Positionierer von Kuka ausgestattet. Darüber hinaus verfügen die Schweißzellen über ein automatisches Brennerhalswechselsystem. „Durch den Einsatz von unterschiedlichen Brennerlängen gibt es kaum Einschränkungen bei der Zugänglichkeit am Kessel. Wir können heute wesentlich mehr Nähte automatisiert schweißen als zuvor“, freut sich der Fertigungsleiter. „Vor dem Schweißen wird zudem jeder Kessel mittels Lasersensor vermessen, mit dem programmierten Referenzkessel verglichen und bei Abweichungen lagerichtig ausgerichtet“, bemerkt noch Stremitzer.
Neben einer automatischen TCP-Korrektur sowie mechanischen Brennerreinigung wird wie in den Heftzellen ein automatisches Verschleißteilewechselsystem eingesetzt, das aufgrund empirisch ermittelter Erfahrungswerte rechtzeitig die Stromdüse automatisch wechselt. Nach dem Schweißen entnimmt der Handlingroboter den Kessel, den anschließend ein Regalbediengerät wieder in das Hochregallager zurücklagert. Wird schließlich ein fertig geschweißter Kessel per Knopfdruck zur Nacharbeit und Dichtheitsprüfung abgerufen, wird er automatisch überkopf auf einer Förderstrecke zum Nacharbeitsplatz befördert. „Dabei ist der Nachschweißanteil massiv gesunken“, so Heitzinger, der noch bemerkt: „Die neue Schweißautomatisierung bedeutet für die Mitarbeiter zudem eine enorme Entlastung.“

Andreas Stremitzer
Geschäftsführer von ism-technic
„Als Kuka-Systempartner steht uns ein umfangreiches Produktportfolio zur Verfügung, mit dem wir nicht nur den Schweißprozess, sondern auch das Be- und Entladen der einzelnen Roboterzellen sowie die gesamte Teilelogistik automatisieren konnten.“
Partnerschaftliche Zusammenarbeit
Den wesentlichsten Nutzen der neuen Schweißlinie sieht Windhager-Geschäftsführer Stefan Gubi in der Steigerung der Kapazität und Produktivität. „Eine geplante Steigerung in der Produktion von bis zu 40 Prozent ist mit der neuen Fertigungslinie absolut realistisch. Zudem können wir sehr flexibel und schnell auf Marktveränderungen reagieren und bei Bedarf in der Nacht auch mannarme Geisterschichten fahren.“
Abschließend möchte ism-Firmenchef Andreas Stremitzer nicht unerwähnt lassen, dass er es bei solch großen Projekten stets sehr zu schätzen weiß, auf einen starken Partner wie Kuka bauen zu können: „Als Systemintegrator mit unserer Größe wäre so eine komplexe Automatisierungslösung ohne Unterstützung von einem starken Roboterpartner wie Kuka nur sehr schwer möglich.“
Auch Stefan Gubi sieht in einer partnerschaftlichen Zusammenarbeit auf Augenhöhe einen ganz wesentlichen Erfolgsfaktor: „Konsequente Kundenorientierung ist eines der Markenzeichen von Windhager. Das verlangen wir auch von unseren Partnern. Die Art und Weise, wie man an unsere Wünsche, Anforderungen, aber auch Probleme herangegangen ist, war vorbildlich. Vor Partnern wie ism und Kuka ziehe ich meinen Hut und freue mich auf eine gemeinsame, erfolgreiche Zukunft.“


Infos zum Anwender
Die 1921 in Seekirchen bei Salzburg gegründete Windhager Zentralheizung GmbH zählt mit über 650 Mitarbeitern zu Österreichs führenden Heizkessel-Herstellern. Die hauseigene Forschungs- und Entwicklungsabteilung widmet sich vor allem der Entwicklung von hocheffizienten Heizlösungen für erneuerbare Energien. Einen wichtigen Fokus setzt Windhager dabei auf die Brennstoffe Pellets, Hackgut und Scheitholz sowie auf die Wärmepumpe. Produziert wird aktuell ausschließlich am Firmenstammsitz in Seekirchen, ab 2024 auch in Pinsdorf bei Gmunden.
Teilen: · · Zur Merkliste