anwenderreportage
Lissmac SBM-M1500: Sauberes und effektives Entgraten
Kranbauer setzt auf Schleif- und Entgratlinie von Lissmac: Es sind richtige Ungetüme – die großen Portalkrane, mit denen in Häfen und an anderen Umschlagplätzen Container spielend leicht umgesetzt werden. Konecranes Noell entwickelt und baut solche Portalstapler, die bis 12, 15 m oder noch höher sein können. Durchschnittlich stecken in einem derartigen Riesen 27 t Stahlbleche. Eine reibungslose Weiterverarbeitung der Teile verlangt, dass diese passgenau und schweißnahtvorbereitet sind sowie die Kanten einen Verrundungsradius für eine optimale Lackhaftung haben. Um dies zu gewährleisten investierte Konecranes in eine moderne Lissmac-Schleif- und Entgratlinie für die Schlackeentfernung und Kantenbearbeitung. Autor: Dietmar Kuhn / Fachredakteur

Im Vordergrund die Maschine für die Schlackeentfernung (SBM-M1500 D2) und nachgeschaltet die Schleif- und Entgratmaschine SBM-XL1500 G2S2 – 1500 bedeutet die maximale Durchlassbreite von 1.500 mm. Die gesamte Linie ist durch verfahrbare Bänder mit Eigenantrieb verbunden. (Bilder: Kuhn)

Burkard Stamm
Abteilungsleiter Zuschnitt bei Konecranes.
„Lissmac entsprach exakt unseren Kriterien, die wir an eine Kantenbearbeitung stellten. Die Anlage sollte sowohl für unsere kleineren Blechzuschnitte als auch für die großen und schweren Teile geeignet sein.“
Beim Betreten der riesigen Fertigungshalle wird sofort klar, dass hier eine Vielzahl von Blechen verarbeitet wird. Wo man auch hinblickt, überall Bleche – Bleche auf Paletten, in Regalen oder auf Schneidtischen einer Plasma- oder Autogenanlage. Sie sind unterschiedlich dick, beispielsweise ab 3 mm bis hin zu 100 mm oder mehr. Die Abmessungen wirken mit bis zu 6.000 mm Länge gigantisch. Gelagert und bearbeitet werden diese Bleche in der Zuschnitthalle der Konecranes Noell, vormals Terex MHPS, mit Sitz in Würzburg. Das unterfränkische Unternehmen, dessen Wurzeln bis zum Jahre 1824 zurückführen, hatte seine Anfänge im Stahl- und Anlagenbau. Heute entwickelt und baut Konecranes riesige Portalstapler – Fachleute nennen diese „Straddle Carrier“. Ihren Einsatz finden sie an Container-Umschlagplätzen für das Heben, Senken, Transportieren und Umsetzen sperriger Container. In einem einzigen Portalkran sollen durchschnittlich bis zu 27 t Stahlbleche, verbaut sein, erfährt man.
Die Zeiten, in denen der Stahlbau eher als „raue“ Fertigungstechnik galt, sind längst vorbei. Absolute Funktionsfähigkeit, Optik, Sicherheit und insgesamt höchste Qualität müssen heute unter wirtschaftlichen Aspekten sichergestellt sein und gehören zur Normalität bei Konecranes.
Exakt passen müssen auch die Bleche, etwa 4.000 t jährlich, die der Zuschnitt von Konecranes an den eigenen Zusammenbau liefert. Dabei kommt es nicht nur auf die genauen Abmessungen und Passgenauigkeit der Teile untereinander an sondern auch auf die Kanten. Deshalb widmen die Zuschnittexperten der Kantenbearbeitung auch ihre besondere Aufmerksamkeit. „Als Zulieferer für den Zusammenbau sind wir gefordert, einwandfreie und passgenaue Zuschnittteile zu liefern, die ohne Nacharbeit oder Korrekturen sicher und schnell verbaut werden können“, unterstreicht Burkard Stamm, Abteilungsleiter Zuschnitt bei Konecranes.

Auslauf der Bleche aus der SBM-XL1500 G2S2 mit Absaugleitungen für den Schleifstaub. Dieser gelangt in den Filterturm (r.), der als Trockenentstauber mit Zyklonvorabscheider für Stahl- und Edelstahlstäube und für Umluftbetrieb ausgelegt ist.

Steffen Künzig
Koordinator Zuschnitt bei Konecranes.
„Die Investition macht sich bezahlt, denn die Blechbearbeitung ist nun effektiver, wirtschaftlicher und sauberer. Und wir liefern unserer Montage einwandfreie Produkte, die ohne Nacharbeiten einbaufertig sind.“
Professionelle Kantenbearbeitung
Nicht nur aus Gründen der Verletzungsgefahr oder einer beständigen Lackhaftung ist die Kantenbearbeitung von Blechen mittlerweile zu einem unentbehrlichen Fertigungsschritt geworden, auf den Blechbearbeiter heute setzen. Über viele Jahre diente einzig und allein die „Flex“ als das passende Werkzeug um dies zu bewerkstelligen. „Mit der Kantenbearbeitung bzw. der Kantenverrundung und Schweißnahtvorbereitung war bei uns eine ständige Kolonne von vier bis fünf Mitarbeitern befasst. Über eine Schicht betrachtet war das schon Knochenarbeit. Zudem war diese Arbeitsweise eine wahre Quelle der Luftverschmutzung. Ganz zu schweigen von der Ungleichmäßigkeit der Kanten, die durch eine manuelle Bearbeitung einfach nicht anders erreichbar ist“, erläutert Stamm.
Stamm und seinem Kollegen Steffen Künzig, der als Koordinator Zuschnitt bei Konecranes fungiert, war schon lange klar, dass ein moderner Stahlbau mit viel Blechbearbeitung, einem gehobenem Qualitätsanspruch und einer manuellen Kantenbearbeitung nicht mehr wirtschaftlich sein kann. Mit fundierter Überzeugungsarbeit konnten die Zuschnittsexperten bei Konecranes ihr Management für die Investition in eine professionelle Kantenbearbeitung überzeugen.

Blick in die SBM-M1500 D2-Maschine für eine beidseitige Entfernung von Schlacke an plasma- und autogengeschnittenen Werkstücken in nur einem Arbeitsprozess. Durch das mechanische Abschlagen der Schlacke reduzieren sich die Werkzeugkosten im Vergleich zum teuren Zerspanen mit Schleifmitteln deutlich.
Infos zum Anwender
Konecranes zählt zu den Weltmarktführern im Bereich Lifting Businesses und versorgt Unternehmen der Produktions- und Prozessindustrie, Werften und Häfen mit innovativen hebetechnischen Lösungen.
www.kronecranes.com
Die Auswahl des richtigen Partners
Über einen längeren Zeitraum diskutierten Stamm und Künzig über dieses Projekt. „Wir wussten schon ungefähr was wir wollten“, sagt Steffen Künzig, „doch um eine großangelegte Recherche kamen wir dennoch nicht herum.“ Unterstützt wurden die Bemühungen um die Suche nach einer geeigneten Technologie und dem richtigen Partner durch Internet, Messebesuche und zahlreiche Gesprächen mit Experten diverser Anbieter. Einer der ersten Ansprechpartner war damals Michael Braunreiter, Gebietsverkaufsleiter bei Lissmac, der den Fachleuten bei Konecranes mit Rat und Tat zur Verfügung stand. Beim Probeschleifen oder vielmehr bei der Probekantenbearbeitung lichteten sich dann die Reihen der Anbieter. Überzeugt hat letztendlich Lissmac mit ihrem Angebot und ihren Leistungen.
„Lissmac entsprach exakt unseren Kriterien, die wir an eine Kantenbearbeitung stellten. Die Anlage sollte sowohl für unsere kleineren Blechzuschnitte als auch für die großen und schweren Teile geeignet sein“, erläutert Stamm. Schon daraus ergab sich, dass die Teile – ohne sie wenden zu müssen – in einem Durchlauf von beiden Seiten, oben und unten, gleichzeitig bearbeitet werden können. Die meisten Teile die diese Anlage durchlaufen sind plasmageschnitten – weniger werden autogengeschnitten. Beide Schneidverfahren erzeugen durchwegs immense Schlacken, die vor der Kantenbearbeitung erst einmal entfernt werden müssen. Als weiteres Kriterium galten die Markierungen, die auf den Blechteilen als Montagehilfe angebracht sind und durch die Bearbeitung nicht zerstört werden dürfen.

Entnahme der fertigen, sauber entgrateten und kantenverrundeten Bleche. Diese werden wieder auf Paletten abgestapelt.
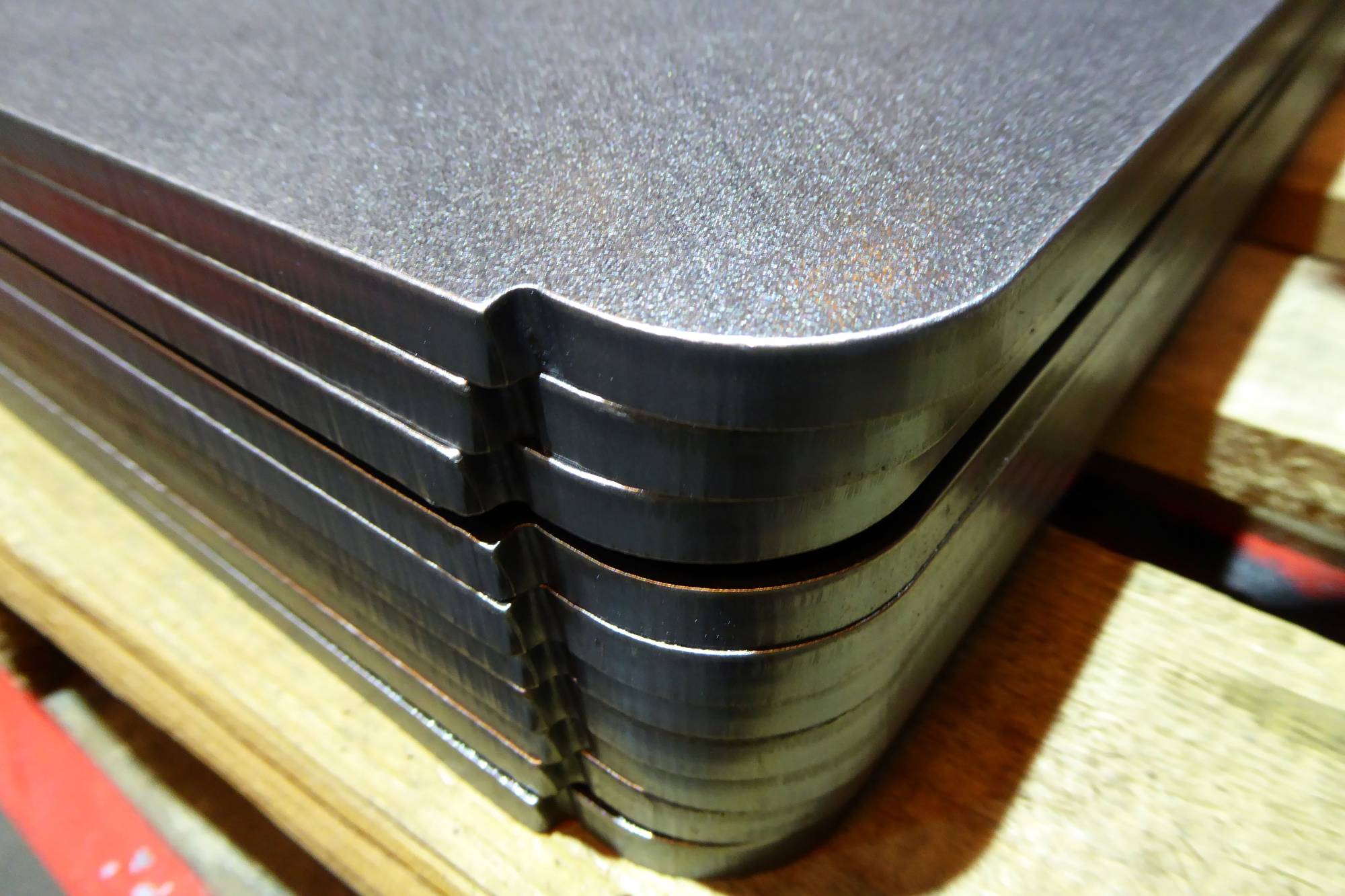
Sauber kantenverrundete Bleche wie sie aus der Lissmac Entgrat- und Schleiflinie kommen – ohne jeglichen Grat mit gleichmäßig verrundeten Kanten.
Hintereinandergeschaltete Anlagen
Um die Ziele mit Entgratung und Kantenverrundung (0,3 bis 0,7.mm Radius) im Konecranes-Zuschnitt zu erreichen, wurden mit der SBM-M1500 D2 und der SBM-XL1500 G2S2 zwei Lissmac-Anlagen hintereinandergeschaltet. Beide arbeiten im Trockenverfahren und sind für eine Bearbeitungsbreite von 1.500 mm ausgelegt.
In dieser Maschinenkombination übernimmt die SBM-M1500 D2 die Schlackeentfernung an den plasma- oder autogengeschnittenen Blechteilen. Sie arbeitet mit nur einem Arbeitsgang und der beidseitigen Schlackeentfernung äußerst effektiv und kann somit die Bearbeitungszeiten bis zu 60 % reduzieren. Durch das mechanische Abschlagen der Schlacke reduzieren sich die Werkzeugkosten wesentlich – Schleifmittel gibt es keine. Ab und an muss vielleicht einmal ein verschlissener Pin ausgewechselt werden – das ist alles. „Das teure Zerspanen mit Schleifmitteln entfällt bei der Schlackeentferung gänzlich“, sagt Künzig. „Über die gesamte Anlage betrachtet, haben wir überhaupt sehr wenig Werkzeugverschleiß“, ergänzt er.
Der SBM-M1500 D2 nachgeschaltet ist die SBM-XL1500 G2S2, die das Entgraten und die Kantenverrundung an allen Außen- und Innenkonturen übernimmt. Beide Anlagen arbeiten nach dem Quer-Bearbeitungsprinzip. Dieses gewährleistet eine gleichmäßige Werkzeugausnutzung über die gesamte Arbeitsbreite und die Schlacke, Gratbildungen oder Verschmelzungen werden damit an jeder Blechkontur sauber entfernt. Dies gilt für das Entgraten und die Kantenverrundung sowie jeweils für die Ober- wie auch die Unterseite des Werkstückes gleichermaßen.
Für eine gleichmäßige und saubere Bearbeitung auch an Innenkonturen sorgen diverse Federpakete, die zwischen Werkstück und Werkzeug (Schleifband) einen entsprechenden, steuerbaren Druck erzeugen. Zudem können die jeweils oberen und unteren Aggregate voneinander getrennt elektrisch eingestellt sowie zu- und abgeschaltet werden. Die Bearbeitungswerkzeuge bzw. die Schleifbänder, können bei einem Verschleiß einfach und schnell gewechselt werden. Die beiden Maschinen SBM-M1500 D2 und SBM-XL1500 G2S2 sind untereinander durch robuste und leistungsfähige Transportbänder oder (wahlweise) Rollengänge verbunden und entsprechend aufeinander abgestimmt.

Konecranes (vormals Terex) in Würzburg investierte in eine Entgrat- und Schleiflinie von Lissmac. Die Gesamtanlage besteht u. a. (v.l.n.r.) aus zwei Manipulatoren zur leichten Handhabung der Bleche (Einlauf und Auslauf), einer SBM-M 1500 D2 für die beidseitige Schlackeentfernung von plasma- und autogengeschnittenen Blechen und einer SBM-XL 1500 G2S2 zur beidseitigen Kantenverrundung von Blechen. (Bilder: Kuhn)

Konecranes verarbeitet sowohl plasma- wie auch autogengeschnittene Bleche in Dicken von 5 bis 120 mm. Das Bild zeigt die Kanten vor der Bearbeitung (zum Teil mit starkem Schlackengrat).
Ergonomisches Arbeiten
Sowohl an der Einlauf- wie auch an der Auslaufseite wurde je ein manuell bedienbarer und pneumatischer Lissmac Balancer installiert. Dieser zeichnet sich vor allem durch ein absolut ergonomisches und rationelles Arbeiten ohne jeglichen Kraftaufwand sowie durch ein exaktes Positionieren der Bleche aus. Mit dem Lissmac Balancer ist in allen Situationen höchste Produktivität sichergestellt.
Mit den beiden Balancern manipuliert der Bediener die oft schweren Blechteile an der Einlaufseite von einer Palette auf das Transportband – an der Auslaufseite vom Transportband wieder auf eine Palette.
Vakuum-Magnet-Manipulator an der Einlaufseite: Die Bleche werden von einer davor stehenden Palette entnommen.

In den Filterturm gelangen die Schleif- und Reinigungsstäube über die Rohrleitungen, die entsprechend überwacht werden und Öffnungen für Service und Reinigung enthalten.

Experten unter sich: (v.l.n.r.) Burkard Stamm, Leiter Zuschnitt bei Konecranes, Michael Braunreiter, Gebietsverkaufsleiter bei der Lissmac Maschinenbau GmbH sowie Steffen Künzig, Koordinator Zuschnitt bei Konecranes.
Trockenentstauber für das Absaugen der Schleifpartikel
Die bei der Schlackenentferung anfallenden Partikel, die mehrere Millimeter groß sein können, fallen in einen Schrottbehälter, der sich unterhalb der Maschine befindet. Die beim Entgraten und der Kantenverrundung anfallenden Schleifpartikel werden über Rohrleitungen zu einem Lissmac Filterturm abgesaugt. Dabei handelt es sich um einen Trockenentstauber mit Zyklonvorabscheider für Stahl- und Edelstahlstäube, der für einen Umluftbetrieb ausgelegt ist. Größe und Leistung sind auf die jeweilige Anwendung sowie auf die Lissmac Schleifmaschinen abgestimmt. Insbesondere zeichnen sie sich durch hohe Saugleistungen und minimale Filterbelastungen aus und halten damit die Betriebskosten gering.
Burkard Stamm und Steffen Künzig sind von ihrem jüngsten Kind im Zuschnitt bei Konecranes in Würzburg überzeugt. „Die Investition macht sich bezahlt. Wir konnten die Blechbearbeitung wesentlich effektiver, wirtschaftlicher und sauberer gestalten. Was besonders wichtig ist: Wir liefern damit unserer Montage für die Portalstapler einwandfreie Produkte, die ohne Nacharbeiten einbaufertig sind“, unterstreichen die beiden Zuschnittexperten.
Teilen: · · Zur Merkliste