anwenderreportage
acp quattroClean: Schweißrückstände prozesssicher entfernen
Als weltweit gefragter Zulieferbetrieb steht die Stiwa Advanced Products GmbH für innovative Produktlösungen sowie kostenoptimale und qualitativ hochwertige Serienprodukte und Montagebaugruppen. Die Ausrichtung der Produktion auf immer höhere Reinheitsanforderungen ist dabei ein wesentlicher Aspekt dieses Qualitätsanspruchs. Mit einer über MAP Pamminger bezogenen neuen Technik kann Stiwa nun Schweißrückstände prozesssicher entfernen. Mit der Integration des CO₂-Schneestrahlverfahrens von acp in die Fertigungslinie werden die Anforderungen hinsichtlich des Restschmutzgewichtes aktuell sogar zehnfach übererfüllt.
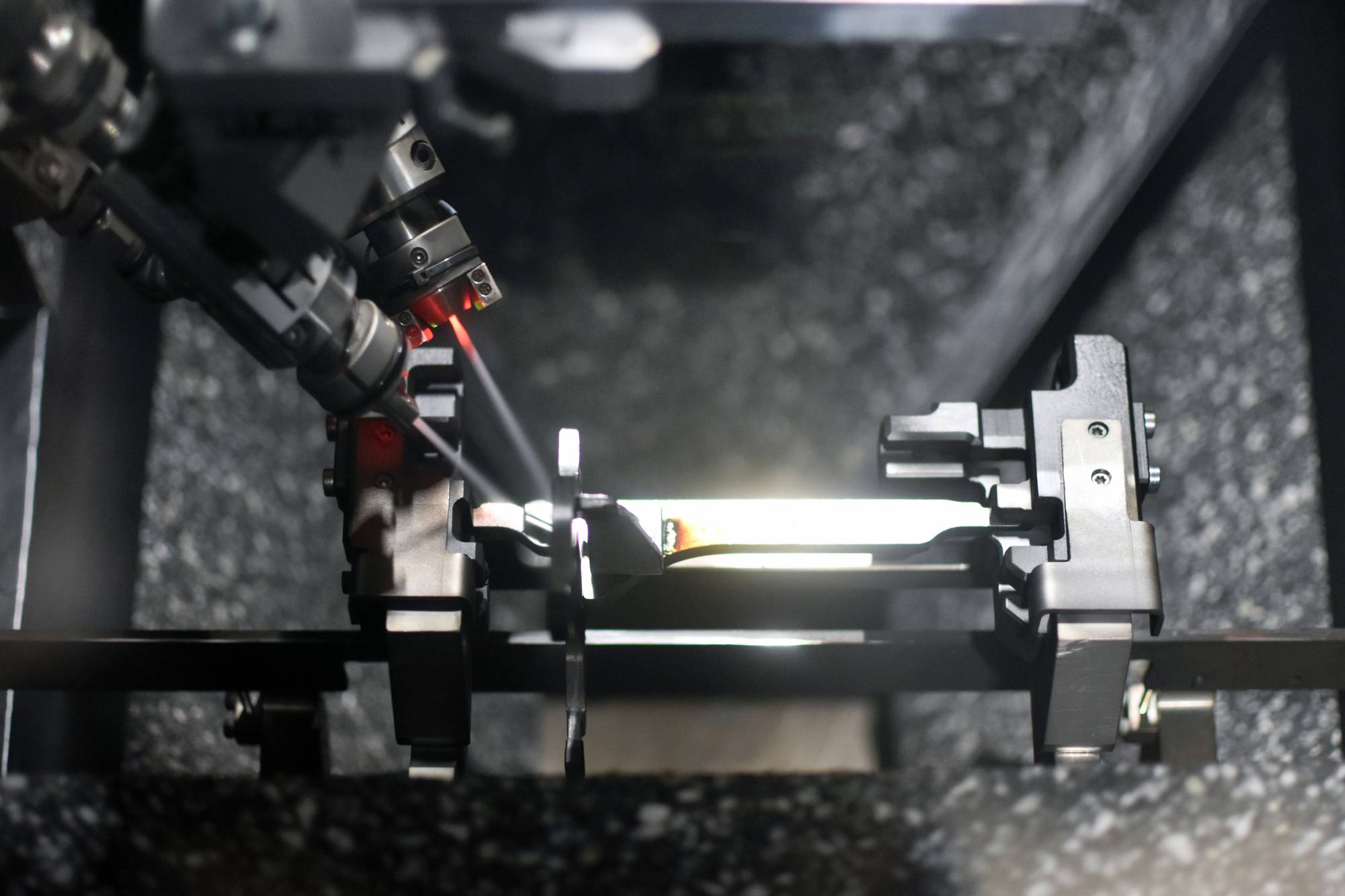
Flüssiges Kohlendioxid entspannt beim Austritt aus der Zweistoff-Ringdüse des quattroClean-Systems zu feinen CO₂-Kristallen. Beim Auftreffen auf die Bauteiloberfläche mit Überschallgeschwindigkeit werden filmische und partikuläre Verunreinigungen rückstandsfrei und trocken entfernt.
Shortcut
Aufgabenstellung: Schweißrückstände prozesssicher entfernen.
Lösung: CO₂-Schneestrahlreinigung mit quattroClean von acp.
Nutzen: Anforderungen hinsichtlich des Restschmutzgewichtes zehnfach übererfüllt.
Beschläge für Fenster und Türen sowie Automobile enthalten eine Vielzahl komplex geformter Metallteile. Diese müssen viele Jahre lang hohe Kräfte aufnehmen und auch dann noch zuverlässig und problemlos ihre Funktion erfüllen. Da Gewicht und Materialkosten eine immer größere Rolle spielen, ersetzen komplex gebogene Blechteile solche aus Guss oder aus dem Vollen zerspante Gebilde.

Die Reinigung erfolgt in die Fertigungslinie integriert in einer vom Schwesterunternehmen Stiwa Automation entwickelten Anlage mit vier hintereinander angeordneten Reinigungskammern.

DI (FH) Josef Loderbauer
Prozessentwicklung Oberflächentechnik bei Stiwa Advanced Products
„Laut Kundenvorgabe ist ein Restschmutzgewicht von 1,5 mg zulässig. Tatsächlich erreichen wir mit 0,1 mg weniger als ein Zehntel dieses Wertes.“
Komplexe Teile für Automobile und Beschläge
Die Produktion komplexer Stanz-Biegeteile aus 1,0 bis 6,0 mm starken, hochfesten Blechen und aus diesen mittels Laserschweißen geschaffener Baugruppen in hohen Stückzahlen ist Kernkompetenz der Stiwa Advanced Products GmbH in Gampern bei Vöcklabruck (OÖ). Erfahrung und Know-how in den Fertigungstechnologien Laserschweißen, Spritzguss, Stanzen und Montage sind die Basis für kostenoptimale sowie qualitativ hochwertige Produkte und machen Stiwa zu einem bevorzugten Partner der europäischen Automobil- und Fensterindustrie.
Mit hohen Ansprüchen an die Qualität fertigt das Unternehmen für die Automotive-Branche z. B. hochwertige Laserschweißbaugruppen für Fahrwerk, Lenkung und Getriebe. Die Fertigungstiefe reicht dabei von der Stanztechnik, der Kaltumformung mit Folgeverbund- und Transferwerkzeugen über Laserschweißverfahren bis zur vollautomatischen Montage kompletter Baugruppen. Diese erfolgt auf hoch performanten Montageanlagen der Konzernschwester Stiwa Automation. Dank einer konsequenten Digitalisierung der gesamten Prozesskette mittels Software des Geschäftsbereichs Manufacturing Software greifen die Fertigungsprozesse der Stiwa Advanced Products GmbH ineinander wie die Räder eines Uhrwerks. Das ermöglicht die Herstellung der Produkte mit kürzesten Taktzeiten in hoher und nachvollziehbarer Qualität.

Die Stiwa Advanced Products GmbH in Gampern fertigt eine breite Palette komplexer Teile für die europäische Automobilindustrie. (Bild: Stiwa)
Weiter steigende Reinheitsanforderungen
Zu diesem Qualitätsanspruch gehört auch die Einhaltung der Ansprüche von Kunden an die Reinheit der Teile, und diese werden laufend strenger: „Bei einem Auftrag für Getriebeteile konfrontierte uns ein deutscher Autohersteller mit einer besonders rigiden Restschmutzanforderung“, berichtet DI (FH) Josef Loderbauer, Prozessentwicklung Oberflächentechnik bei Stiwa Advanced Products. „Er spezifizierte, dass diese völlig frei von losen Schweißspritzern sein müssen.“
Das macht eine Reinigung der Teile nach dem Schweißen und vor der Montage erforderlich. Angesichts des hohen Teiledurchsatzes mit Taktzeiten von 3,5 bis 4,5 Sekunden – immerhin geht es um einen Auftrag über acht Jahre mit einer Jahresproduktion von mehreren Millionen Laserschweißbaugruppen – kam nur eine nahtlos in die Fertigungslinie integrierte Inlinereinigung in Betracht. Zudem durften die Teile im Reinigungsvorgang wegen der anschließenden Montage nicht nennenswert erwärmt werden.
Diese Kriterien haben einen wesentlichen Einfluss auf die Wahl der Reinigungsmethode. „Wir haben Versuche mit verschiedenen Reinigungstechnologien unternommen“, erinnert sich Sascha Gawlas, Prozessentwickler bei Stiwa Advanced Products. „Dazu gehörten Lösemittel- und Ultraschallreinigung sowie Kombinationen davon ebenso wie flüssigkeitsfreie Verfahren mit Druckluft.“
Eine bis fünf fest montierte JetModul-Düseneinheiten pro Reinigungskammer bearbeiten die bis zu 20 Schweißnähte der Laserschweißbaugruppen.

Sascha Gawlas
MSc, Prozessentwicklung bei Stiwa Advanced Products
„Seit die Anlage in den Serienbetrieb ging, arbeitet sie dank der verschleißfrei arbeitenden JetModul-Düseneinheiten von acp völlig störungsfrei. “
Innovatives Reinigungsverfahren
Durch den Kontakt mit MAP Pamminger lernten die Prozessentwicklungsexperten von Stiwa Advanced Products auf einer Fachtagung für industrielle Bauteilereinigung das CO₂-Schneestrahlreinigungsverfahren der acp – advanced clean production GmbH kennen. Deren quattroClean-System nutzt als Prozessmedium flüssiges Kohlendioxid, das beim Austritt aus der patentierten Zweistoff-Ringdüse zu feinen CO₂-Kristallen entspannt. Diesen Kernstrahl bündelt ein ringförmiger Druckluft-Mantelstrahl und beschleunigt ihn auf Überschallgeschwindigkeit. Beim Auftreffen des gut fokussierbaren, minus 78,5° C kalten Schnee-Druckluftgemischs auf die zu reinigende Oberfläche kommt es zu einer Kombination verschiedener Effekte. Diese sind thermischer, mechanischer, sublimations- und lösemittelähnlicher Natur. Dadurch lösen sich filmische Verunreinigungen und werden gemeinsam mit etwaigen Partikeln und Spänen prozesssicher entfernt.
Da sich der Strahl zielgerichtet einsetzen lässt, eignet sich dieses Verfahren sehr gut zur selektiven Reinigung von Bauteilen, die nur eine lokal begrenzte sauberkeitskritische Oberfläche aufweisen. Die abgelösten Verunreinigungen werden durch den Druckluftstrahl weggeströmt und gemeinsam mit dem nun gasförmigen CO₂ aus der Bearbeitungszelle abgesaugt. Die Werkstücke sind nach der Reinigung trocken und werden sofort dem nächsten Prozess zugeführt. Sämtliche Prozessparameter lassen sich über die übergeordnete Automatisierungssoftware steuern und überwachen. Dadurch ist dieses Verfahren prädestiniert für die komplett automatisierte Integration in die Fertigungslinie.

Die anschließende Konservierung der Teile in einem ebenfalls von MAP Pamminger gelieferten Durchlaufkonservierer von SLE Technology.


Infos zum Anwender
Die 1972 gegründete Stiwa Group ist eine international erfolgreiche Unternehmensgruppe mit acht Werken in vier Ländern (Österreich, China, USA, Deutschland). Die Unternehmen der Stiwa Group sind Leitbetriebe der österreichischen Wirtschaft und zu 100 % in Familienbesitz. Ihre Hauptgeschäftsbereiche sind Automatisierungslösungen und die Produktion von Zulieferteilen sowie Engineering und Software. Mit rund 2.100 Mitarbeitern erzielte die Gruppe im Geschäftsjahr 2018/19 einen Jahresumsatz von EUR 267 Mio., davon 52 % im Export.
Gründlich evaluiert
„Obwohl wir die Vorteile des Verfahrens für unsere spezifische Aufgabenstellung sofort erkannten, machten wir uns die Entscheidung nicht leicht“, erklärt Gawlas. „Erst nachdem wir – unter anderem in Versuchen am Fraunhofer-Institut in Berlin – die Tauglichkeit des Verfahrens evaluiert hatten, haben wir über Stiwa Automation und MAP Pamminger mit acp Kontakt aufgenommen.“
Auch danach waren zur Festlegung der Anzahl, Ausführung und Anordnung der Düsensysteme für die CO₂-Schneestrahlreinigung innerhalb der vollautomatischen Produktionslinie noch einige Testreihen erforderlich. Diese wurden – stets begleitet durch die Reinigungsexperten von MAP Pamminger – im Werk von acp durchgeführt. „Dabei stellten uns die Vielfalt und die komplexe Geometrie der Bauteile ebenso vor enorme Herausforderungen wie die Spezifikation der zu entfernenden losen Schweißspritzer“, erinnert sich Loderbauer. „Deren höchste Haftkraft von 5 N ist normalerweise nur mit mechanischen Mitteln zu überwinden.“
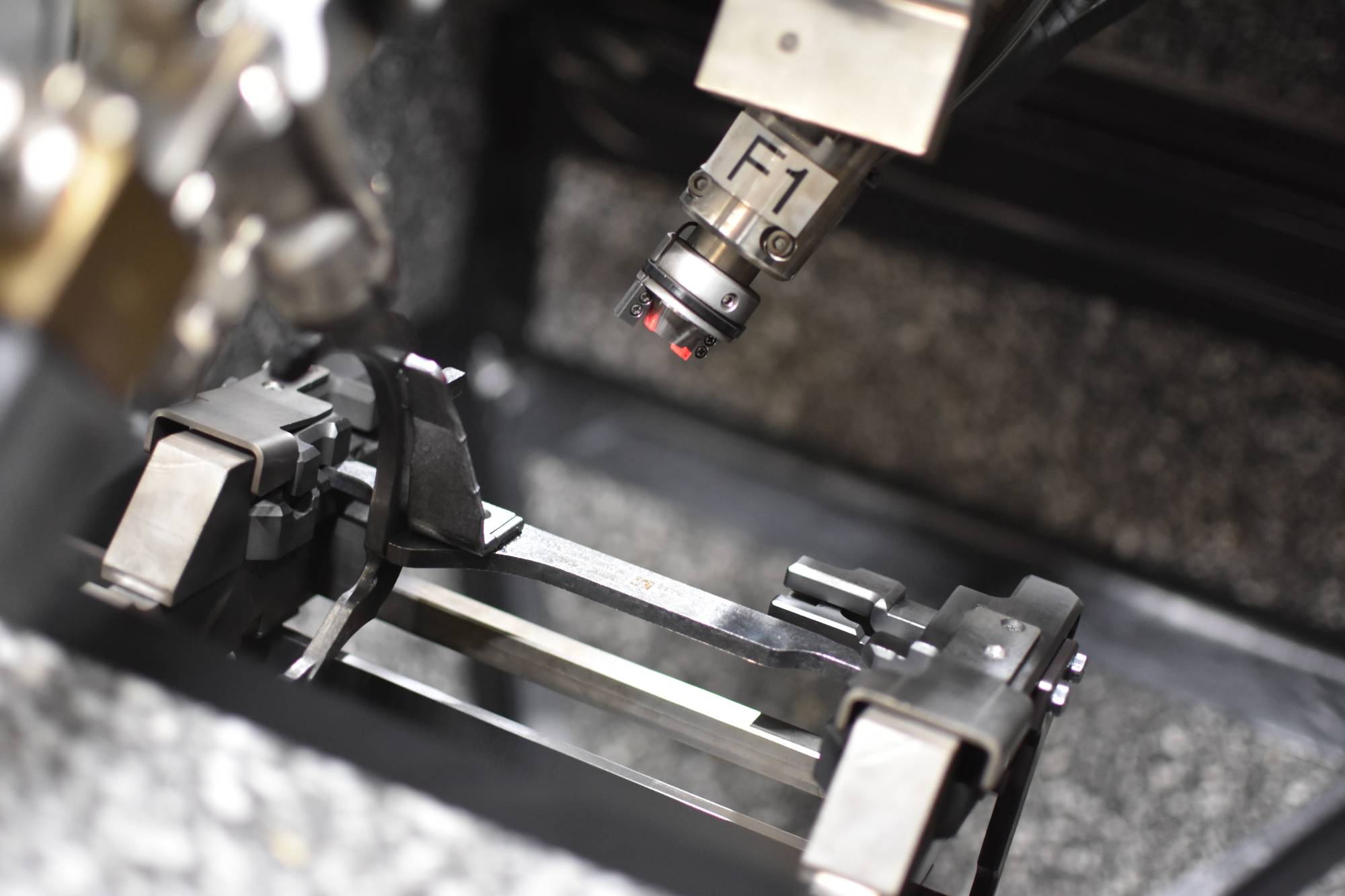
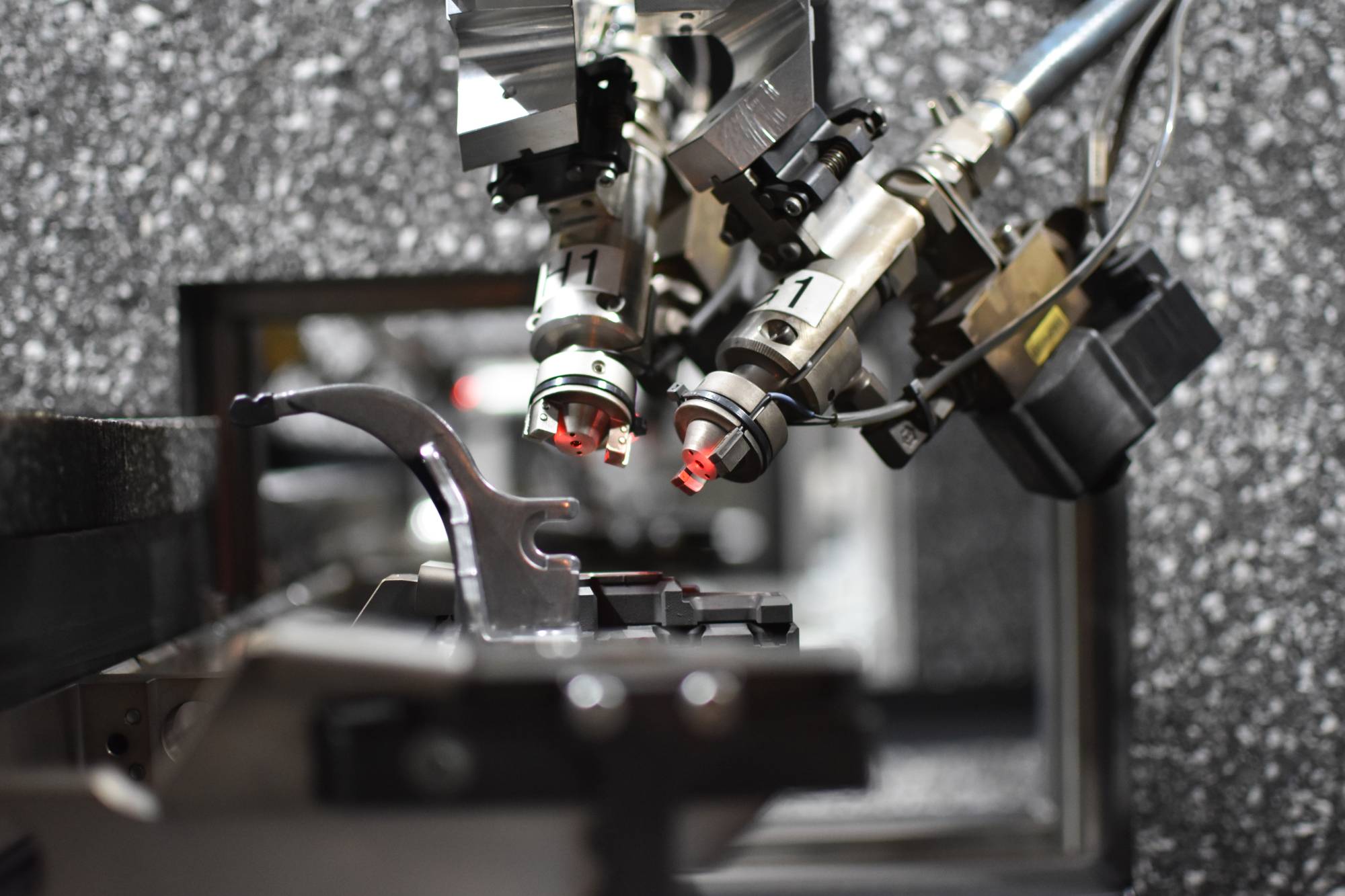
Mit JetModul-Düseneinheiten als Kernstück der CO₂-Schneestrahltechnologie von acp erfolgt die selektive Abreinigung von losen Schweißspritzern an komplexen Laserschweißbaugruppen. (Bilder: Peter Kemptner)
Integration als Plug-and-play-Lösung
Stiwa Automation konstruierte eine Anlage, in der diese als Plug-and-play-Lösung integriert ist. Ein Roboter setzt die ankommenden Teile auf einen Werkstückträger, auf dem sie durch die Reinigungsanlage gefördert werden. Pro Baugruppe sind je nach Typ bis zu 20 Schweißnähte zu bearbeiten. Deshalb haben die Automatisierungsexperten bei Stiwa ursprüngliche Überlegungen, die CO₂-Schneestrahldüsen beweglich anzuordnen, um mit einer geringeren Anzahl davon alle zu reinigenden Schweißnähte zu erreichen, rasch wieder fallen gelassen. „Wir entschieden uns für eine Anordnung von vier hintereinander angeordneten Reinigungskammern mit je einer oder mehreren fest montierten JetModul-Düseneinheiten“, erläutert Gawlas. „Dank sehr guter Unterstützung durch acp konnten unsere Kollegen von Stiwa Automation Konstruktion und Bau der Anlage in sehr kurzer Zeit erledigen.“

Josef Loderbauer (rechts) und Sascha Gawlas von Stiwa Advanced Products erörtern mit Gerald Leeb (links) die Betriebsdaten der CO₂-Schneestrahlreinigungsanlage, die seit der Aufnahme des Serienbetriebes völlig störungsfrei arbeitet.
Beeindruckendes Ergebnis
Bereits bei den Versuchsreinigungen am Standort von acp zeigte sich, dass das Verfahren mit den JetModul-Düseneinheiten als Kernstück der CO₂-Schneestrahltechnologie prozesssicher funktionieren würde. „Im laufenden Betrieb bestätigt sich dieses Ergebnis in den visuellen Kontrollen und Restschmutzanalysen, die wir stichprobenartig durchführen“, bestätigt Loderbauer. „Dazu trägt auch die zuverlässig funktionierende Düsenüberwachung bei, die bei Abweichungen in den Prozessgrößen sofort reagiert.“
Positiv ist auch die Reaktion des Kunden, der – wie in der Automotive-Branche allgemein üblich – nicht nur das Ergebnis, sondern auch den Prozess formell abnehmen muss. „Ein halbes Jahr nach den ersten Musterteilen ging die Anlage in den Serienbetrieb“, berichtet Gawlas. „Dank der verschleißfrei arbeitenden JetModul-Düseneinheiten von acp arbeitet sie seither völlig störungsfrei.“ Beeindruckt zeigte sich der Kunde auch von dem Maß der Erfüllung der Reinheitsanforderungen. „Laut Vorgabe ist ein Restschmutzgewicht von 1,5 mg zulässig. Tatsächlich erreichen wir mit 0,1 mg weniger als ein Zehntel dieses Wertes“, so Loderbauer abschließend.
Teilen: · · Zur Merkliste