anwenderreportage
Heiß-Aktiv-Plasmatechnologie ACERIOS von Fronius bei Audi
Die Heiß-Aktiv-Plasmatechnologie ACERIOS von Fronius entfernt partikuläre und filmische Verunreinigungen – sowohl von metallischen als auch nicht-metallischen Oberflächen. Der Automobilhersteller Audi setzt das Verfahren seit mittlerweile zwei Jahren bei dünnen Alu-Karosserieteilen ein. Dort, wo die Bleche für das Bolzenschweißen vorbereitet werden müssen, gelang es mit ACERIOS, die anfallenden Reinigungskosten erheblich zu reduzieren. Gleichzeitig wurde die Ressourceneffizienz gesteigert.

Die Plasma-Stromquelle ACERIOS benötigt wenig Stellfläche. (Bilder: Fronius International)
Shortcut
Aufgabenstellung: Reinigung von dünnen Alu-Karosserieteilen vor dem Bolzenschweißen.
Lösung: Heiß-Aktiv-Plasmatechnologie ACERIOS von Fronius.
Nutzen: Anfallende Reinigungskosten reduziert; Ressourceneffizienz gesteigert.
Die Qualität jeder Bolzenschweißung wird maßgeblich durch die Eigenschaften der Oberfläche mitbestimmt. Verunreinigungen durch Ziehöle und Trockenschmierstoffe, wie sie in der Metallumformung eingesetzt werden, können zu Defekten in der Fügeverbindung führen. „Der Ausfall einer Massebolzenverbindung kann im schlimmsten Fall zum Liegenbleiben eines Fahrzeugs führen“, erklärt DI Daniel Rudolph, verantwortlicher Technologieentwickler Fügen und Leichtbau bei der Audi AG am Standort Neckarsulm. „In der Audi A8-Produktion setzen wir zahlreiche Massebolzen, bei denen wir sicherstellen müssen, dass jeder einzelne perfekt verbunden ist. Um dem Qualitätsanspruch gerecht zu werden, betreiben wir hohen Aufwand.“
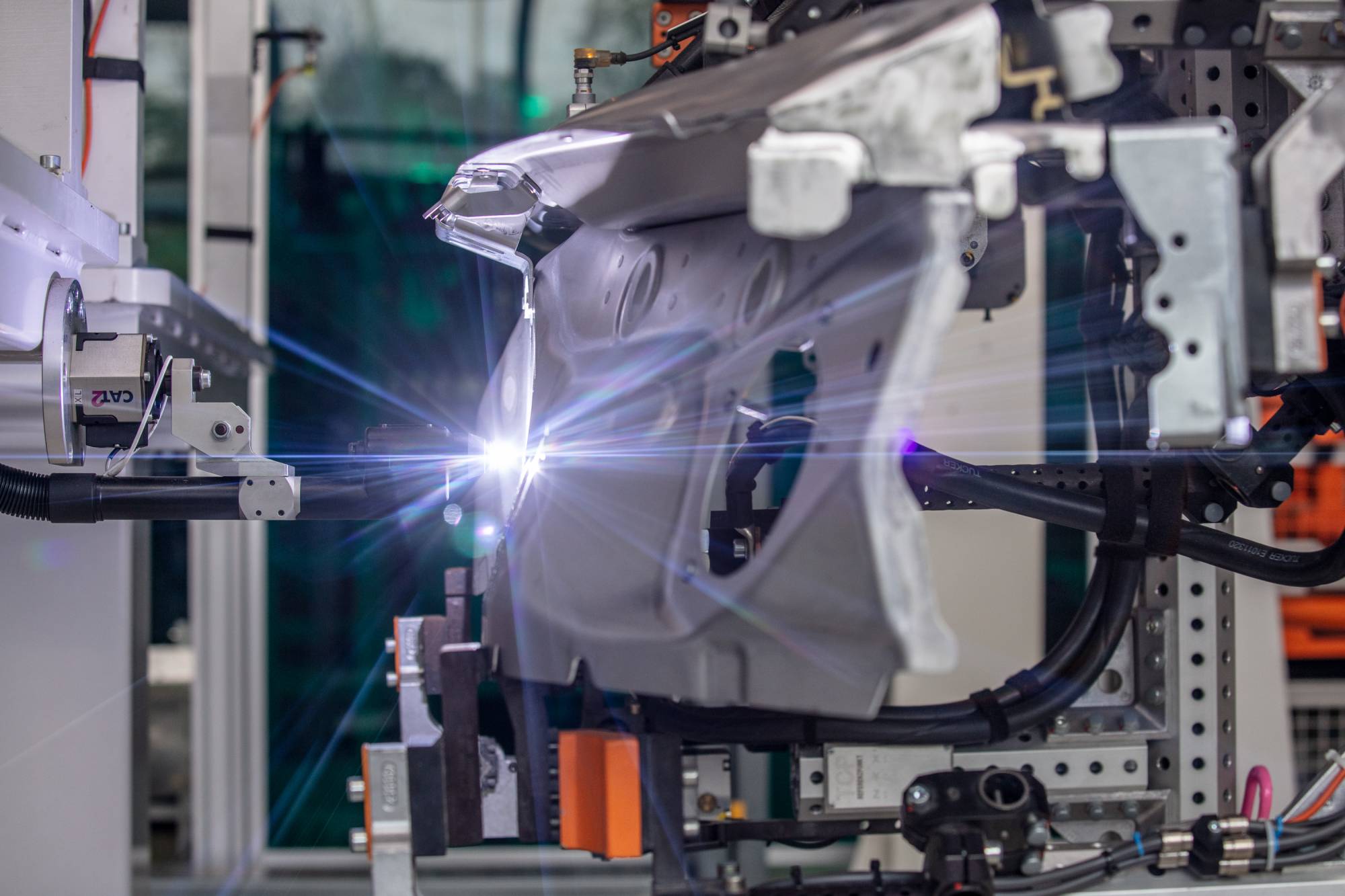
Der Roboter führt bei Audi das Karosserieteil zum fest installierten Plasmabrenner (links).

DI Daniel Rudolph
verantwortlicher Technologieentwickler Fügen und Leichtbau bei Audi
„ACERIOS erweitert das uns zur Verfügung stehende Technikportfolio optimal. Immer wenn es um das Schweißen von Massebolzen an Bauteilen mit geringer Wandstärke geht, ist diese HAP-Technologie nun als Reinigungsprozess sofort in der engeren Wahl.“
Clean Flash scheitert an Blechstärke
In vielen Fällen lässt sich das Problem der Verunreinigung zwar mit dem Bolzenschweißgerät selbst lösen: Dazu wird dem eigentlichen Schweißvorgang ein Stromstoß (Clean Flash) vorgeschaltet, der die Schweißfläche reinigt. Bei unter 2,0 mm dünnen Aluminiumblechen ist dieser Ansatz allerdings nicht mehr praktikabel, da der Wärmeeintrag zu groß ist und das Blech beim Schweißvorgang durchbrennen würde. Außerdem können bei diesem Verfahren unter anderem Poren auftreten, welche die Nahtqualität beeinträchtigen.
Ein derartiges Bauteil in der Audi-Produktion ist zum Beispiel die Stirnwand des Audi A8. Diese besteht aus einer Aluminiumblechlegierung (6xxx) und ist an jenen Stellen, an denen Massebolzen geschweißt werden, nur 1,5 mm dick. „Das gesamte Bauteil musste in den ersten Jahren nach dem Serienstart aufwendig sowie kostenintensiv chemisch gereinigt und gebeizt werden“, erklärt Rudolph. „Erst dadurch konnten wir die geforderten 100 Prozent in der Qualität der Bolzenschweißverbindung auf jeden Fall garantieren.“
2017 stand bei Audi der Aufbau einer neuen Produktionsanlage für die mittlerweile fünfte A8-Generation an. Der aufwendigen, chemischen Reinigung wollte man seitens Audi Abhilfe schaffen. Eine mögliche Lösung sah man in der der Heiß-Aktiv-Plasmatechnologie (HAP), mit der sich der langjährige Schweißtechnologielieferant und Entwicklungspartner Fronius bereits intensiv befasste. Auch Audi hatte den HAP-Ansatz schon mit universitären Partnern verfolgt.
Da Rudolphs Aufgabengebiet auch die Evaluierung neuer Fertigungstechnologien sowie deren Weiterentwicklung bis zur Serienreife beinhaltet, kooperierten die Fügetechnikspezialisten von Audi und Fronius folglich intensiv. Dieser technische Ansatz wurde dann gemeinsam zur Serienreife entwickelt und qualifiziert. „Bei Fronius lag hauptsächlich die Entwicklungsarbeit der Prozess- und Anlagentechnik. In unserer Produktion fanden dann anwendungsbezogene Funktionsversuche, Parameter-, Standzeit- und Funktionstests statt. Auch beschäftigten wir uns mit der Frage, wie sich die Nutzung der Technologie auf die weiteren Prozessketten wie Fügen, Festigkeit, Lackanhaftung und vieles mehr auswirkt“, verdeutlicht Rudolph.

Begutachtung der punktuell mit HAP gereinigten Bereiche der Stirnseite.
Partielle Reinigung mit Plasma als Lösung
Die Vorteile der Behandlung von Oberflächen mit der Heiß-Aktiv-Plasmatechnologie ACERIOS von Fronius sind vielfältig. Mittels Schutzgasstrom wird das Lichtbogen-Plasma zur Flamme geformt, die im Kern Temperaturen von bis zu 1.000° C erreicht. Dadurch ausgelöste thermische und chemische Prozesse sorgen dafür, dass Materialoberflächen partiell und punktgenau von organischen Rückständen und filmischen Verschmutzungen befreit werden. Gleichzeitig wird die Oberfläche aktiviert. Da der Lichtbogen bei ACERIOS zwischen Plasmadüse und Wolframelektrode des Brenners entsteht, ist eine Masseverbindung zum Werkstück nicht erforderlich. Entsprechend lassen sich auch nicht-metallische Materialien mit Heiß-Aktiv-Plasma reinigen.
„Wir haben ACERIOS – wie alle von uns enger in Betracht gezogenen neuen Technologien – auf seine Tauglichkeit geprüft und Einflussgrößen sowie mögliche Parameterfenster ermittelt. Zusammen mit Fronius haben wir den Prototypen dann schnell und zielführend für den Serieneinsatz optimiert“, erläutert Rudolph. „Anschließend machten sich unsere Anlagenplaner und die Kollegen aus der Fertigung daran, eine günstige Einbausituation zu identifizieren.“
Die Verantwortlichen der A8-Linie entschieden sich schließlich für den Einsatz von ACERIOS in einer Roboterzelle, die genügend freie Nebenzeiten für die Reinigung von zwei Bereichen – mit einer Fläche von je 12 cm² – aufwies. „Deshalb reichte die verfügbare Zeit sogar dafür aus, die Brenndauer von ACERIOS auf sechs Sekunden pro Schweißpunkt zu erhöhen: Infolge beträgt der Abstand des Brenners zum Werkstück 30 mm. Den Strom können wir dann ohne Einbußen in der Reinigungswirkung auf 120 A absenken“, ergänzt Jürgen Kolbenschlag, Schweißexperte aus dem A8-Karosseriebau. „Damit schonen wir die Verschleißteile, die anfänglich nach 10.000 Reinigungspunkten gewechselt wurden.“ Es zeigte sich, dass die Verschleißgrenzen noch lange nicht erreicht waren. Der turnusmäßige Tausch wurde daher laufend verlängert. Und zur Mitte des Jahres 2021 war die Verschleißteilgrenze noch immer nicht erreicht – trotz 25.000 gesetzter Reinigungspunkte.

Nach der Behandlung mit ACERIOS: Die Bolzenschweißpunktstelle ist frei von Ölen und Schmierstoffen.

Infos zum Anwender
Am Audi Standort Neckarsulm (D) entstehen seit über 100 Jahren Automobile. Mit der Klein- und Großserienkompetenz und der Vielfalt an Derivaten beherrscht der Standort die größte Produktvielfalt im Volkswagen-Konzern. Hier werden die Modellreihen Audi A4, A5, A6, A7 oder A8 produziert. Seit 1983 hat hier auch die Audi Sport GmbH (ehem. quattro GmbH) ihren Sitz.
www.audi.de
Geringer Integrationsaufwand
Die Integration der Heiß-Aktiv-Plasmatechnologie wurde durch die Tatsache erleichtert, dass die Planer den ACERIOS-Plasmabrenner PCT 2000 stationär installieren konnten. Dafür reichte ein minimaler Arbeitsbereich im Aktionsradius des Roboters aus. „Auch die Stromversorgung benötigt nicht einmal einen Quadratmeter Stellfläche, sodass wir sie gut außerhalb der Zelle zwischen vorhandenen Versorgungseinheiten platzieren konnten“, berichtet Rudolph.
Zuvor ungenutzte Nebenzeiten des Roboters werden für den Transport der Stirnwand zum Brenner verwendet. Die Zugänglichkeit zum Werkstück ist auch dank des schmalen Brenners sehr gut, sodass die Plasmaflamme exakt senkrecht und damit optimal zur Oberfläche ausgerichtet arbeitet. Auch das Abfahren von Bahnen während des Reinigungsprozesses ist überflüssig: Die von innen nach außen einsetzende Reinigungswirkung deckt die gewünschte Fläche innerhalb der Brenndauer komplett ab. Die Tatsache, dass ACERIOS mit dem günstigen Schutzgas Argon arbeitet, kam Audi ebenfalls entgegen. So konnte auf das bestehende Argon-Ringleitungsnetz zur Versorgung der MIG-Schweißmaschinen zurückgegriffen werden. Es entstehen daher keine weiteren Zusatzkosten.
Auch die Plasma-Stromquelle, welche mit dem Brenner über ein 6,0 m langes Schlauchpaket verbunden ist, wurde von Audi spielerisch integriert. „Die Schnittstelle des ACERIOS-Systems entspricht der unserer MIG/MAG-Schweißgeräte von Fronius. Da diese Bestandteil der VW-Schnittstellenspezifikation ist, konnten wir das ACERIOS-System problemlos innerhalb eines Tages an die Anlagensteuerung anbinden“, berichtet Rudolph. Die Einstellung und Bedienung der Anlage lehnen sich außerdem weitgehend an die der WIG-Stromquellen an, wie Rudolph bestätigt: „Wer eine WIG-Stromquelle einstellen kann, kann auch mit dem ACERIOS-System arbeiten. Die Bedienung ist ohnehin einfach, da nur wenige Parameter wie Stromstärke oder Brenndauer eingestellt werden müssen.“

Die ACERIOS-Plasmaflamme reinigt punktgenau.
Überschaubare Kosten
Die Investitionen für den Einsatz von ACERIOS bei Audi sind vergleichsweise niedrig ausgefallen. Das hat allerdings nicht nur mit der Möglichkeit der Doppelnutzung vorhandener Betriebsmittel und diverser Hardware zu tun. Im Vergleich zu weiteren Lösungen der partiellen Reinigung zeichnet sich das HAP-System von Fronius durch besonders niedrige Anschaffungskosten aus. Im Gegensatz zu laserbasierten Systemen – die bereits in der Grundinvestition bei etwa einer Million Euro liegen. Die ACERIOS-Konfiguration ist hier um ein Vielfaches günstiger. Inklusive der jeweiligen Automatisierungsanlage liegt die Fronius-Lösung etwa im mittleren fünfstelligen Bereich. Zudem ist keine separate, abgeschirmte Roboterzelle – wie sie das Lasersystem erfordert – notwendig. Auch der Stromverbrauch liegt deutlich unter dem eines Reinigungslasers. Zusätzlich benötigt ACERIOS etwa 15 Liter Gas pro Minute.
Auch gegenüber der bisher üblichen, aufwendigen Nassreinigung sind die erreichten Einsparungen erheblich, wie Rudolph bestätigt: „Wir konnten die Reinigungskosten pro Stirnwand um einen Betrag im unteren einstelligen Eurobereich senken und gleichzeitig die Ressourceneffizienz ohne Abstriche in der Reinigungsqualität steigern. Vergleichbare Einsparungen im Fahrzeugbau zu erreichen, ist üblicherweise mit deutlich höherem Aufwand verbunden.“

Geschweißter Massebolzen des Tunnelbauteils des Audi A8.

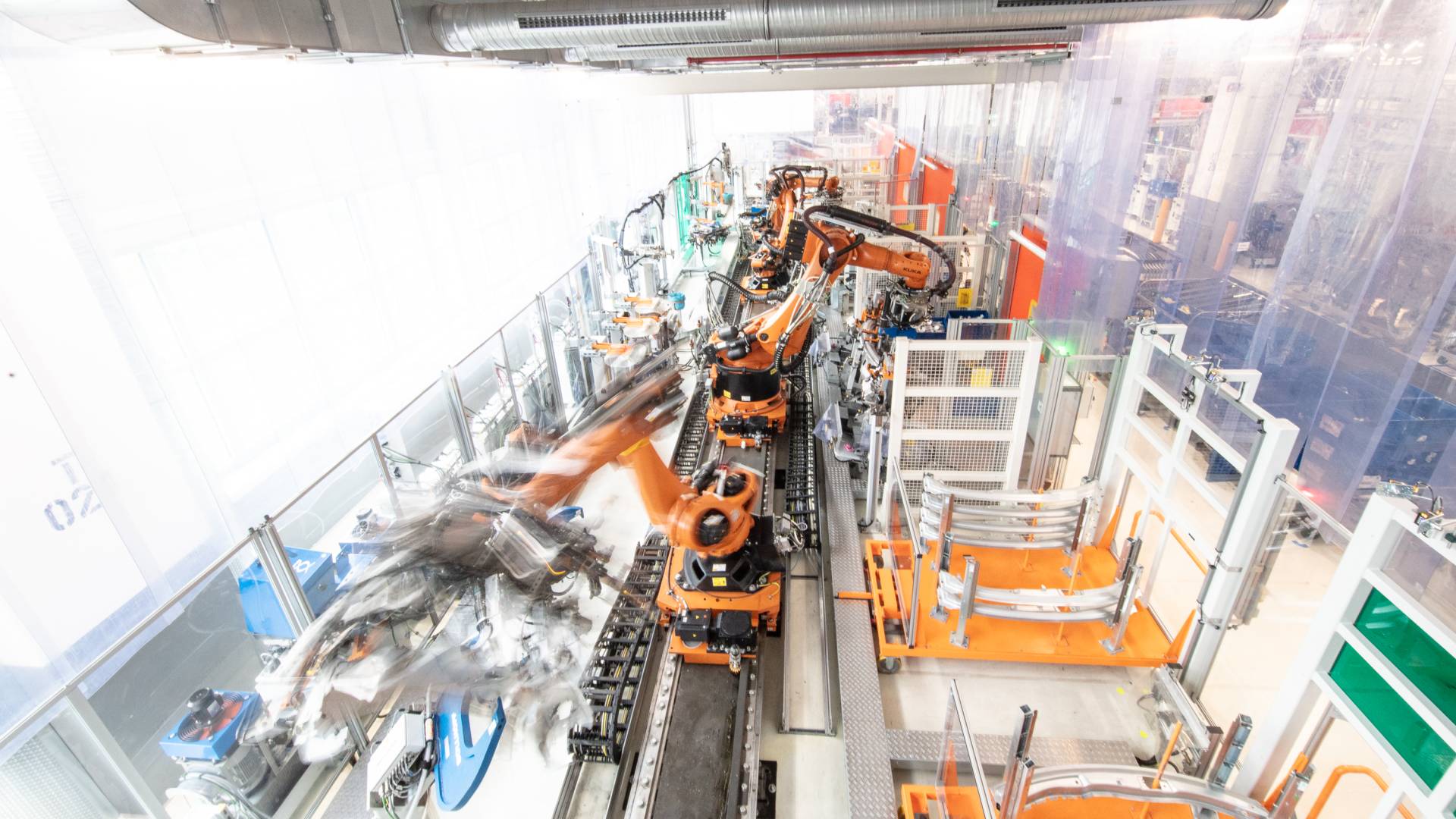
Produktionslinie für A8-Karosserieteile bei Audi Neckarsulm.
Technologieportfolio erweitert
Aus den Praxiserfahrungen der Audi AG lässt sich bilanzieren, dass sich aufgrund der geringen Betriebs- und Anschaffungskosten der Einsatz von ACERIOS schon bei kleineren Stückzahlen, aber auch in der Großserie, rechnet. Darüber hinaus ist die HAP-Technologie von Fronius besonders bei beengten Platzverhältnissen und punktuellen Reinigungsaufgaben im Sekundenbereich sinnvoll.
Aufgrund dieser durchwegs guten Ergebnisse hat Audi die Reinigungstechnologie von Fronius bereits an einer weiteren Stelle integriert: Bei einem Tunnelbauteil werden die Flächen für vier Bolzenschweißungen ebenfalls mit der HAP-Technologie gereinigt. „ACERIOS erweitert das uns zur Verfügung stehende Technikportfolio optimal“, urteilt Rudolph abschließend. „Immer wenn es um das Schweißen von Massebolzen an Bauteilen mit geringer Wandstärke geht, ist diese HAP-Technologie nun als Reinigungsprozess sofort in der engeren Wahl.“
Teilen: · · Zur Merkliste