anwenderreportage
ABB IRB 2600ID: Für die Zukunft gerüstet
Magna Steyr vertraut bei der Fertigung der Mercedes-Benz G-Klasse auf Schweißroboter von ABB: Im Zuge einer Modernisierung und Erweiterung der Produktion der Mercedes-Benz G-Klasse investierte man bei Magna Steyr am Standort Graz unter anderem in drei neue Schweißroboterzellen von ABB, mit denen die Voraussetzungen geschaffen wurden, noch flexibler auf die Anforderungen des langjährigen Kunden Daimler zu reagieren und die G-Klasse noch viele Jahre in bester Qualität zu produzieren.

Die Mercedes-Benz G-Klasse läuft bereits seit 34 Jahren von den Fertigungsbändern des Magna Steyr Werks in Graz. In dieser Zeit wurden über 230.000 Einheiten des Offroad-Klassikers produziert. (Bildquelle: ©2012 Mercedes-Benz Österreich Vertriebsgesellschaft m.b.H.)

Andreas Huber
Technologieentwicklung Body in white bei Magna Steyr
„Mit den Schweißroboterzellen von ABB haben wir die Voraussetzung dafür geschaffen, noch flexibler auf die Anforderungen unseres langjährigen Kunden zu reagieren und die G-Klasse noch viele Jahre in bester Qualität zu produzieren. So sind wir für die Zukunft gerüstet.“
Autor: Ing. Norbert Novotny / x-technik
Magna Steyr, eine Tochter des Automobilzulieferers Magna International, ist stolz auf über 100 Jahre Erfahrung im Automobilbau. Der markenunabhängige Engineering- und Fertigungspartner bietet seinen Kunden das gesamte Spektrum von Prozessen an: von der Entwicklung zur Produktion, vom Konzept bis zum fertigen Fahrzeug.
Heute beschäftigt Magna Steyr an 39 Standorten weltweit rund 10.500 Mitarbeiter. „Der Standort in Graz ist mit 6.500 Mitarbeitern der größte – sogar innerhalb des gesamten Magna-Konzerns“, betont Peter Klöckl, Marketing & Communications bei Magna Steyr, der fortfährt: „Aufgrund unserer flexiblen Produktionsstrategie können wir den OEMs kundenspezifische Lösungen von der Kleinstserie, also der Manufaktur, bis zur Volumenfertigung anbieten.“ Der aktuelle Modellmix im Grazer Werk besteht aus der Produktion der Mercedes-Benz G-Klasse, der Mercedes-Benz SLS AMG Aluminiumkarosserie, des Sportwagen-Coupés Peugeot RCZ und der beiden MINIs Countryman und Paceman.

Martin Moosbacher
Projektmanager bei ABB
„Unter Berücksichtigung aller Kundenwünsche ist eine Sonderlösung entstanden, die exakt auf diese spezielle Teilefertigung bei Magna Steyr angepasst wurde.“
In 34 Jahren 230.000 Einheiten
Die Mercedes-Benz G-Klasse läuft bereits seit 34 Jahren von den Fertigungsbändern des Magna Steyr Werks in Graz. In dieser Zeit wurden über 230.000 Einheiten des Offroad-Klassikers produziert. 2012 wurde der Produktionsvertrag zwischen Daimler und Magna Steyr um weitere sieben Jahre bis 2019 verlängert. „Die Verlängerung des Vertrages bekräftigt uns in unserem Anspruch, höchste Produktionsqualität zu liefern“, bringt es Andreas Huber, Technologieentwicklung Body in white bei Magna Steyr, auf den Punkt.
Wer Magna kennt, weiß aber auch, dass die Verantwortlichen stets nach neuen und besseren Lösungen suchen, um höchste Qualität zu wettbewerbsfähigen Preisen anbieten zu können. Genau darum wurde heuer die Produktion der Mercedes-Benz G-Klasse am Standort Graz modernisiert und erweitert. Neben zusätzlichen Montagelinien wurden die Produktionsanlagen umfassend erneuert.


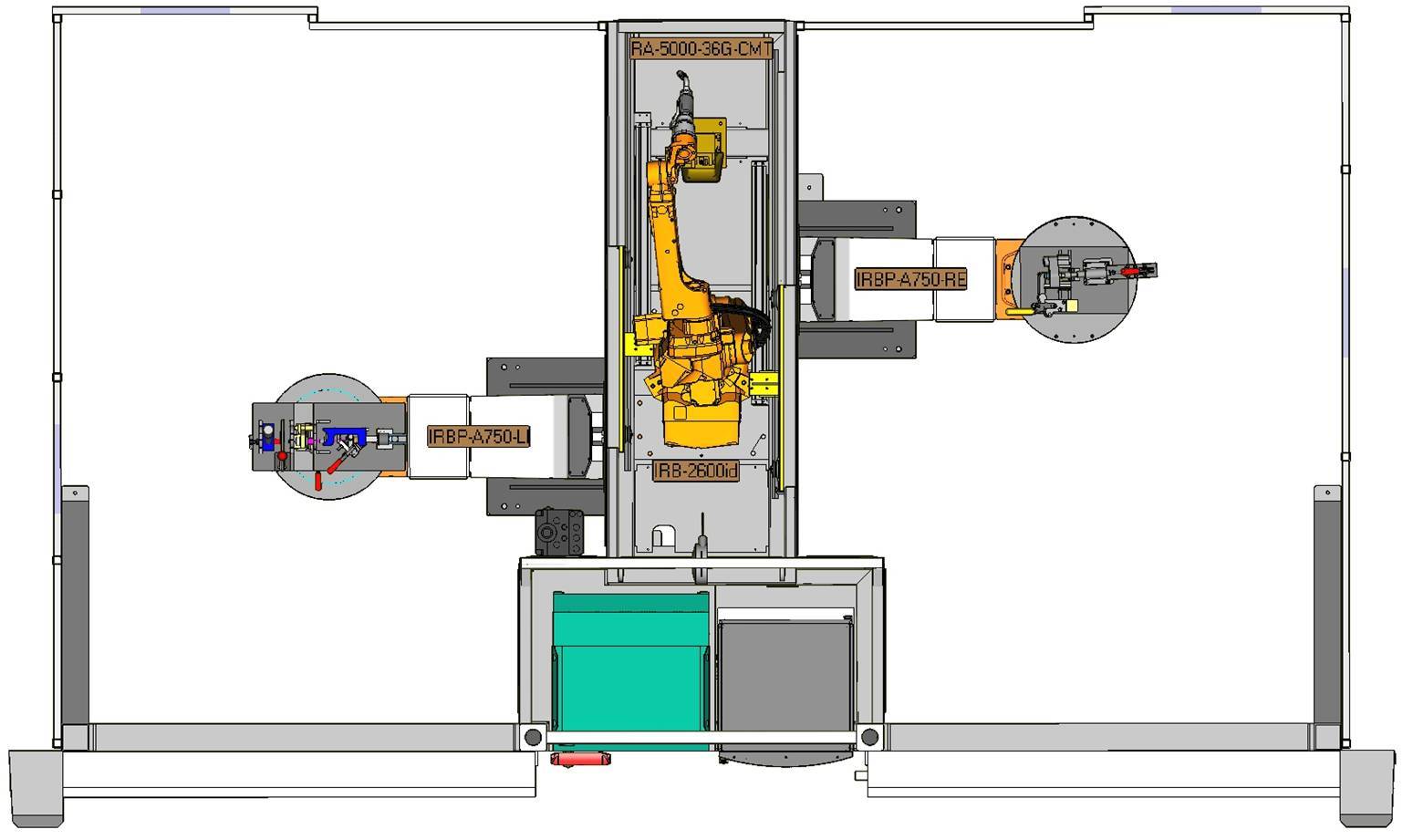
Enorm kompakt: Der mittlere Bereich – eine geschweißte Stahlkonstruktion – ist eine feste Einheit, auf der der Steuerschrank für die SPS inklusive Visualisierung, die Robotersteuerung, die Schweißstromquelle, der Roboter, die Positioniertische sowie das Schleusensystem fix verbaut sind.


Infos zum Anwender
Magna International ist ein globaler Automobilzulieferer mit 312 Produktionsstätten sowie 87 Zentren für Produktentwicklung, Engineering und Vertrieb in 29 Ländern. Zu den Kompetenzfeldern der über 125.000 Mitarbeiter zählen: Karosserien, Chassis, Innenausstattungen, Außenausstattungen, Sitzsysteme, Antriebssysteme, Elektronik, Spiegelsysteme, Schließsysteme, Dachsysteme und -module sowie die Gesamtfahrzeugentwicklung und Auftragsfertigung.
www.magna.com
Magna Steyr machen eine mehr als 100-jährige Erfahrung im Automobilbau und das umfassende Leistungsspektrum der Konzerntochter zum weltweit führenden, markenunabhängigen Engineering- und Fertigungspartner für Automobilhersteller.
Leistungsspektrum:
• Engineering: Entwicklungsdienstleistungen bis zum Gesamtfahrzeug
• Fahrzeug-Auftragsfertigung: Flexible Lösungen von Nischen- bis Volumenfertigung
• Tanksysteme: Konventionelle Energiespeicher (aus Stahl, Kunststoff und Aluminium)
• Batteriesysteme: Batteriesysteme für erneuerbare Energien
• Dachsysteme: Gesamtes Spektrum an Dachsystemen
Zum umfangreichen Kundenstamm von Magna Steyr gehören Audi, BMW, Brilliance, Chevrolet, Fiat Chrysler Group, Ford, General Motors, Honda, Infiniti, IVECO, Lamborghini, MAN, Mercedes-Benz, MINI, Nissan, Opel, PSA Peugeot Citroën, Porsche, Qoros, Rolls Royce, SCANIA, Smart, Suzuki, Volkswagen, Volvo sowie deren jeweilige Betriebsabteilungen und Tochtergesellschaften.
Schweißroboterzellen am neuesten Stand
Um auch in der Schweißfertigung der Struktur- und Rahmenteile des Offroad-Klassikers am neuesten Stand zu sein und mit den anderen Fertigungsbereichen Schritt halten zu können, entschloss man sich, die bestehenden Roboterschweißanlagen durch neue zu ersetzen.
Die Verantwortlichen von Magna Steyr entschieden sich für den Roboterhersteller ABB, der die strengen Lieferantenkriterien erfüllen und mit seinem Anlagenkonzept die Forderung nach hoher Flexibilität sowie einer erheblichen Effizienzsteigerung gewährleisten konnte. „Zudem wussten wir um die großen Erfahrungswerte, die ABB bei Roboterschweißapplikationen besitzt“, so Andreas Huber.

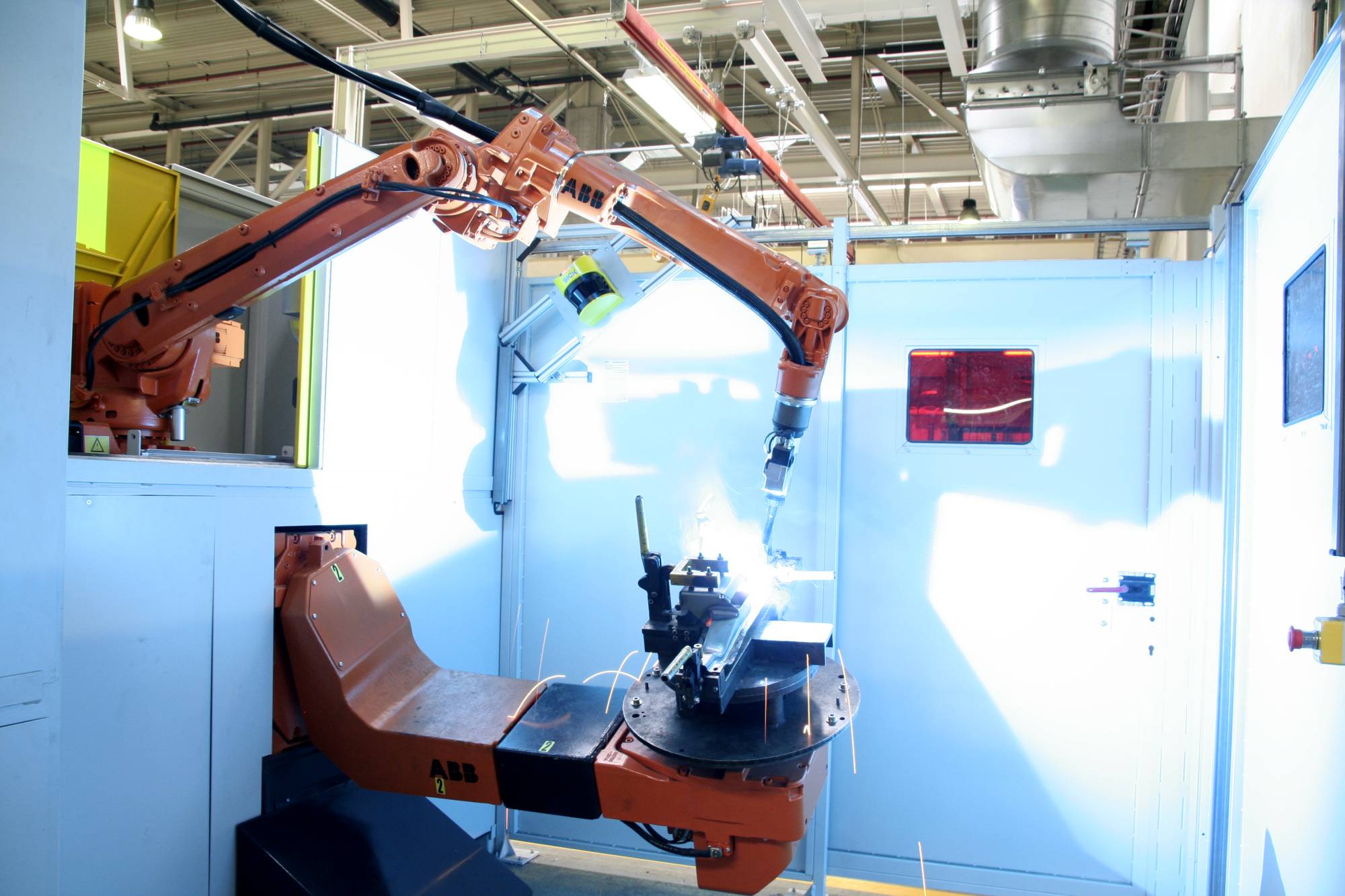
Die Roboterschweißzelle besteht aus einem in der Mitte platzierten ABB-Sechsachser des Typs IRB 2600ID sowie einer linken und rechten (im Bild) Schweißkoje, in denen sich jeweils ein 2-achsiger Positioniertisch von ABB befindet.

Weil der Roboter beim Schweißen genau über den Werkstücken steht, befindet er sich in der optimalen Position, um seinen maximalen Arbeitsbereich abzudecken.
Höchste Arbeitssicherheit für den Anlagenbediener wird durch ein Schleusensystem gewährleistet. Das Schleusentor öffnet sich erst, wenn der Schweißzyklus für die jeweilige Koje vom Bediener gestartet wird.
Kundenspezifische Sonderlösung
„Aufgrund der großen Variantenvielfalt der zu schweißenden Teile war Flexibilität einer der wichtigsten Punkte des Anforderungsprofils“, erinnert sich Martin Moosbacher, verantwortlicher Projektmanager bei ABB, der noch ergänzt: „Unter Berücksichtigung aller Kundenwünsche ist eine Sonderlösung entstanden, die exakt auf diese spezielle Teilefertigung bei Magna Steyr angepasst wurde.“
Jede der drei baugleichen Roboterschweißzellen besteht aus einem in der Mitte platzierten ABB-Sechsachser des Typs IRB 2600ID sowie einer linken und rechten Schweißkoje, in denen sich jeweils ein 2-achsiger Positioniertisch von ABB befindet. Beide Schweißkojen können über ein Schnelllauftor betreten werden, um die am Positioniertisch angebrachte Vorrichtung mit Teilen zu bestücken oder Vorrichtungen zu tauschen. Während in der einen Koje bestückt wird, kann parallel der Roboter in der anderen bereits schweißen.

Beide Schweißkojen können über ein Schnelllauftor betreten werden. Während in der einen Koje bestückt wird, kann parallel der Roboter in der anderen schweißen. (Bilder x-technik)

Die Schnelllauftore sind mit Sichtfenstern ausgestattet, um den Schweißprozesse beobachten zu können.
Flexibilität pur
„Zum Unterschied zu einer herkömmlichen Roboterlösung mit Zwei-Stationen-Positioniertisch, der zwischen Bediener und Roboter hin und her wechselt, sind bei dieser Lösung zwei Schweißkojen zugänglich. So kann während des Rüstvorgangs auf eine andere Vorrichtung in Schweißkoje A, der in der Regel länger als der Schweißvorgang für nur einen Teil dauert, in Schweißkoje B bereits weitere gleiche Teile vom Bediener beschickt und anschließend vom Roboter geschweißt werden“, geht Moosbacher ins Detail. „Dadurch konnten unsere Forderungen nach hoher Flexibilität und Effizienzsteigerung sehr gut umgesetzt werden“, betont Huber.
Höchste Arbeitssicherheit für den Anlagenbediener wird durch ein Schleusensystem gewährleistet. Zwischen den beiden Schweißkojen und dem Roboter befindet sich jeweils ein Schleusentor, dass während der Teilebeschickung geschlossen ist. Es öffnet sich erst, wenn der Schweißzyklus für die jeweilige Koje vom Bediener gestartet wird.
Um darüber hinaus noch flexibler und schneller auf Änderungen in der Produktionskapazität reagieren zu können, sind sämtliche Vorrichtungen für die insgesamt 65 unterschiedlichen Struktur- und Rahmenteile auf allen drei Roboterschweißanlagen einsetzbar.
Flexibilität zieht sich auch bei der Wahl des Schweißverfahrens durch. Denn die eingesetzte Schweißstromquelle von Fronius beherrscht neben dem MAG-Standardverfahren auch das Puls- sowie CMT-Schweißen. „Das Verfahren, das bei dem jeweiligen Werkstück die beste Qualität hervorbringt, wird angewandt“, meint Huber, der zusätzlich bemerkt: „Das Zusammenspiel von Roboter und Schweißtechnik ist dabei für eine hohe Teilequalität ganz wesentlich. ABB und Fronius beweisen mit diesen Anlagen eine ideale Symbiose“, so Andreas Huber.

Größere Vorrichtungen können mit dem Stapler in die Schweißkoje eingebracht werden. Derzeit werden 65 unterschiedliche Teile wie beispielsweise Stoßfänger, Getriebeträger, Querlenker, Lagerbock, Reserveträger oder Seilwindenhalter in den drei Schweißzellen gefertigt.

Für die Zukunft gerüstet (v.l.n.r.): Dinut Rusnac, Martin Moosbacher – beide ABB, Andreas Huber und Andreas Paulic – beide Magna Steyr.
. 2012 wurde der Produktionsvertrag zwischen Mercedes-Benz und Magna Steyr um weitere sieben Jahre bis 2019 verlängert.
Kompakte Einheit mit höchster Verfügbarkeit und Prozessstabilität
Als weitere Stärke der Zelle erwähnt Huber ihre enorme Kompaktheit. Der mittlere Bereich – eine geschweißte Stahlkonstruktion – ist eine feste Einheit, auf der der Steuerschrank für die SPS inklusive Visualisierung, die Robotersteuerung, die Schweißstromquelle, der Roboter, die Positioniertische, das Schleusensystem sowie die automatische Brennerservicestation fix verbaut sind. „Dadurch kann sowohl der Aufbau der Anlage als auch eine zukünftig, eventuell notwendige Umsiedlung sehr einfach gestaltet werden“, ergänzt Moosbacher.
Weil der Roboter beim Schweißen genau über den Werkstücken steht, befindet er sich in der optimalen Position, um seinen maximalen Arbeitsbereich abzudecken. „Zudem kann der Schweißbrenner wegen der schlanken und kompakten Konstruktion von Roboterarm und Handgelenk des IRB 2600ID auch an schlechter zugänglichen Fügestellen arbeiten“, argumentiert Moosbacher, was auch Huber aus Erfahrung bestätigen kann: „Ein ganz wesentlicher Aspekt beim Schweißen ist die Vermeidung von Zwangslagen. Mit dem Anlagenkonzept von ABB wurde dies hervorragend gelöst.“
Außerdem führt der IRB 2600ID gut geschützt alle Leitungen, Kabel und Schläuche durch den Oberarm und das Handgelenk. „Gegenüber außenliegenden Schlauchpaketen erreichen die innenliegenden eine mehrfach längere Lebensdauer. Dies spart häufige Wechsel und bis zu 75 Prozent ihrer Anschaffungs- und Wartungskosten. Überdies steigt die Verfügbarkeit der gesamten Anlage“, betont der ABB-Projektmanager. Somit konnten auch die Erwartungen von Magna Steyr nach hoher Verfügbarkeit, geringem Wartungsaufwand und höchster Prozessstabilität erfüllt werden. „Mit dieser Investition haben wir die Voraussetzung dafür geschaffen, noch flexibler auf die Anforderungen unseres langjährigen Kunden zu reagieren und die G-Klasse noch viele Jahre in bester Qualität zu produzieren. So sind wir für die Zukunft gerüstet“, zeigt sich Huber zum Abschluss sehr zufrieden.
Teilen: · · Zur Merkliste