anwenderreportage
Mit Portalanlage 300 Schweißnähte in 90 Minuten
In erster Linie waren es die hohen Qualitätsansprüche und die Weiterentwicklung der Technologie, die die Hüffermann Transportsysteme GmbH dazu bewogen, neue Wege in der Chassisfertigung zu gehen. Inzwischen fertigt der Hersteller von Lkw-Aufliegern und Anhängern aus dem brandenburgischen Neustadt jede Woche 16 Schlitten- und Außenrollenanhänger auf der Anlage von EWM-Euen und hat damit seine Produktion annähernd verdoppelt.

Dank der neuen Portalanlage mit einem Schweißroboter und zwei separaten Arbeitsbereichen konnte die Produktivität enorm gesteigert werden. (Bilder: EWM)
Shortcut
Aufgabenstellung: Automatisierung der Schweißfertigung.
Lösung: Roboter-Portalanlage von EWM-Euen.
Nutzen: Enorme Produktivitätssteigerung.
Es sind immer wieder die gleichen Baugruppen, aus denen Schlitten- und Außenrollenanhänger aufgebaut sind: zwei Längsträger, vorne eine Drehkranzaufnahme, hinten der Heckraum, Federböcke für die Aufnahme der Achsen und zwei Verriegelungen, die den Container später auf dem Anhänger halten. Um den Schweißern die Arbeit zu erleichtern, war eine neue Aufspannvorrichtung für die 7,0 m langen und 2,4 m breiten Anhänger geplant. Sie soll die Bauteile zueinander ausrichten und in Position halten. Die integrierte Drehachse in Längsrichtung verbessert zudem die Zugänglichkeit, sodass annähernd alle Nähte in Wannenlage geschweißt werden können. Doch mit den Planungen zur Aufspannvorrichtung stellte sich die Frage: „Warum nicht auch das Schweißen automatisieren?“

Die Drehvorrichtung hat das Chassis aufgerichtet, der Roboter schweißt wiederum in Wannenlage.
Automatisierungslösungen von EWM
Im Jahr 2018 hat Hüffermann ihre gesamte Schweißfertigung auf EWM-Geräte umgestellt. Aufgrund der guten Erfahrungen mit dem Schweißgerätehersteller aus Mündersbach lag es auch bei dieser Schweißanwendung nahe, sich wieder an die Experten von EWM zu wenden; in diesem Fall an den Automatisierungsexperten EWM-Euen mit Sitz in Berlin. „Die Halle samt Kranbahnen stand bereits, die Aufspannung war geplant, jetzt war es an uns, die Anlage zu planen“, erinnert sich Andreas Euen, Geschäftsführer der EWM-Euen GmbH an das erste Treffen mit den Verantwortlichen von Hüffermann. Das Grobkonzept war schnell gefunden: eine Portalanlage mit einem Schweißroboter auf dem Portal und zwei separaten Arbeitsbereichen für Schlittenanhänger auf der einen und für Außenrollenanhänger auf der anderen Seite. Die gemeinsame Schiebetür schließt jeweils eine Sektion und der Roboter kann schweißen, während die offene Seite bestückt wird.
Doch mit der Detailplanung kamen auch die besonderen Herausforderungen zutage. Da war auf der einen Seite die Begrenzung der Deckenhöhe durch die Kranbahn und auf der anderen Seite die Drehachse für die Bauteile. In Ausgangsstellung sind die Bauteile gut vom Fußboden aus zugänglich. Bei einer Drehung von 90 Grad dagegen ragt das Bauteil fast drei Meter in die Höhe. Diese große Höhendifferenz muss auch der Roboter auf der Portalanlage mitmachen. Es muss also in der Lösung sichergestellt sein, dass Kranbahn und Schweißroboter nicht kollidieren. Die Steuerung der Drehvorrichtung ist eigenständig und konnte nicht in die Robotersteuerung implementiert werden. Also muss beim Drehen die gesamte Schweißeinheit komplett aus dem Arbeitsbereich der Drehachse herausgefahren werden. Das erfordert eine zusätzliche Z-Achse – bei Portalmaschinen normalerweise ungewöhnlich. Insgesamt besitzt die Anlage damit neun separat steuerbare Achsen: drei Achsen für die Portalanlage (X, Y und Z) sowie sechs Roboterachsen (x, y und z sowie a, b und c). Der hohe Z-Hub im Portal machte außerdem eine Sonderlösung bei der Absaugung notwendig. Sie ist in der Mitte geteilt und lässt somit Platz für die Achse.
Das Schweißgerät selbst, eine Phoenix puls von EWM, steht an der Trennwand zwischen den beiden Sektionen. Das Drahtvorschubgerät drive 4X befindet sich direkt über den Fässern mit dem Zusatzwerkstoff und fördert den Draht über die Kabelschleppkette, die auch Strom und Gas transportiert, zum Roboter. Als einziger Schweißprozess wird forceArc puls genutzt. Der Lichtbogen ist kraftvoll und dringt tief in das Material ein. Gleichzeitig ist die Wärmeeinbringung durch das Pulsen reduziert. Die Schweißgeschwindigkeit selbst und die Anpassung der Parameter erfolgt direkt beim Teachen und ist jeweils abhängig von den Blechdicken und den Geometrien.

Die vom Roboter geschweißten Nähte weisen eine hohe Schweißnahtqualität und extrem wenige Schweißspritzer auf, sodass diese Nacharbeit um 30 Prozent reduziert ist.
Haupt- und Nebenzeiten nutzen
Der Roboter schweißt zunächst die von der Oberseite des Chassis zugänglichen Nähte. Während dieser Zeit kann aus der anderen Kabine das fertige Chassis mithilfe des Krans entnommen und die Aufspannvorrichtung wieder neu bestückt werden. Die Z-Achse der Portalanlage befindet sich während dieser gesamten Zeit unterhalb der Kranbahn und der Roboter erreicht jeden Punkt im Arbeitsraum. Bevor die Z-Achse nach oben fährt, kontrolliert ein Sensor, ob sich der Kran innerhalb der Schweißkabine befindet. In diesem Fall ist die Achsbewegung ausgesetzt.
Nach dem Bestücken wird der Kran wieder aus dem Arbeitsbereich der Portalanlage gefahren. Damit ist der Weg frei für den Roboter. Er kann durch die Absaugung aus dem Arbeitsbereich der Drehachse herausgefahren werden und das Bauteil kann drehen. Anschließend schweißt der Roboter die anderen drei Seiten. Gleichzeitig heften die Schweißer in der anderen Kabine das aufgespannte Chassis. Besonders kurze Nähte verschweißen sie gleich manuell, da ein Anfahren dieser Arbeitspunkte mit dem Roboter zu lange dauern würde und nicht im Verhältnis zum Nutzen stünde. Anfangs war die Zeitvorgabe durch den Roboter eine echte Herausforderung für die Schweißer. Inzwischen haben sich die Arbeitsabläufe aber so eingespielt, dass die Schweißer mit Bestücken und Heften schneller sind als der Roboter mit dem Schweißen.
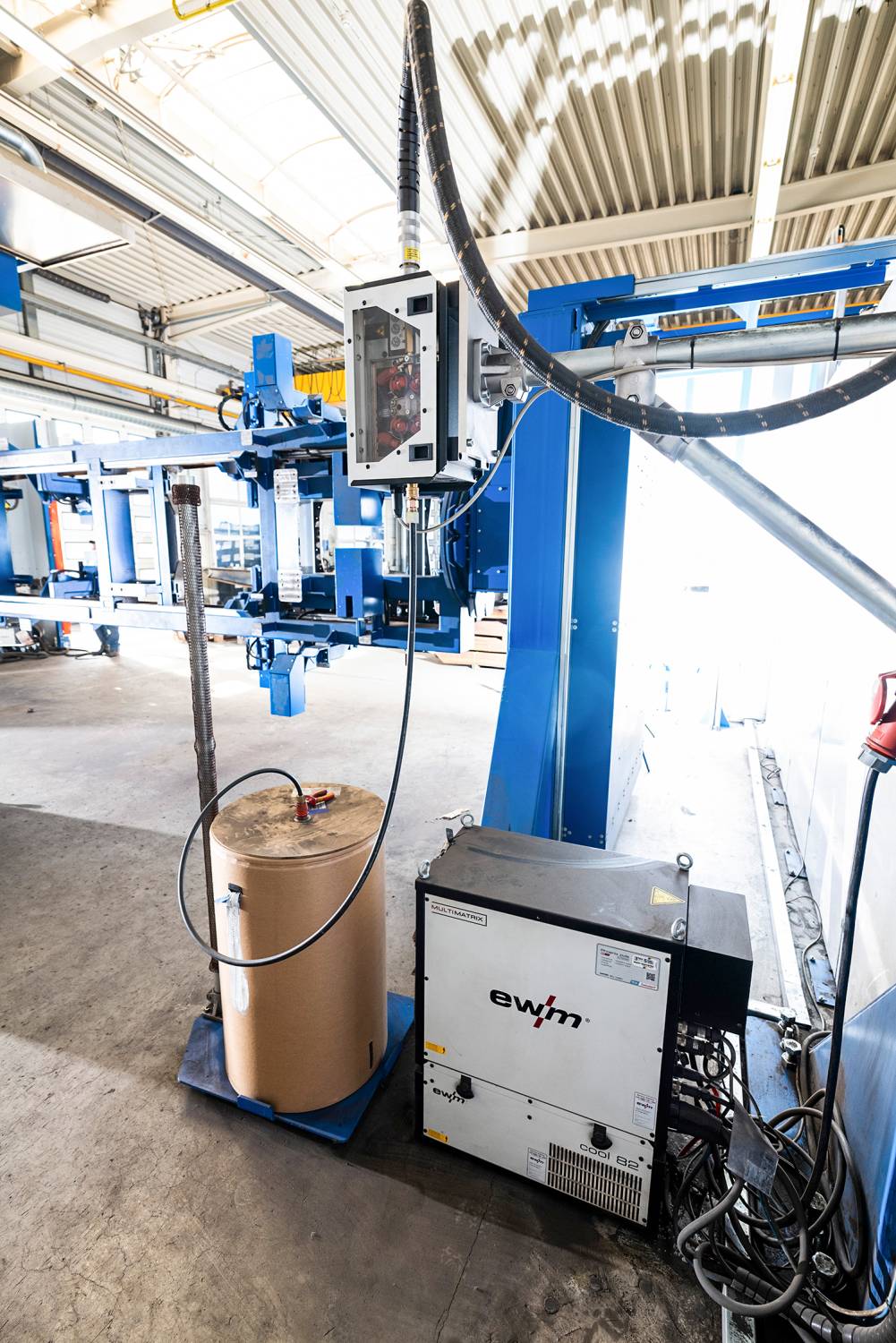
Das Schweißgerät Phoenix puls von EWM steht an der Trennwand zwischen den beiden Sektionen. Das Drahtvorschubgerät drive 4X befindet sich direkt über den Fässern mit dem Zusatzwerkstoff.
Höhere Anforderungen an die Baugruppen
Einen wesentlichen Beitrag zur höheren Geschwindigkeit beim Bestücken leistet die Teilevorbereitung der Einzelteile und der Baugruppen. Sie weisen inzwischen eine deutlich höhere Genauigkeit auf. Diese hohe Anforderung an die Genauigkeit ist bei automatisierten Schweißabläufen fundamental. Aufgrund der Platzverhältnisse in dem Chassis werden keinerlei Nahtsuch- oder Nahtverfolgungssysteme eingesetzt. Somit basiert der gesamte Schweißablauf auf geteachten Kurven. Der Roboter schweißt also immer an der vorprogrammierten Position – egal, wie die Gegebenheiten tatsächlich sind. Die Schweißnaht muss dort sein, wo der Schweißbrenner des Roboters ist – nicht andersherum.
Bei zu großen Abweichungen und Toleranzen, die manuell selbstverständlich ausgeglichen werden können, schweißt der Roboter also einfach daneben. Die Folge sind aufwendige Nacharbeiten, in denen die Schweißnaht ausgeschliffen und nachgearbeitet werden muss. Je genauer also die Vorarbeit und je geringer die Toleranzen in den Bauteilen, desto besser anschließend auch das Schweißergebnis. „Es ist absolut notwendig, im Vorfeld Klartext zu reden, was die Leistungsfähigkeit, aber auch die Grenzen der Roboter angeht”, betont Andreas Euen. Diese Forderungen gelten sowohl für die eigenen Baugruppen, müssen aber natürlich auch an die Lieferanten weitergegeben werden. „Das hat anfangs schon zu vielen Diskussionen mit den Liefanten geführt und war nicht immer ganz einfach“, gibt André Schneider, Bereichsleiter Stahlbau bei Hüffermann, zu.

Über eine lange Z-Achse erreicht der Roboter sowohl Arbeitspunkte oben als auch unten am gedrehten Chassis-Rahmen. In der Hochposition befindet sich die Z-Achse oberhalb zwischen den beiden Teilen der Absaugung.
Programmierung der Bauteile
Auch wenn die Bauteile alle sehr ähnlich sind, muss doch jedes einzelne der 20 verschiedenen Chassis individuell eingeteacht werden. Insbesondere beim Teachen verzeichnen die Schweißer eine echte Lernkurve: Das erste Bauteil wurde komplett eingeteacht und anschließend geschweißt. Anfangs befanden sich die Nähte auch noch an den vorgesehenen Stellen. Doch je länger das Schweißen dauerte, desto ungenauer – und schlechter – wurde das Ergebnis. Sollte der Roboter seinen Pfad verlassen haben? Letztlich stellte sich heraus, dass die Abweichungen durchweg aus der thermischen Ausdehnung durch die Wärmeeinbringung während des Schweißprozesses resultierten. So dauerte es einige Durchgänge, bis die Schweißer die Bauteile so programmiert hatten, dass die Schweißnaht zu jedem Zeitpunkt richtig getroffen wurde.
Was seit Corona gängig ist, gilt auch für das Schweißen: am besten mit Abstand. Doch diese andere Herangehensweise beim Teachen des Roboters bedarf einer Umstellung seitens der Schweißer. Sind sie es doch gewohnt, den Brenner möglichst dicht an die Schweißstelle zu halten, ist dies beim automatisierten Schweißen gar nicht notwendig. Der größere Abstand beim Teachen und damit der Abstand zur Schweißnaht hat noch einen weiteren Vorteil: Toleranzen der Bauteile lassen sich in gewissem Maße ausgleichen und das Schweißergebnis ist sicher. Von der Qualität der Roboter-Schweißnaht ist André Schneider absolut überzeugt: „Von Schweißrobotern hergestellte Schweißnähte sind qualitativ ganz weit vorne.“ Hier spielt natürlich die kontinuierliche Überwachung sämtlicher Schweißparameter durch die Schweißgerätesteuerung und damit deren Konstanz hinein.

Von den Vorteilen des automatisierten Roboterschweißens überzeugt (v.l.n.r.): Christoph Baller (Hüffermann), Andreas Euen (EWM-Euen) und André Schneider (Hüffermann)
Enorme Produktivitätssteigerung
Betrug die Arbeitszeit für ein Chassis jeweils einen ganzen Tag pro Schweißer, dauert das Bestücken und Heften in der neuen Aufspannung gerade noch 90 Minuten. Während der Roboter in 90 bis 120 Minuten das Bauteil fertig schweißt, kann in der anderen Kabine bereits das nächste Chassis vorbereitet werden. Auch die Nacharbeit an sich ist deutlich reduziert. Der Roboter produziert eine hohe Schweißnahtqualität und damit extrem wenige Schweißspritzer, sodass diese Nacharbeit um 30 Prozent reduziert ist – zusätzlich zur höheren Produktivität.
Allerdings ist eine einmal eingerichtete Automation kein Selbstläufer. „Die Anlage ist so gut, wie die Leute damit umgehen. Man muss immer dranbleiben bei der Überwachung der Roboter“, mahnt Christoph Baller, Abteilungsleiter Automatisierung und Schweißfachkraft bei Hüffermann. Jeden einzelnen Mitarbeiter immer wieder zu sensibilisieren und zu motivieren, wirklich genau zu arbeiten, darin sieht Baller eine seiner Hauptaufgaben.
Teilen: · · Zur Merkliste