anwenderreportage
Schweißen im Duett
Komplexe Bauteile automatisiert fertigen: Beim Gasmotorenhersteller GE in Jenbach suchte man nach einer Lösung, auch sehr komplexe Bauteile automatisiert zu schweißen. Gemeinsam mit Tecnorobot und Fronius wurde eine High-end-Anwendung realisiert, in der jeweils ein Handlings- und ein Schweißroboter von Fanuc aufgrund ihres optimalen Zusammenspiels im Vergleich zum Handschweißen eine Zeitersparnis von rund 70 Prozent erreicht — bei gleichzeitiger Erhöhung der Prozesssicherheit. Die neue Schweißzelle, in der ausschließlich mit dem CMT-Verfahren von Fronius gefügt wird, ermöglicht eine gleichbleibend hohe Qualität. Autor: Ing. Norbert Novotny / x-technik

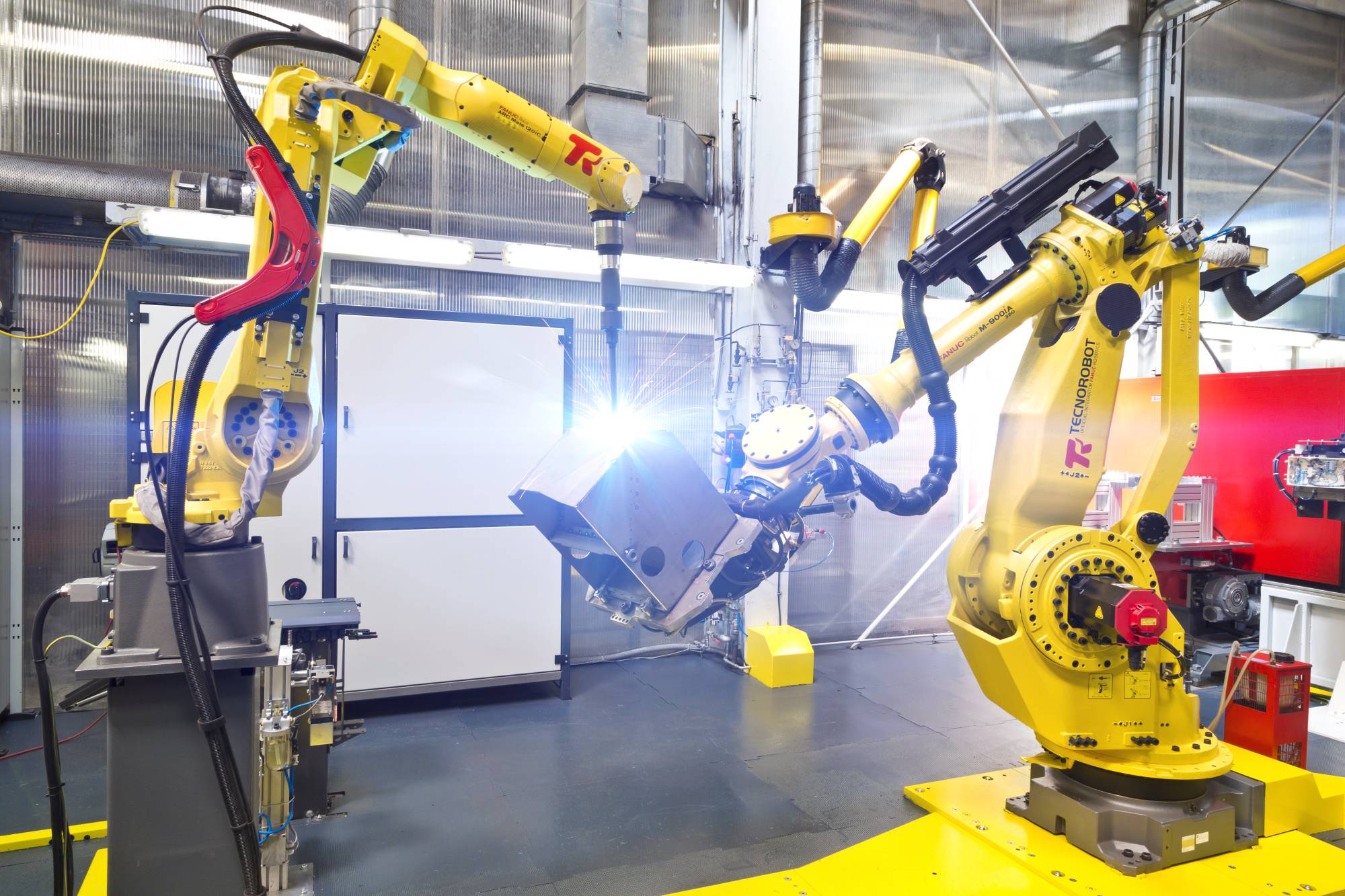
Die beiden Roboter befinden sich in einer insgesamt 9,5 x 6 Meter großen Zelle. Zudem verfügt die Anlage über vier Belade- bzw. Abholstationen.

Arno Niederlechner
Produktionsbereichsleiter bei GE in Jenbach
„Neben einer Erhöhung der Prozesssicherheit ermöglicht die neue Roboterschweißzelle eine gleichbleibend hohe Qualität. Im Vergleich zum Handschweißen erreichen wir eine Zeitersparnis von etwa 70 Prozent. “
Seit mehr als 50 Jahren zählt der in Österreich ansässige Gasmotorenproduzent von GE Distributed Power in der Entwicklung und Produktion von Gasmotoren für effiziente Strom- und Wärmeerzeugung zu den weltweit führenden Herstellern. Der Produktionsstandort in Jenbach (T), beschäftigt mehr als 1.500 Mitarbeiter.
Die dort erzeugten Motoren im Leistungsbereich von 0,25 bis 9,5 MW können sowohl mit Erdgas als auch mit verschiedensten Bio- und Sondergasen aus Landwirtschaft, Bergbau, Industrie oder Abfallwirtschaft betrieben werden. Die patentierten Verbrennungssysteme sowie ein ausgereiftes Motor- und Anlagenmanagement sichern nicht nur die Einhaltung bindender Emissionsvorschriften, sondern ermöglichen zugleich Spitzenwerte in Sachen Wirtschaftlichkeit, Langlebigkeit und Zuverlässigkeit. Die bereits mehr als 14.500 weltweit gelieferten Jenbacher-Motoren sprechen für sich selbst.

Der Handlingsroboter wählt den passenden Greifer aus, um sich anschießend das freigegebene Bauteil von der Station abzuholen.

Anton Leithenmair
Vertrieb Österreich und Süddeutschland bei Tecnorobot
„Gemeinsam mit den Anwendungstechnikern von Fronius und den GE-Mitarbeitern hier in Jenbach hatten wir die ideale Zusammensetzung, um ein derart herausforderndes Projekt so erfolgreich abzuschließen.“
Gleichbleibend hohe Qualität gefordert
Für diese Motoren werden Baugruppen in höchster Qualität benötigt. Daher ist der Anspruch auch in der eigenen Schweißfertigung entsprechend hoch. „Auf unseren bereits bestehenden Schweißroboteranlagen verfügten wir nicht über die nötige Flexibilität, neben den Standardbaugruppen zusätzlich auch komplexe Bauteile automatisiert zu fertigen“, erläutert Arno Niederlechner, Produktionsbereichsleiter bei GE in Jenbach.
Um auch bei diesen komplexen, bisweilen handgeschweißten Werkstücken die Qualität gleichbleibend hoch zu gestalten, suchte man bei GE nach einer neuen Roboterlösung. „Nach Gesprächen mit mehreren Anbietern hat uns das Konzept von Tecnorobot überzeugt und den Zuschlag bekommen“, erinnert sich Christoph Hotter, der dafür verantwortliche Projektleiter bei GE in Jenbach. „Die Leute von GE haben rasch gemerkt, dass wir vom Fach sind“, so Anton Leithenmair, Vertrieb Österreich und Süddeutschland bei Tecnorobot, der noch ergänzt: „Wir entwickeln seit 21 Jahren Roboter-Systemlösungen, die exklusiv mit Fanuc-Robotern ausgestattet werden. Schweißen ist dabei unsere Spezialität.“ Zudem bietet Tecnorobot, das seit zwei Jahren in Österreich, Deutschland und der Schweiz aktiv ist, fertige Roboter-Fahrbahnlösungen und die dazugehörige Positioniertechnik aus der eigenen Konstruktion und Fertigung.
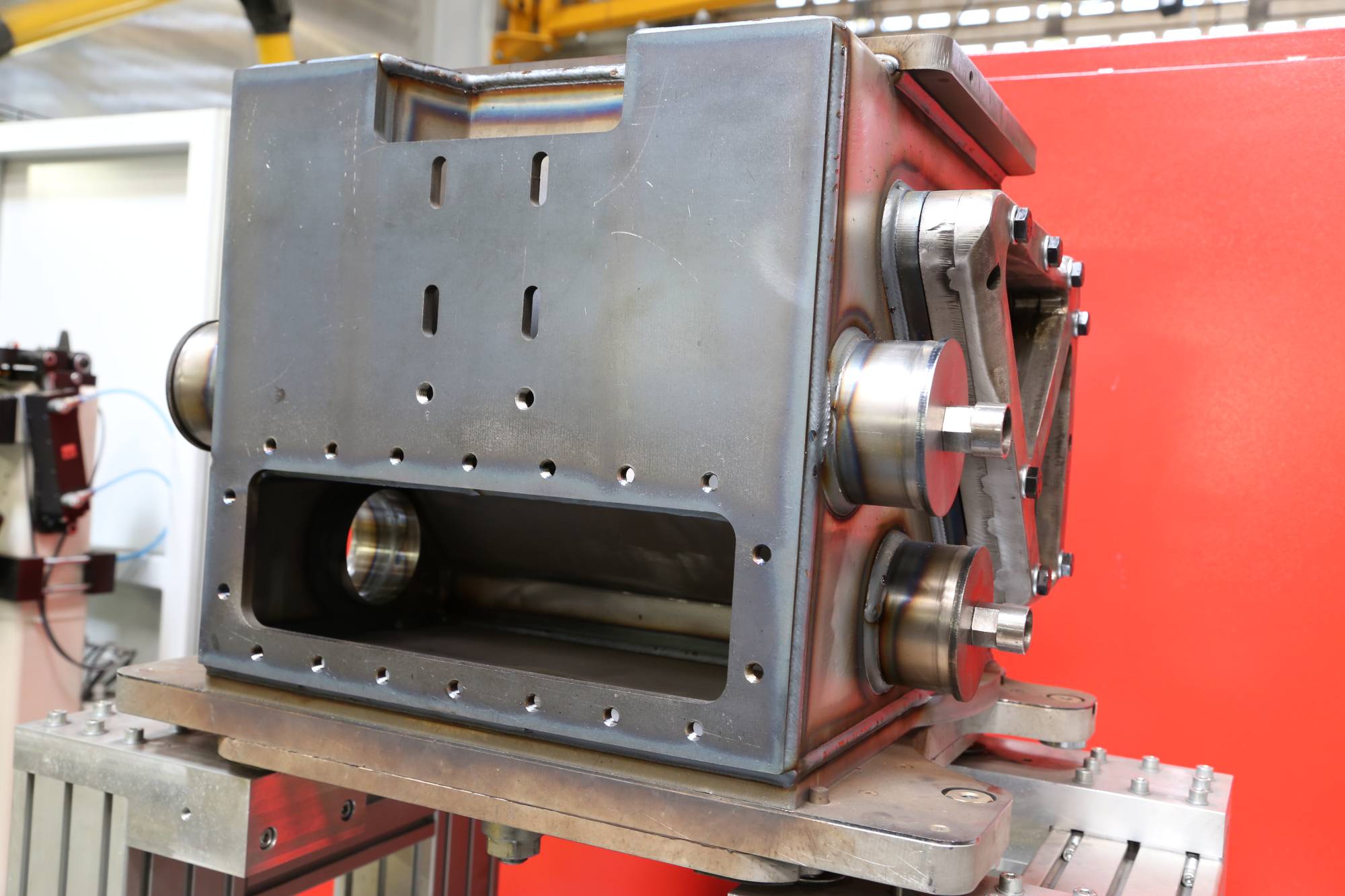
Zu Beginn wurde das Zellenlayout offline entworfen und mittels Simulationen die Machbarkeit überprüft. Größte Herausforderung dabei war laut Leithenmair die Zugänglichkeit der zu fertigenden Bauteile. „Trotz der extrem knappen Platzverhältnisse im Inneren des Bauteils, wurde eine Lösung gefunden, wie der Schweißbrenner an jede Stelle rankommt“, zeigt sich Christoph Hotter zufrieden.

Aufgrund eines Binär-Codes an der Vorrichtung weiß das System automatisch, welchen Greifer der Roboter benötigt.

Um unterschiedliche, sehr komplexe Bauteile optimal in einer Anlage schweißen zu können, ist eine Auswahl an verschiedenen Rohrbögen zwingend notwendig.

Der Handlings- und der Schweißroboter arbeiten synchron und sorgen für eine Erhöhung der Prozesssicherheit sowie für gleichbleibend hohe Qualität. (Bilder: GE)

Christoph Hotter
Projektleiter bei GE in Jenbach
„Um unterschiedliche, derart komplexe Bauteile optimal in einer Anlage schweißen zu können, ist eine Auswahl an verschiedenen Rohrbögen zwingend notwendig. Die Brenner-Rohrbogen-Wechselstation Torch X-Change von Fronius ist dafür die ideale Lösung.“
Roboter arbeiten autonom
In der insgesamt 9,5 x 6 Meter große Zelle befinden sich die beiden Hauptfiguren, ein Handlings- sowie ein Schweißroboter. Darüber hinaus beinhaltet die Anlage vier Belade- bzw. Abholstationen, die über zwei Drehtische des Typs Tecnorobot TR3302 realisiert wurden und pro Einlegerseite über 250 kg Traglast verfügen.
Ein Bediener bestückt dabei die einzelnen Stationen mit der jeweils passenden Vorrichtung und spannt das vorgeheftete Bauteil ein. „Sobald eine Station freigegeben wurde, holt sich der Fanuc-Handlingsroboter M900iA mit 350 kg Traglast den passenden Greifer und anschließend die Vorrichtung mit dem zu schweißenden Werkstück und hält es dem Schweißroboter unter die Nase“, bringt es Hotter auf den Punkt. Aufgrund eines Binär-Codes an der Vorrichtung weiß das System automatisch, welchen Greifer der Roboter für dieses Teil benötigt.
Auch der Schweißroboter, ein Fanuc ArcMate 120iC mit innen liegendem Schlauchpaket, weiß aufgrund des Binär-Codes an der Vorrichtung genau, welchen Schweißbrenner er aus der Brenner-Rohrbogen-Wechselstation Torch X-Change von Fronius verwenden muss. „Um solch komplexe Bauteile mit derart herausfordernder Zugänglichkeit optimal in einer Anlage schweißen zu können, ist eine Auswahl an verschiedenen Rohrbögen zwingend notwendig“, bemerkt der Projektleiter. Beide Roboter arbeiten übrigens in „coordinated motion“, also synchron und werden über nur einen Dual-Arm-Controller sowie über ein Teach-Panel gesteuert.

Seit mehr als 50 Jahren werden bei GE in Jenbach Gasmotoren entwickelt und produziert.

Teamwork in Perfektion (v.l.n.r.): Ferdinand Kalchgruber, Martin Feichtinger – beide Fronius, Walter Rupprechter, Julius Pirkl, Arno Niederlechner, Christoph Hotter – alle GE und Anton Leithenmair – Tecnorobot.
Prozesssicherheit erhöht bei gleichbleibend hoher Qualität (Bilder: x-technik)

Ferdinand Kalchgruber
Anwendungstechniker und Leiter TechSupport national bei Fronius
„Die weiterentwickelte Kennline CMT Dynamic zeichnet sich durch eine höhere Drahtvor- und -zurückbewegung bis zu 130 Mal pro Sekunde, tieferen Einbrand und weniger Spritzer aus. Dadurch ist es möglich, dicke Bleche mit dem CMT-Prozess mit dem nötigen Einbrand und in der geforderten Nahtqualität zu schweißen.“
CMT Dynamic als Schlüssel zum Erfolg
In der Anlage wird Stahlblech in Materialstärken von 8 bis 10 mm verarbeitet. Dafür wurde die Zelle mit der Fronius-Schweißstromquelle TPS 5000 CMT in PAP-Ausführung ausgestattet, d.h. die Medienführung erfolgt im Roboterarm und ermöglicht somit beste Bauteilzugänglichkeit. Manch einer wäre jetzt skeptisch: CMT? – Dieser Prozess ist doch eigentlich nur bei Blechstärken bis zu zwei Millimeter vorgesehen!
Doch Ferdinand Kalchgruber, Anwendungstechniker und Leiter TechSupport national bei Fronius, hat darauf die passende Antwort: „Die weiterentwickelte Kennline CMT Dynamic zeichnet sich durch eine höhere Drahtvor- und -zurückbewegung bis zu 130 Mal pro Sekunde, tieferen Einbrand und weniger Spritzer aus. Dadurch ist es möglich, so dicke Bleche mit dem CMT-Prozess mit dem nötigen Einbrand und in der geforderten Nahtqualität zu schweißen.“
Und genau das ist für Walter Rupprechter, Meister Schweißtechnik bei GE in Jenbach, der Grund, warum man mit Fronius seit rund 40 Jahren zusammenarbeitet: „Fronius steht für eine permanente Weiterentwicklung seiner Schweißprozesse. Das schweißtechnische Know-how seiner Anwendungstechniker ist zudem herausragend.“
Momentan werden Gehäuseentlüftungskonsolen und zwei weitere Bauteile auf der neuen Anlage gefertigt. Das Ergebnis ist für Produktionsbereichsleiter Niederlechner absolut beeindruckend: „Neben einer Erhöhung der Prozesssicherheit ermöglichen die neue Roboterschweißzelle eine gleichbleibend hohe Qualität. Im Vergleich zum Handschweißen erreichen wir eine Zeitersparnis von etwa 70 Prozent. Mit der neuen Anlage sind wir für die Zukunft gerüstet. Das Potenzial an Neuteilen ist groß.“





Infos zum Anwender
Distributed Power von GE, einer der führenden Anbieter von Anlagen, Motoren und Dienstleistungen auf dem Gebiet der dezentralen Energieversorgung, ist auf die Energieerzeugung nahe am oder direkt beim Verbraucher spezialisiert. Die Produktpalette von Distributed Power umfasst hoch effiziente Industrie-Verbrennungsmotoren und aeroderivative Gasturbinen, die mit einer Leistung von 100 kW bis 100 MW Strom für zahlreiche Branchen weltweit erzeugen.
Am Produktionsstandort in Jenbach werden seit mehr als 50 Jahren Gasmotoren erzeugt. Jenbacher Motoren sind als stationäre Dauerläufer konzipiert und zeichnen sich durch besonders hohe Wirkungsgrade, geringe Emissionen, Langlebigkeit und Zuverlässigkeit aus. Die Motoren zur Energieversorgung im Leistungsbereich von 0,25 bis 9,5 MW finden ihre Abnehmer in Industrie und im kommunalen Bereich. Je nach Kundenwunsch wird Gas in Strom, Wärme und/oder Kälte umgewandelt.
Teamwork in Perfektion
Was Projektleiter Hotter nicht unerwähnt lassen möchte, ist die erstaunlich kurze Zeit von der Planung bis zur Inbetriebnahme. „Vom Start des Projekts bis zum ersten auf der Anlage geschweißten Teil hier in Jenbach verging nicht einmal ein halbes Jahr. Das hat viel damit zu tun, dass man mit den Leuten von Tecnorobot und Fronius eine gute Gesprächsbasis gefunden hat“, lobt er die beiden Partner. Dieses Kompliment kann Anton Leithenmair nur zurückgeben: „Die Unterstützung der GE-Mitarbeiter hier in Jenbach war vorbildlich. Gemeinsam mit den Anwendungstechnikern von Fronius hatten wir die nötige Zusammensetzung, um ein derart herausforderndes Projekt so erfolgreich abzuschließen.“
Teilen: · · Zur Merkliste