anwenderreportage
Nahtfürhungssensor TH6D - Wegweiser zur perfekten Schweißnaht
Um bei der Fertigung von Längsträgern für Fahrgestelle auf einem Längsnahtschweißautomaten wertvolle Zeit zu sparen, setzt der österreichische Nutzfahrzeugbauer Schwarzmüller auf die prozessbegleitenden, optischen Nahtführungssensoren TH6D von Abicor-Binzel. Mit dem berührungslosen System werden Bauteile und Fügestöße durch die Kombination aus Laserlinien und Kamera erfasst, um den Schweißnahtverlauf in Echtzeit zu korrigieren. Von Ing. Norbert Novotny, x-technik

Die optischen TH6D-Nahtführungssensoren stellen eine clevere Systemlösung für vielseitige Anwendungen im Bereich des automatisierten Schweißens dar. (Bilder: x-technik)
Zum Unternehmen AGS-Engineering
Die AGS-Engineering GmbH in Aurolzmünster (OÖ) realisiert maßgeschneiderte Automatisierungslösungen für Sondermaschinen, Fertigungslinien und Roboter bis hin zur Leittechnik für Maschinen und Gebäude.
Aufgabenbereiche:
• Automation (SPS, Visualisierung, Antriebstechnik)
• Robotik
• Bildverarbeitung – industriell 2D/3D
• Softwareerstellung von kundenspezifischen PC-Applikationen
• Elektroplanung mit Schaltschrankbau und Anlagenverkabelung
• Engineering (Safety, Projektierung)
• Visualisierung und Prozessleittechnik
www.ags-engineering.at
Die Schwarzmüller Gruppe mit Sitz in Freinberg (OÖ) ist als Komplettanbieter für gezogene Nutzfahrzeuge einer der führenden Hersteller am europäischen Markt. Aufgrund seiner mehr als 140-jährigen Erfahrung im Fahrzeugbau setzt Schwarzmüller die Standards bei individuellen Transportlösungen. Die wichtigsten Abnehmer kommen aus dem Fernverkehr, der Entsorgung, der Bauwirtschaft, der Holzindustrie sowie der Tankstellen- und Flugfeldversorgung. „Mit acht Produktgruppen und 135 Fahrzeugtypen fertigen wir jährlich rund 8.900 Nutzfahrzeuge in verschiedensten Varianten bis hin zu Sonderkonstruktionen für außergewöhnliche Anforderungen“, schildert Florian Stadler, Meister der Teilefertigung bei Schwarzmüller. Regelmäßige Innovationen in der Konstruktion oder auch in der Schweißtechnik sorgen dafür, auch in Zukunft Technologieführer der Branche zu bleiben.

Die optischen TH6D-Nahtführungssensoren stellen eine clevere Systemlösung für vielseitige Anwendungen im Bereich des automatisierten Schweißens dar. (Bilder: x-technik)
Shortcut
Aufgabenstellung:
Eliminierung unproduktiver Zeit beim Schweißen von Trägerpaaren.
Lösung:
Prozessbegleitende, optische Nahtführung in Echtzeit.
Nutzen:
Enorme Produktivitätssteigerung auf einem Längsnahtschweißautomaten.
Unproduktive Zeit eingespart
Eine dieser schweißtechnischen Innovationen sind beispielsweise die optischen TH6D-Nahtführungssensoren von Abicor-Binzel, die auf einem Längsnahtschweißautomaten zur Fertigung von Längsträgern für Fahrgestelle nun seit rund einem Jahr erfolgreich eingesetzt werden. Dabei wird auf der Anlage taktzeitparallel ein Trägerpaar mit insgesamt vier – bis zu 14 Meter langen – Längsnähten geschweißt. „Mit unserer alten Lösung musste zunächst der gesamte Längsträger abgefahren und mittels einer Kamera die zu schweißende Naht gescannt werden. Anschließend fuhr der Schweißautomat wieder zurück zum Start, erst dann konnte mit dem eigentlichen Schweißvorgang begonnen werden. Diese beiden Extra-Fahrten haben uns wertvolle, produktive Zeit an der Anlage gekostet“, erinnert sich Stadler. Zudem konnte während des Schweißens auf thermische Veränderungen am Bauteil nicht reagiert werden.
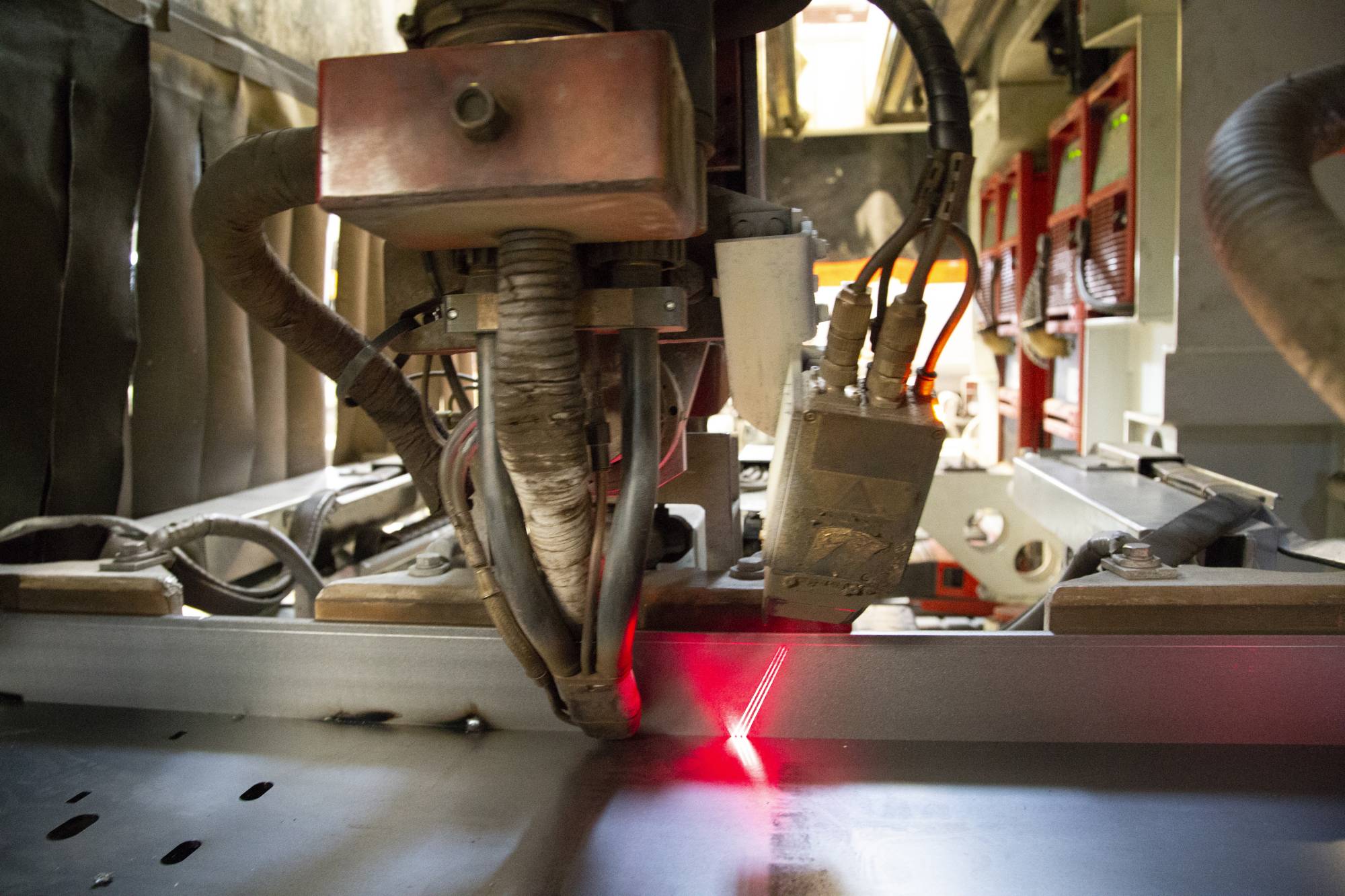
Stattdessen geschieht bei der prozessbegleitenden, optischen Nahtführung mit den vier TH6D-Sensoren (einer pro Schweißnaht) nun alles während des Schweißvorgangs: Die Bauteile und Fügestöße werden durch die Kombination aus Laserlinien und Kamera berührungslos erfasst und vermessen, um den Schweißbrenner präzise zu führen und den Schweißnahtverlauf in Echtzeit zu korrigieren. Seit der Längsnahtschweißautomat mit diesem „technischen Auge“ arbeitet, ersparen sich die Oberösterreicher pro Träger je nach Länge bis zu sieben Minuten unproduktive Zeit. „Bei wöchentlich rund 360 Trägern auf dieser Anlage ist das ein enormer Produktivitätssprung“, zeigt sich der Meister der Teilefertigung zufrieden.

Dank der Nahtführungssensoren von Abicor-Binzel konnte bei Schwarzmüller die Produktivität eines der Längsnahtschweißautomaten erheblich gesteigert werden.

Das prozessbegleitende Nahtführungssystem korrigiert den Schweißnahtverlauf in Echtzeit.

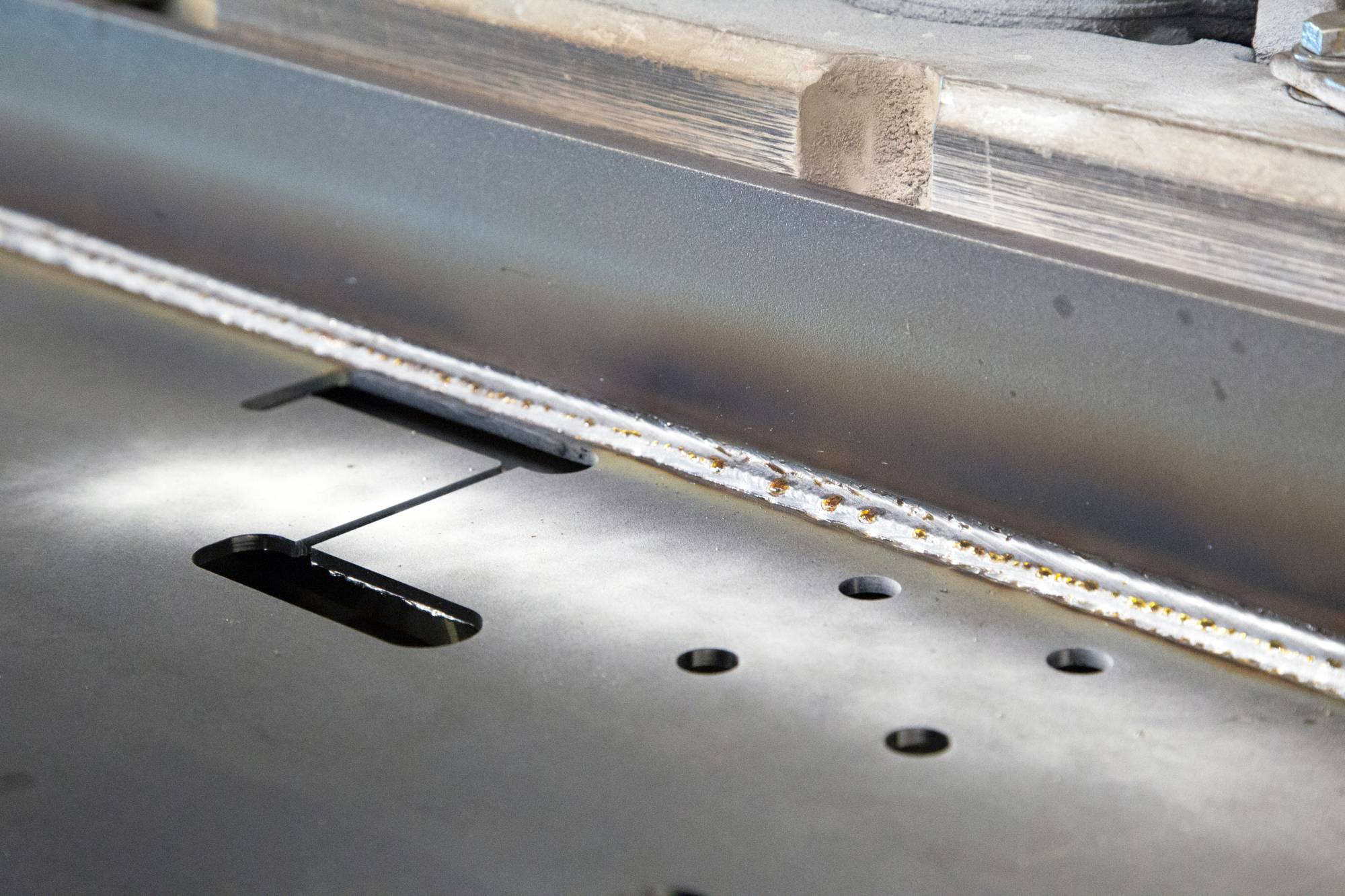
Die Schweißqualität kann sich sehen lassen.

Florian Stadler
Meister der Teilefertigung bei Schwarzmüller
„Seit der Längsnahtschweißautomat mit den Nahtführungssensoren von Abicor-Binzel arbeitet, ersparen wir uns pro Träger je nach Länge bis zu sieben Minuten unproduktive Zeit. Bei wöchentlich rund 360 Trägern auf dieser Anlage ist das ein enormer Produktivitätssprung.“
Lässt sich durch nichts irritieren
„Konkret werden dabei über einen Liniengenerator drei Messlinien erzeugt und auf das Bauteil projiziert. Die entstehende diffuse Reflexion, die im Sichtfeld des Kameraobjektives liegt, wird vom CMOS-Sensor erfasst. Per Lasertriangulation können somit Arbeitsabstand, Lage und Neigung der zu fügenden Bleche ermittelt werden“, beschreibt Konrad Schüler, Technischer Vertrieb bei Abicor-Binzel Österreich, das Funktionsprinzip.
Der TH6D ist sehr robust ausgeführt und dank der integrierten Störlichtfilterung ist ein reibungsloser Betrieb auch bei sehr geringer Distanz zum Prozess gewährleistet. „Der Sensor ist sechs Zentimeter vom Schweißprozess entfernt direkt neben dem Schweißbrenner angebracht. Er lässt sich weder von den hohen Temperaturen noch von dem grellen Lichtbogen irritieren und liefert trotz dieser Störeinflüsse sehr stabile Werte“, erläutert Albert Webersberger von AGS-Engineering, die seit der Inbetriebnahme des Längsnahtschweißautomaten im Jahr 2009 für die Programmierung der Anlage zuständig ist und somit auch mit der softwaretechnischen Implementierung des TH6D von Schwarzmüller beauftragt wurde.
Dank einer integrierten Luftspülung des Schutzglases, einer Luftkühlung des Sensors, spritzergeschütztem Gehäuse und optischer Filter machen dem TH6D auch Schweißspritzer, Schweißrauch, Störungen durch elektrische Felder oder andere äußere Einflüsse bei der optischen Vermessung nichts aus. „Mittels der druckluftversorgten Auslässe vorne an der Optik kann darüber hinaus der Schmauch zuverlässig weggeblasen werden, um so dem System ein freies Sichtfeld zu gewährleisten“, ergänzt Webersberger.
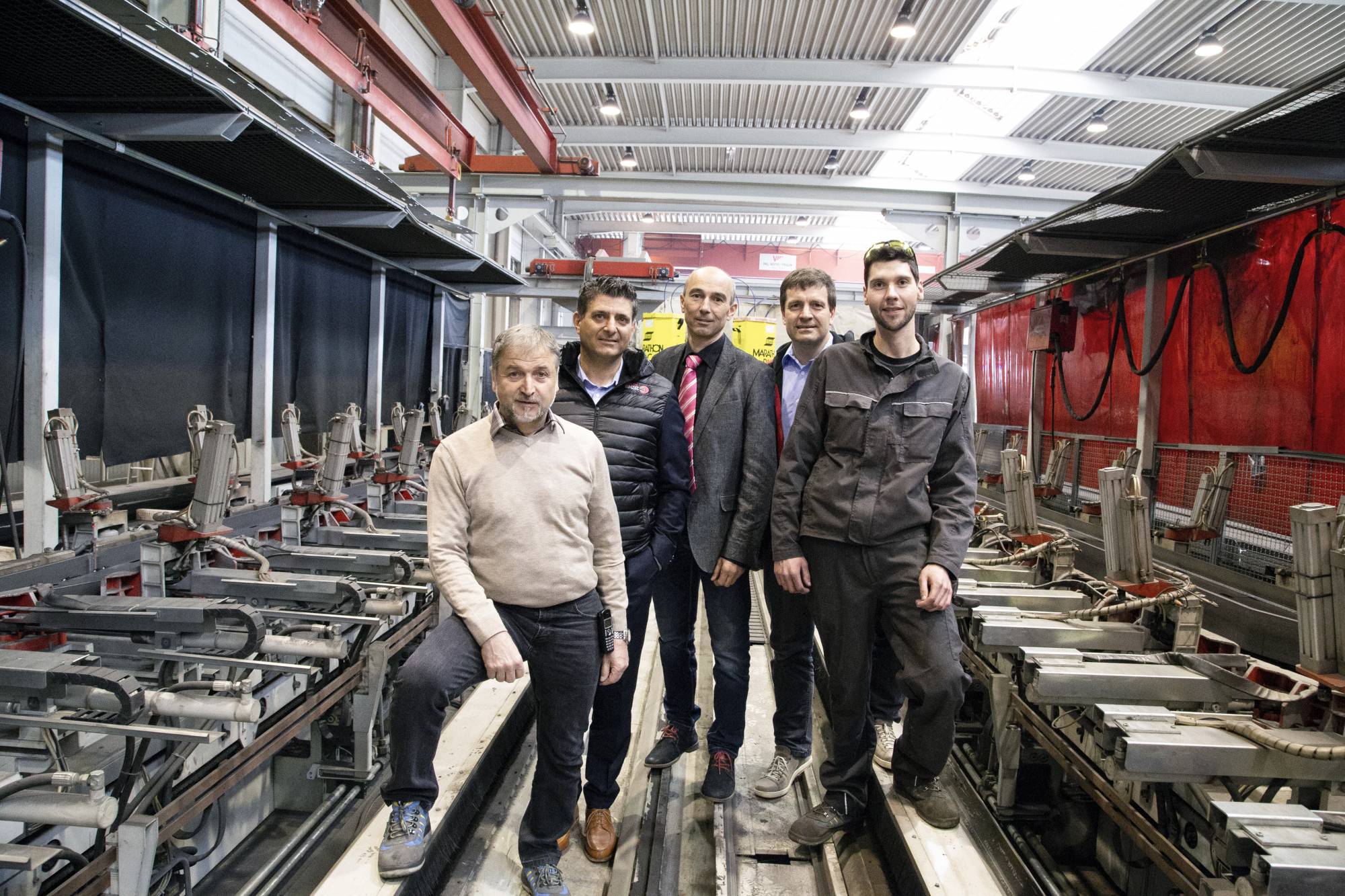
Herausforderungen erfolgreich gemeistert (v.l.n.r.): Florian Stadler (Schwarzmüller), Georg Höll, Konrad Schüler (beide Abicor-Binzel), Albert Webersberger (AGS) und Philipp Söllwagner (Schwarzmüller)
![Schematische Darstellung der Lasertriangulation (=optische Abstandsmessung), bei der Lichtmuster aus parallelen Laserlinien in einem Winkel von ca. 20° auf die Bauteiloberfläche projiziert wird. [1 Laserdiode, 2 Kollimatoroptik, 3 Projektionsoptik, 4 Lichtdetektor, 5 Linse (Empfängeroptik), 6 Messobjekt (Bauteil), 7 Messung 1 und Messung 2]](https://webserver7.xtechnik.com/img/cache/2000_1500_prop/aHR0cDovL29mZmljZS54LXRlY2huaWsuY29tL3h0cmVkaW1nLzIwMTgvQmxlY2h0ZWNobmlrL0F1c2dhYmUyMzYvMTU3NDYvTGFzZXJ0cmlhbmd1bGF0aW9uMS5qcGc=.jpg)
Schematische Darstellung der Lasertriangulation (=optische Abstandsmessung), bei der Lichtmuster aus parallelen Laserlinien in einem Winkel von ca. 20° auf die Bauteiloberfläche projiziert wird. [1 Laserdiode, 2 Kollimatoroptik, 3 Projektionsoptik, 4 Lichtdetektor, 5 Linse (Empfängeroptik), 6 Messobjekt (Bauteil), 7 Messung 1 und Messung 2]

Albert Webersberger
Leiter IT/EDV/NET bei AGS-Engineering
„Der TH6D ist sehr robust und dank der integrierten Störlichtfilterung ist ein reibungsloser Betrieb auch bei sehr geringer Distanz zum Schweißprozess gewährleistet. Er lässt sich weder von den hohen Temperaturen noch von dem grellen Lichtbogen irritieren und liefert trotz dieser Störeinflüsse sehr stabile Werte. “
Beeinflussung der Nahtführung in Echtzeit
Zudem sei laut Webersberger die Signalauswertung der Laserlinie ganz ausgezeichnet. Dabei werden die aktuelle Nahtposition, Informationen über Spaltmaß und Kantenversatz am Fügestoß sowie die Position des Schweißwerkzeugs relativ zur Bauteiloberfläche als Messwerte erfasst und an den TH6D-Prozessrechner gesendet. Dieser gibt die Werte an die Anlagensteuerung weiter und beeinflusst damit die Nahtführung des Brenners.
„Während der Schweißfahrt werden innerhalb eines Millimeters rund zehn Aufnahmen gemacht. In Paketen von drei Zentimeter Länge generiert unsere Software ein aus den Aufnahmen entstandenes 3D-Bild, überprüft die Wegabweichung und übergibt die korrigierten Daten an die SPS und in weiterer Folge an die Achsantriebe, die der korrekten Kontur nachfahren“, geht Webersberger ins Detail. Die größte Herausforderung bei der Nahtführung sei dabei die Krümmung des Trägers gewesen, da der Sensor kurzfristig nichts sieht: „Das sind in etwa drei Zentimeter Blindflug, den wir durch Softwarealgorithmen rechentechnisch lösen konnten.“
Zum Schluss bilanziert Florian Stadler überaus positiv: „Dank der Nahtführungssensoren von Abicor-Binzel konnte die Produktivität unseres Längsnahtschweißautomaten enorm gesteigert werden. Nach anfänglichen Schwierigkeiten wurde gemeinsam mit dem Know-how von AGS-Engineering eine Lösung realisiert, mit der wir sehr zufrieden sind.“

Konrad Schüler
Technischer Vertrieb bei Abicor-Binzel Österreich
„Die prozessbegleitende optische Nahtführung mit TH6D-Sensoren ebnet den Weg zur perfekten Schweißnaht: Bauteile und Fügestöße werden durch die Kombination aus Laserlinien und Kamera erfasst, um den Schweißnahtverlauf in Echtzeit zu korrigieren.“


Infos zum Anwender
Die Schwarzmüller Gruppe fertigt jährlich rund 8.900 Nutzfahrzeuge, beschäftigt aktuell rund 2.290 Mitarbeiter und erwirtschaftete im Jahr 2017 349 Mio. Euro. Neben den Produktionsstandorten in Hanzing, Zebrak (Tschechien) und Budapest (Ungarn) bietet das Unternehmen ein europaweites Netz von 350 Servicestützpunkten. Mit acht Produktgruppen und 135 Fahrzeugtypen bietet Schwarzmüller die verschiedensten Varianten von Fahrzeugen. Dazu zählen Plateau- und Kippfahrzeuge, Tankfahrzeuge, Tiefladefahrzeuge, Holz-/Rungenfahrzeuge, Schubboden- und Wechselfahrzeuge sowie Kühl-/Kofferfahrzeuge. (Bild: Schwarzmüller Gruppe)
Teilen: · · Zur Merkliste