anwenderreportage
Salvagnini Produktionslinie S4 + P4: Hocheffiziente Kit-Produktion ab Losgröße 1
Um in der Produktion von Feuerwehrgarderoben und Wandhydrantenschränken weitestgehend unabhängig vom akuten Fachkräftemangel eine gleichbleibend hohe Qualität zu gewährleisten und kosteneffizienter gegen den preisaggressiven Mitbewerb vor allem aus Osteuropa und Asien am Markt agieren zu können, investierte die Erhart GmbH in eine Produktionslinie S4 + P4 von Salvagnini. Dank der neuen Fertigungsmethode, in der Bauteile vollautomatisch gestanzt, gebogen und mittels Roboter abgestapelt werden, konnte zudem die Kapazität deutlich gesteigert werden.

Seit Dezember 2021 ist bei der Erhart GmbH die vollautomatisierte Produktionslinie S4 + P4 von Salvagnini hochproduktiv in Betrieb. (Bilder: x-technik)
Shortcut
Aufgabenstellung: Vollautomatisierung der Stanz-Biegeteilfertigung für Feuerwehrgarderoben und Wandhydrantenschränke.
Lösung: Salvagnini-Produktionslinie S4 + P4 inklusive Abstapelroboter.
Nutzen: Schnellere Produktionszeiten; kostengünstigere Fertigung; bedienerunabhängige gleichbleibend hohe Teilequalität; Fertigungskapazitäten erhöht.
Als letzter verbliebener, namhafter Hersteller Österreichs fertigt die Erhart GmbH, ein Unternehmen im Brandschutzcenter Tirol, seit über 50 Jahren Wandhydrantenschränke. Zudem hat sich das Unternehmen aus Mils mit derzeit 12 Mitarbeitern auf die Entwicklung und Produktion von Feuerwehrgarderoben spezialisiert, die unter dem bekannten Namen Wagner-Garderoben vertrieben werden. „Neben der langjährigen Erfahrung und der hohen Produktqualität liegt unsere Stärke in der Flexibilität, individuell auf spezielle Kundenanforderungen einzugehen“, schildert Geschäftsführer Andreas Chiochetti.
Dafür setzen die Tiroler auf eine hohe Fertigungstiefe. Technologien wie das Stanzen, Biegen, Schweißen, Pulverbeschichten, Nasslackieren und die Montage beherrscht man allesamt selbst. Bereits im Jahr 2007 liebäugelte Andreas Chiochetti mit einer durchgängigen Linie für die Stanz-Biegeteilfertigung: „Aufgrund des beschränkten Platzangebots haben wir uns damals allerdings für eine getrennte Lösung mit einer automatisierten Stanzmaschine und einer Abkantpresse mit Roboter entschieden.“

Dank des Mehrfachpressen-Stanzkopfes der S4 wird in Kombination mit der Winkelschere Teil für Teil fertiggestanzt in der Linie weiter transportiert.

Andreas Chiochetti
Geschäftsführer der Erhart GmbH
„Mit der Produktionslinie von Salvagnini sind wir dank der wesentlich effizienteren Arbeitsabläufe in der Lage, unsere Produkte auch in Zukunft zu wettbewerbsfähigen Preisen am Markt anzubieten. Und das mit erheblich geringeren Durchlaufzeiten sowie unabhängig von rar gesätem und teurem Fachpersonal in gleichbleibend hoher Qualität. So werden wir unsere Marktanteile halten und weiter ausbauen.“
Vollautomatisierung als einzige Chance
In den letzten Jahren stellte sich jedoch mehr und mehr heraus, dass die geforderten Stückzahlen mit dem geringen Personalstand und bestehenden Maschinenpark in naher Zukunft nicht mehr bewältigbar sein würden. „Darüber hinaus liegen wir bei unseren Hauptprodukten im ständigen Preiskampf gegen Mitbewerber aus Osteuropa und Asien, produzieren aber in einem Land mit hohen Grund-, Energie und Personalkosten. Wir wussten, wenn wir nicht in eine kosteneffizientere, vollautomatisierte Produktionslinie investieren, wird es für uns schwer möglich, die nächsten Jahre als Hersteller zu überleben“, beschreibt der Geschäftsführer die kritische Situation.
Mit dem Zubau einer Produktionshalle schuf man daher die Voraussetzungen für eine derartige Neuanschaffung. Die Auswahl des dafür geeigneten Anbieters fiel ihm letztendlich nicht schwer: „Salvagnini bot die mit Abstand überzeugendste Lösung, bei der man wirklich von einer Produktionslinie sprechen konnte. Denn ab der Einlagerung des Bleches im Lagerturm über das Stanzen und Biegen bis hin zum Abstapeln mittels Roboter sind alle Prozesse der Anlage durchgängig automatisiert. Ein weiterer großer Vorteil ist zudem, dass die Anlagensteuerung und -programmierung mit nur einer, allumfassenden und sehr einfach zu bedienenden Software erfolgt“, bringt es Chiochetti auf den Punkt. Ein weiteres Argument sprach eindeutig für den niederösterreichischen Maschinenbauer aus Ennsdorf: „Salvagnini bietet als einziger Hersteller die von uns unbedingt geforderten 250 mm Biegehöhe als Standard. Bei den anderen Anbietern wäre dies wohl eine Challenge geworden“, ergänzt er.
Sehr beeindruckt war der Geschäftsführer auch von der Art und Weise, wie kundenorientiert die Rahmenbedingungen und die Anforderungen von Erhart im Linien-Layout berücksichtigt wurden: „Die Kompetenz der beteiligten Mitarbeiter von Salvagnini ist beachtlich. Man hat sofort das Gefühl, dass sie genau wissen, was sie tun.“ Für David Mörtenböck, Verkaufsleiter bei Salvagnini Österreich, trägt dies wesentlich zum langfristigen Erfolg von Salvagnini bei: „Unsere Experten verfügen über langjährige Erfahrung, um für jeden Kunden individuell die bestmögliche Maschinenkonfiguration zu erstellen. Auch bei Erhart mussten aufgrund der Platzverhältnisse einige Standardlösungen adaptiert werden, die dann auch noch softwaretechnisch angepasst wurden.“

In der MCU-Einheit können bei Bedarf gestanzte Teile zwischengelagert bzw. ausgeschleust oder auch weitere Bleche zum Biegen der Linie zugeführt werden. Eine integrierte Dreh- und Wendeeinrichtung bringt die Teile für das Biegezentrum in die korrekte Lage.
Gleichbleibend hohe Qualität und Durchsatz erhöht
Seit Dezember letzten Jahres ist die Produktionslinie S4 + P4 von Salvagnini in Mils nun im Einsatz. Andreas Chiochetti zeigt sich hochzufrieden: „Aufgrund des akuten Fachkräftemangels ist es besonders wichtig, dass wir mit der neuen Fertigungslösung absolut bedienerunabhängig in gleichbleibend hoher Qualität produzieren können. Darüber hinaus haben wir unseren Durchsatz wesentlich gesteigert.“
Ausgehend von einem Lagerturm wird zunächst die Stanzmaschine S4 mit einzelnen Blechtafeln aus den Regalreihen automatisch gespeist. Ein schnelles Weiterleiten innerhalb der Produktionslinie wird durch den Punch&Cut-Mode der Maschine möglich. Dank des Mehrfachpressen-Stanzkopfes kann in Kombination mit der vorhandenen Winkelschere Teil für Teil fertiggestanzt und in der Linie weiter transportiert werden. „Aufgrund der fix eingebauten Werkzeuge unseres Stanzkopfes entfällt ein zeitaufwendiger Werkzeugwechsel im Stanzprozess gänzlich“, so Mörtenböck. Die Winkelschere trennt die einzelnen Teile auseinander und zerhackt gleichzeitig das Restblech.

Dank der universellen Werkzeuge, die sich automatisch an die Geometrie des Blechs anpassen, entfällt beim Biegezentrum P4lean das zeitraubende Rüsten.

David Mörtenböck
Verkaufsleiter bei Salvagnini Österreich
„Die S4+P4-Linie ist eines unserer erfolgreichsten Systeme. Sie stanzt und kantet Paneele vollautomatisiert und gewährleistet somit eine hocheffiziente Kit-Produktion ab Losgröße 1.“
Stanzen und Biegen ohne händische Teilemanipulation
Nach der Stanzmaschine folgt die MCU-Einheit, in der bei Bedarf gestanzte Teile zwischengelagert bzw. ausgeschleust oder auch weitere Bleche zum Biegen der Linie zugeführt werden können. „Eine integrierte Dreh- und Wendeeinrichtung bringt die Teile nach dem Stanzprozess für das Biegezentrum in die korrekte Lage“, beschreibt Chiochetti den Ablauf.
Unmittelbar darauf folgt das Biegezentrum P4lean 2225 mit einer Kantlänge von max. 2.200 mm und einer Biegehöhe von max. 254 mm. Während des gesamten Bearbeitungsvorgangs wird dabei die Bewegung des Blechs vollkommen automatisch mittels Manipulator gesteuert, der zu Beginn des Zyklus nur ein einziges Mal die Zentrierung des Teils vornimmt und die zu kantende Seite vor der Biegeeinheit positioniert. „Dank der universellen Werkzeuge, die sich automatisch an die Geometrie des Blechs anpassen, entfällt auch beim Biegen das zeitraubende Rüsten“, betont der Geschäftsführer.
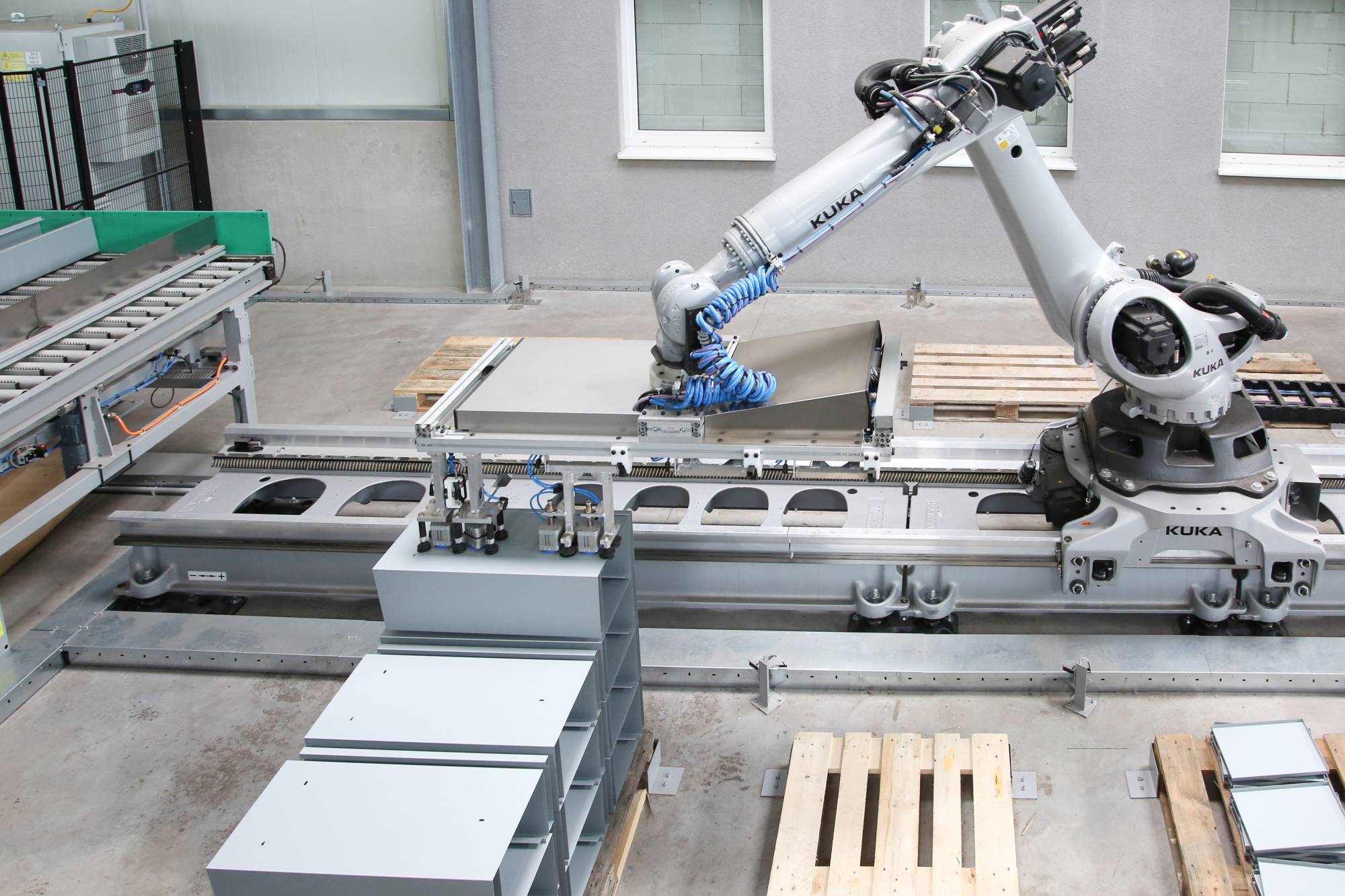
Nach dem Biegen entnimmt der Roboter die Teile und stapelt sie auf einen der neun Palettenplätze ab.

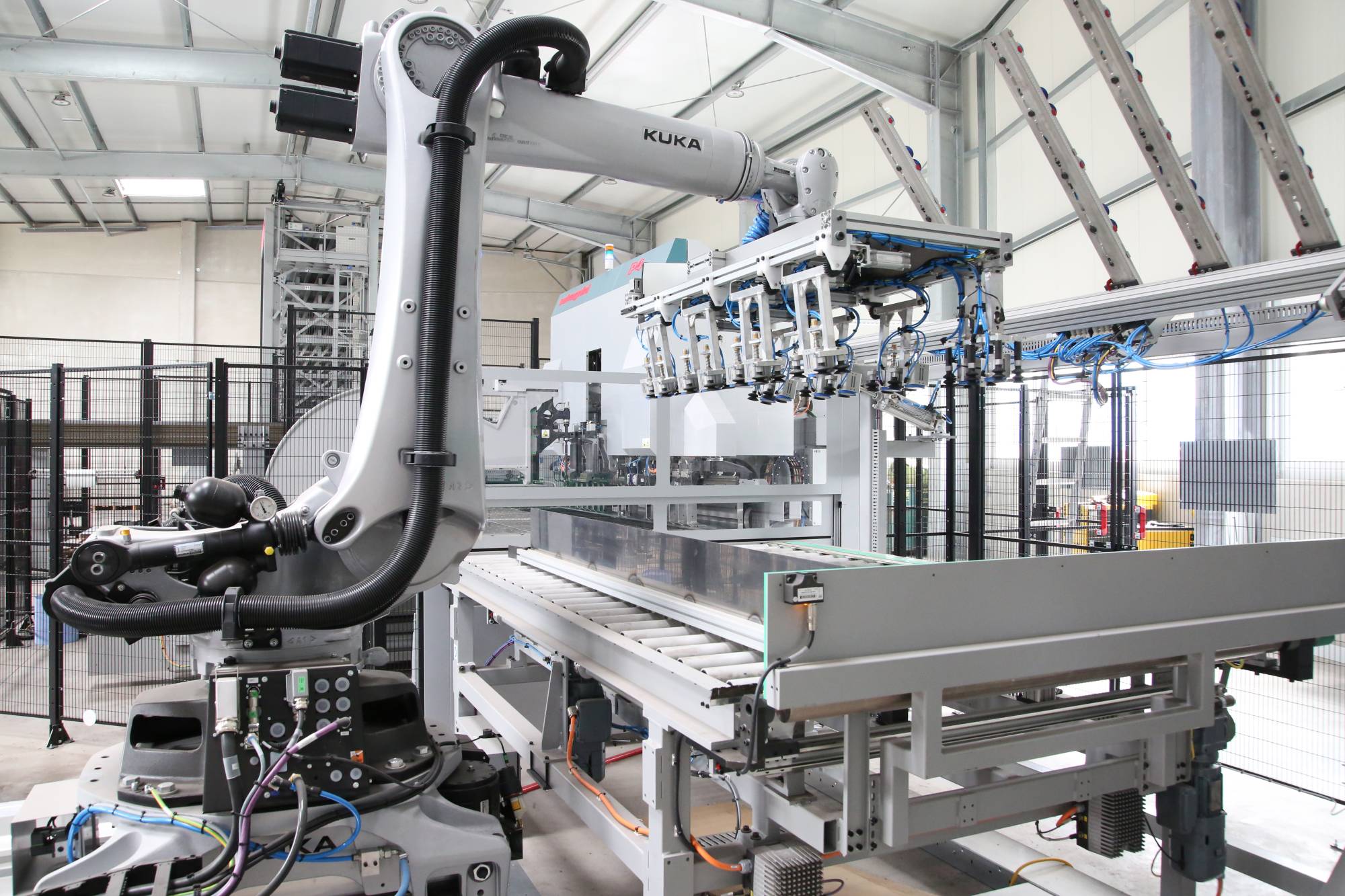
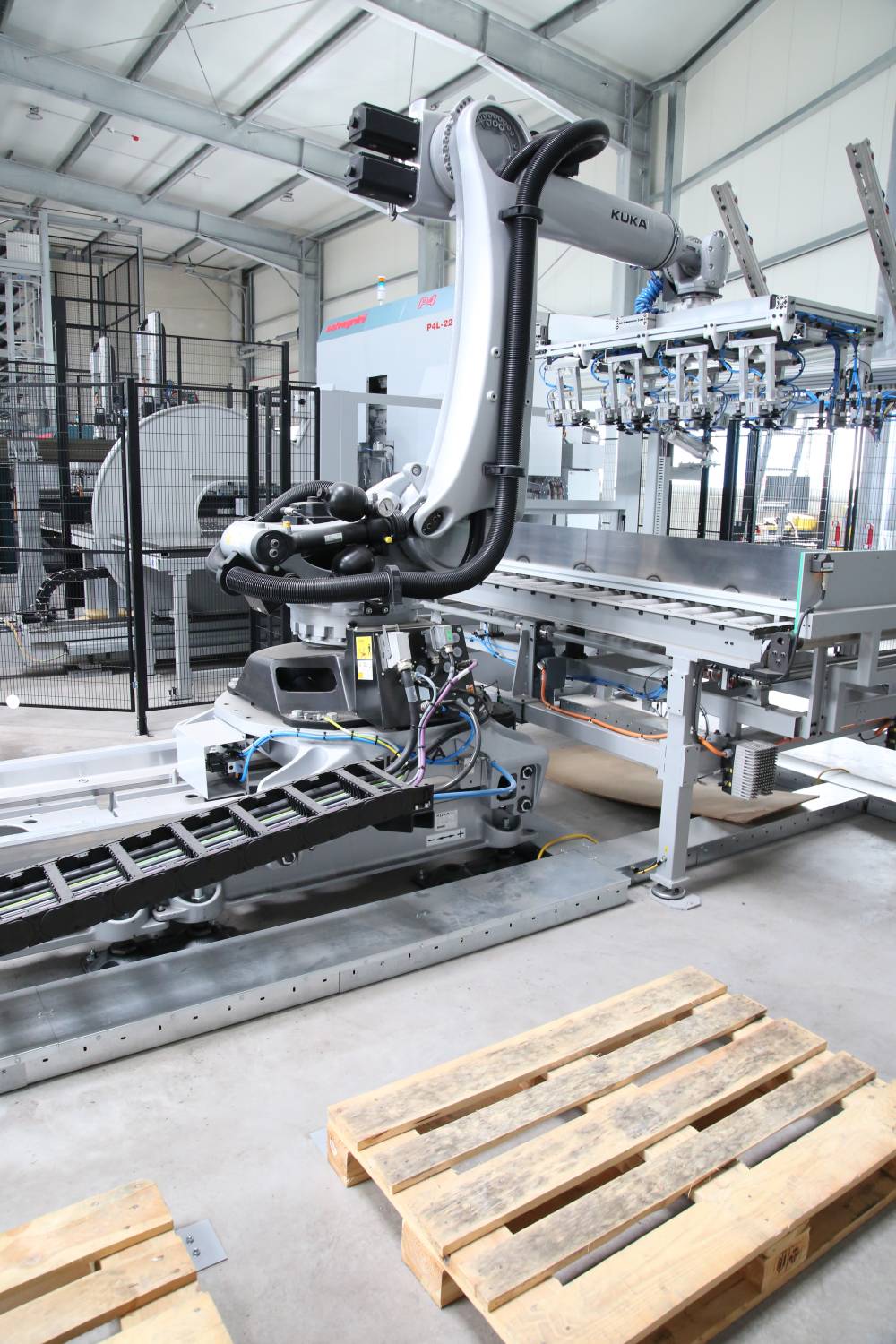
Vollautomatisierung in Reinkultur: Teilemanipulationen zwischen den Maschinen entfallen zur Gänze.


Infos zum Anwender
Die Firmengruppe Brandschutzcenter Tirol in Mils ist im Bereich Feuerwehrtechnik tätig und hat sich auf die Entwicklung, Herstellung und den Vertrieb von Wandhydranten, Garderoben und feuerwehrtechnischem Zubehör spezialisiert. Von der Bekleidung der Einsatzkräfte über die Inneneinrichtung des Gerätehauses bis hin zum Fahrzeug findet man im Brandschutz Center Tirol eine große Anzahl von Produkten. Die Erhart GmbH ist innerhalb der Firmengruppe der Produktionsbetrieb für Feuerwehrgarderoben und Wandhydrantenschränke.
Teilehandling vom Feinsten
Nach dem Biegen entnimmt der Roboter die Teile und stapelt sie auf einen der neun Palettenplätze ab. „Dank einer kompakten Umgreifstation direkt über der Teileentnahmestelle kann der Roboter sehr hohe Bauteile wie beispielsweise Seitenkästen in die richtige Position drehen, um diese für eine optimale Palettenplatznutzung auch ineinander zu stapeln“, geht Mörtenböck ins Detail. Neben unterschiedlicher Stapelstrategien gibt es die zusätzliche Möglichkeit, bei Bedarf eine externe Maschine zu beschicken. „Einmal festgelegt, erhält der Roboter vom Biegeprogramm die exakten Informationen, wie er jedes einzelne Stanz-Biegeteil greifen und wo bzw. wie er es ablegen muss“, ergänzt Chiochetti.
„Im Vergleich zur bisherigen Lösung entfällt dank der Linienproduktion jegliche Manipulation der Teile zwischen den Maschinen, sodass mögliche Beschädigungen der Teile gänzlich ausgeschlossen werden können“, zählt er einen weiteren Vorteil der vollautomatisierten Stanz-Biegelinie auf.
Eine kompakte Umgreifstation direkt über der Teileentnahmestelle ermöglicht dem Roboter, sehr hohe Bauteile in die richtige Position zu drehen, um diese für eine optimale Palettenplatznutzung auch ineinander zu stapeln.

Der Roboter erhält vom Biegeprogramm die exakten Informationen, wie er jedes einzelne Stanz-Biegeteil greifen und wo bzw. wie er es ablegen muss.

Erfolgreiche, partnerschaftliche Zusammenarbeit (v.l.n.r.): Andreas Chiochetti mit Sohn Luca Chiochetti (beide Erhart) und David Mörtenböck (Salvagnini).
Zurück zur auftragsbezogenen Fertigung
Dank der neuen Produktionslinie von Salvagnini konnten die Tiroler wieder auf die ausschließlich auftragsbezogene Kit-Produktion ab Losgröße 1 umstellen. „Dadurch wurden auch die Lagerkosten drastisch reduziert“, zählt der Geschäftsführer als weiteren Benefit der Neuanschaffung auf. Beeindruckt ist er aber vor allem von der enormen Produktivitätssteigerung: „Aufgrund der gänzlich entfallenen Rüstzeiten und Teilemanipulationen zwischen den Maschinen haben wir unsere Produktionszeiten um mindestens 40 % beschleunigt, sodass wir nun auch Reserven für mögliche Lohnfertigungsaufträge besitzen.“
Ein weiterer, wesentlicher Bonus ist, dass Erhart nun sehr flexibel, schnell und einfach Sonderanfertigungen in unterschiedlichen Größen produzieren kann. „Zuvor mussten wir für jede kleine Größenänderung neue Stanz- und Biegeprogramme erstellen. Dank der Parametrisierung der Bauteile in der Software gelingt es uns heute, auch Ableitungen von den Standardprodukten innerhalb weniger Minuten auf die Linie zu bringen. Der gesamte Bausatz eines Garderobenschranks ist beispielsweise in rund 15 Minuten gefertigt und perfekt auf den Palettenplätzen abgestapelt, und das ohne Ausschuss“, verdeutlicht Chiochetti.
Dazu kommt, dass mit dem neuen Salvagnini-Biegezentrum P4 wesentlich komplexere Kantungen durchgeführt werden können. „Mit der alten Fertigungsmethode haben wir Profilrahmen auf die Schränke aufgeschweißt, die zuvor noch geschnitten und ebenfalls geschweißt werden mussten. Mit der neuen Lösung entfallen diese drei aufwendigen Arbeitsschritte komplett, der Schrank kommt inklusive gekantetem Profil fertig aus der Maschine“, ist der Firmenchef begeistert. Das Ende der Fahnenstange sei hier aber noch nicht erreicht: „Schritt für Schritt werden wir unsere Produkte konstruktiv weiter optimieren, um uns noch einiges an Schweißnähten zu ersparen.“
Apropos Sparen: Die Produktionslinie ist extrem energieeffizient. „Nicht zuletzt auch aufgrund der geringeren Produktionszeiten benötigen wir im Vergleich zu den zuvor eingesetzten Technologien um 55 % weniger Energie“, bestätigt er mit Zahlen aus der Praxis.


Linie optimal für Losgröße-1-Produktion
Für David Mörtenböck ist die Anwendung bei Erhart ein weiteres Beispiel aufzuzeigen, dass eine vollautomatisierte Produktionslinie und eine Losgröße-1-Produktion einander nicht ausschließen: „Genau das Gegenteil ist der Fall, oft ist es die komfortabelste und zugleich wirtschaftlichste Fertigungsmethode, auch für Firmen wie Erhart mit nur sechs Produktionsmitarbeitern.“
Für das Biegezentrum spiele es keine Rolle, wie das nächste Teil zu biegen ist. Die Stanzmaschine gibt vor, in welcher Reihenfolge die Teile zum Biegen kommen: „Selbst abgesetzte Kantungen, Laschen oder andere komplexe Bearbeitungen, die kürzer als die zu biegende Seite sind, können durch die Option CLA/SIM, die vollautomatisch Zusatzwerkzeuge in der richtigen Länge einrüstet, variabel und ohne Umbauarbeit gefertigt werden.“ Dem kann Andreas Chiochetti nur beipflichten, erwähnt aber noch, dass aufgrund der Vollautomatisierung mit dem Abstapelroboter nun auch Lohnfertigungsaufträge mit großen Stückzahlen erledigt werden können.


Für die Zukunft gerüstet
Dass bei dieser für das Unternehmen so wesentlichen Neuinvestition die Wahl auf Salvagnini fiel, war für den Firmenchef der Erhart GmbH die absolut richtige Entscheidung: „Die Zusammenarbeit mit Salvagnini ist von Beginn an überaus partnerschaftlich. Gemeinsam wurde eine für uns optimale Lösung erarbeitet, bei der unsere Wünsche bzw. Anforderungen bestmöglich verwirklicht wurden. Auch meine anfänglichen Befürchtungen, dass wir als Tiroler Kleinbetrieb nicht ernst genommen werden, waren zum Glück umsonst.“
Dank der wesentlich effizienteren Arbeitsabläufe sei man mit der neuen Produktionslinie in der Lage, die bewährten Produkte auch in Zukunft zu wettbewerbsfähigen Preisen am Markt anzubieten. „Und das mit erheblich geringeren Durchlaufzeiten sowie unabhängig von rar gesätem und teurem Fachpersonal in gleichbleibend hoher Qualität. So werden wir unsere Marktanteile halten und weiter ausbauen“, blickt Andreas Chiochetti abschließend hochzufrieden und absolut zuversichtlich nach vorne.
Teilen: · · Zur Merkliste