anwenderreportage
Kupferteile flexibel und produktiv stanzen
Mit der Multifunktions-Kupferstanzmaschine CU PROFI von Boschert flexibilisiert und rationalisiert der Schaltanlagen-Hersteller Leukhardt die Fertigung von Bauteilen für Schaltanlagen – und steigert durch mehr Wertschöpfung auch die Wettbewerbskraft.
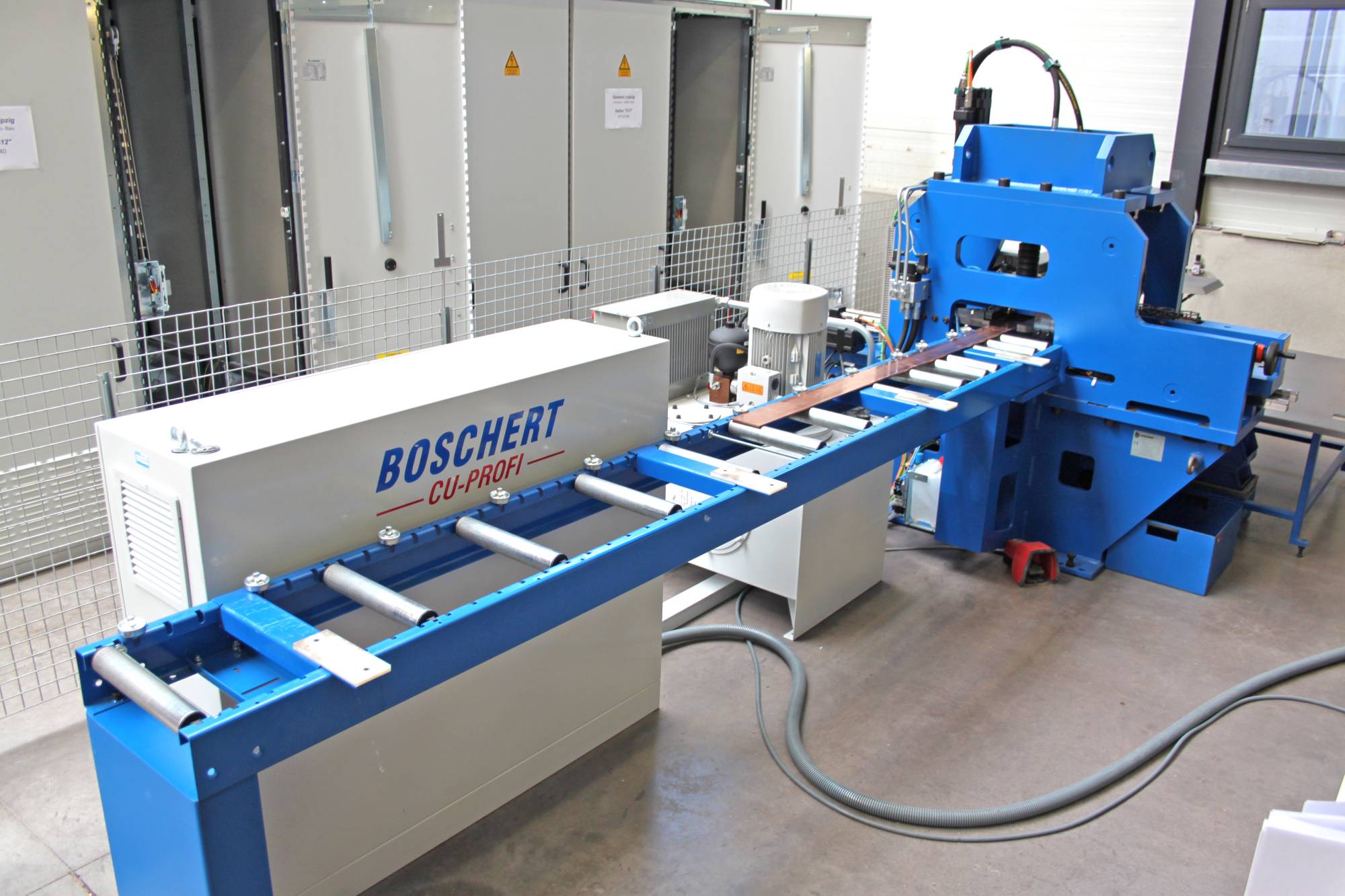
Das neue Kupferstanzzentrum CU PROFI von Boschert: Vorne die Zuführrollenbahn zum Auflegen der bis 4.000 mm langen Kupfer-Halbzeuge unterschiedlichen Querschnitts.

Hariold Aicher
Leiter Fertigung bei Leukhardt Schaltanlagen GmbH
„Das robuste und präzise Kupferstanzzentrum CU PROFI von Boschert hat uns noch nie im Stich gelassen, obwohl wir es mit einem Durchsatz von jährlich 70 bis 100 Tonnen Kupferschienen durchaus hart rannehmen.“
Autor: Edgar Grundler / Freier Fachredakteur
Geht es um typgeprüfte Mittelspannungs-Schaltanlagen, Niederspannungs-Schaltanlagen und Schwerpunktstationen für die Stromversorgung in Industrie, Öffentlichen Gebäuden oder privaten Großgebäuden, wird in einem Atemzug mit den bekannten Großkonzernen ziemlich sicher auch der Name Leukhardt genannt. Das Unternehmen wurde im Jahr 1919 gegründet und begann ab den 50er-Jahren mit dem Bau von Trafostationen sowie mit der Entwicklung und Herstellung von Schaltanlagen für Mittel- und Niederspannung. Daraus entstand dann die Leukhardt-Gruppe, die sich wie gehabt mit Elektroanlagen, aber auch mit elektrischen Maschinen, Kläranlagenausrüstung und Industrie-PC`s befasste.
Im Jahr 2001 geriet die Gruppe in Insolvenz, was zum einen die Schließung einiger Geschäftsbereiche, und zum anderen den Neustart des immer erfolgreichen Geschäfts mit Schaltanlagen ermöglichte. Da die internationale Kundschaft von Leukhardt-Schaltanlagen die Produkte, die Innovations- und Leistungs-Fähigkeit und den Service sehr wohl zu schätzen wussten, konnte sich die Leukhardt Schaltanlagen GmbH vom Start weg wieder bestens etablieren und entwickeln. Die Stärken von Leukhardt sind einerseits individuelle, schlüsselfertig projektierte und in Eigenregie gefertigte Stromversorgungs-Lösungen, und zum anderen die konsequent an hoher Flexibilität und an hohen Qualitätsmaßstäben ausgerichtete Fertigungsintensität.

Das Kupferstanzzentrum von der Bedienerseite her; in der Mitte die Stanzeinheit, und rechts das Vorschubzangensystem für die Werkstück-Positionierung sowie ein Klappen-Mechanismus zum schonenden Ablegen/Abführen fertiger Kupferteile.
Infos zum Anwender
Die Leukhardt Schaltanlagen GmbH bietet weltweit Lösungen für die Stromversorgung besonders für die Industrie. Unser Produktspektrum umfasst Schaltanlagen für Mittelspannung und Niederspannung, Leittechnik und Service.
www.leukhardt.de
Gezieltes Investment in die Fertigung von Schlüsselkomponenten
Der stetig ansteigende Liefer- und Geschäftsumfang erforderte im Jahr 2007 das Investment in eine neue Fabrik im Gewerbepark Immendingen. Da im Jahr 2005 noch in der alten Fabrik ein ambitioniertes Projekt zur Modernisierung der Fertigung und zur intensiven Aus- und Weiterbildung des Fachpersonals gestartet wurde, lag es nahe, das Produktionslayout der neuen Fabrik entsprechend leistungsgerecht und zukunftsorientiert auszulegen. Weitere Investments in Maschinen und Anlagen folgten, und so wurde im Jahr 2012 ein neues Kupferstanzzentrum angeschafft, das die altgediente Kupferstanze mehr als nur ersetzen sollte. Dazu Dipl.-Ing. (FH) Andreas Glunk, Geschäftsführer und einer der Gesellschafter von Leukhardt Schaltanlagen GmbH: „Wir sehen den hohen Eigenfertigungsgrad durchaus als strategischen Vorteil, weil wir gegenüber den Großkonzern-Wettbewerbern viel flexibler und schneller sind, und vor allen Dingen individuelle Kundenwünsche sofort umsetzen können. Fast jedes Projekt bringt diverse Neukonstruktionen und damit neue Fertigungsteile mit sich, sodass wir neben wenigen Standardteilen eigentlich fast immer kleine bis mittlere Serien an Sonderteilen herzustellen haben. Dies betrifft insbesondere die zahlreichen Stromschienen und Schaltelemente aus mehr oder weniger dicken Kupferhalbzeugen, weshalb wir hier auch ganz gezielt investiert haben. Dagegen können wir für die Schaltschränke zumeist auf Standardschränke zurückgreifen, weshalb wir diese auch nicht selbst fertigen.“
Als die Evaluation für das zu beschaffende Kupferstanzzentrum anstand, kamen Andreas Glunk und Hariold Aicher, Leiter Fertigung bei Leukhardt Schaltanlagen GmbH, anlässlich einer Fachmesse mit dem Blechbearbeitungsmaschinenhersteller Boschert in Kontakt. Der zuständige Fachvertreter Peter Kemmerling, von der Peter H. Kemmerling GmbH, konnte den beiden Interessenten die Kupferstanzmaschine Boschert CU PROFI präsentieren und die flexiblen, multifunktionalen Bearbeitungsmöglichkeiten (Stanzen, Nibbeln, Formen, Markieren, Gewindeschneiden) vorführen. Im Nachgang dazu fanden Tests und Probestanzungen statt und schließlich ging der Auftrag für die Lieferung und den Service des neuen Kupferstanzzentrums an Boschert.

Die Stanzeinheit mit dem linearen Werkzeugmagazin mit acht Stationen, die für die Komplettbearbeitung verschiedener Kupferschienen/ des Kupferteile-Spektrums mit unterschiedlichen Stanzwerkzeugen bestückt sind. Rechts das CNC-Anschlag- und Vorschub- Zangensystem für die programmgesteuerte Werkstück-Positionierung.
Terminkritische Teile extern fertigen? Besser und flexibler Selbermachen!
Hariold Aicher, Leiter Fertigung, führte dazu aus: „Das war schon ein großer Schritt für uns, den herkömmlichen Weg der mehrstufigen Kupferteile-Fertigung durch Sägen der benötigten Abschnitte, Stanzen der Bohrungen und Langlöcher oder Ausbrüche sowie aufwändigem manuellem Entgraten und Biegen weitgehend durch ein CNC-gesteuertes, multifunktionales Kupferstanzzentrum zu ersetzen. Unser erklärtes Ziel war, gegenüber früher eine Zeit- und Kosteneinsparung von mindestens 30 Prozent zu erzielen. Heute können wir sagen, dass wir dies mittels automatisierter Kupferteile-Fertigung durch Ablängen, Entgraten und Stanzen im 1. Schritt und Biegen im 2. Schritt deutlich übertreffen. Das Kupferstanzzentrum von Boschert produziert Kupferteile in reproduzierbar hoher Maßgenauigkeit und Qualität, was für uns zum einen erheblich weniger Entgrataufwand bedeutet. Zum anderen sind nun auch störungsfreie Montageabläufe gewährleistet. Da wir je nach Auftrag Stückzahlen von 1 bis 1000 haben, und für einen Auftrag zur Ausrüstung einer Fabrik zusammengerechnet schon mal mehrere Kilometer Kupferschienen in Dicken bis 15 mm bearbeiten müssen, sind wir neben der besagten Anwendungs- und Nutzungs- Flexibilität auch auf eine maximale technische Verfügbarkeit angewiesen. Das robuste und präzise Kupferstanzzentrum CU PROFI hat uns diesbezüglich noch nie im Stich gelassen, obwohl wir es mit einem Durchsatz von jährlich 70 bis 100 Tonnen Kupferschienen durchaus hart rannehmen.“
Dies ist etwa dann der Fall, wenn es um die Schaltanlagen-Ausrüstung einer Automobilfabrik geht, was in Summe zum Beispiel die Bearbeitung von ca. 200 Kupferstangen a` 4.000 mm Halbzeug-Standardlänge in Abmessungen von 80 x 10 mm, 40 x 10 mm, 160 x 10 mm und 80 x 5 mm bis 120 x 15 mm bedeutet. Für das multifunktionale Kupferstanzzentrum ist das absolut gar kein Problem, denn es können Kupfermaterialien in Breiten ab 15 und bis 200 mm und in Dicken bis 15 mm bearbeitet werden. Dafür stehen max. 400 kN Stanzkraft zur Verfügung, womit der Einsatz der bei Leukhardt benötigten Stanzwerkzeuge im Bereich von 6 bis 30 mm Durchmesser und für Langlöcher bis 10 x 22 mm allemal abgedeckt ist.
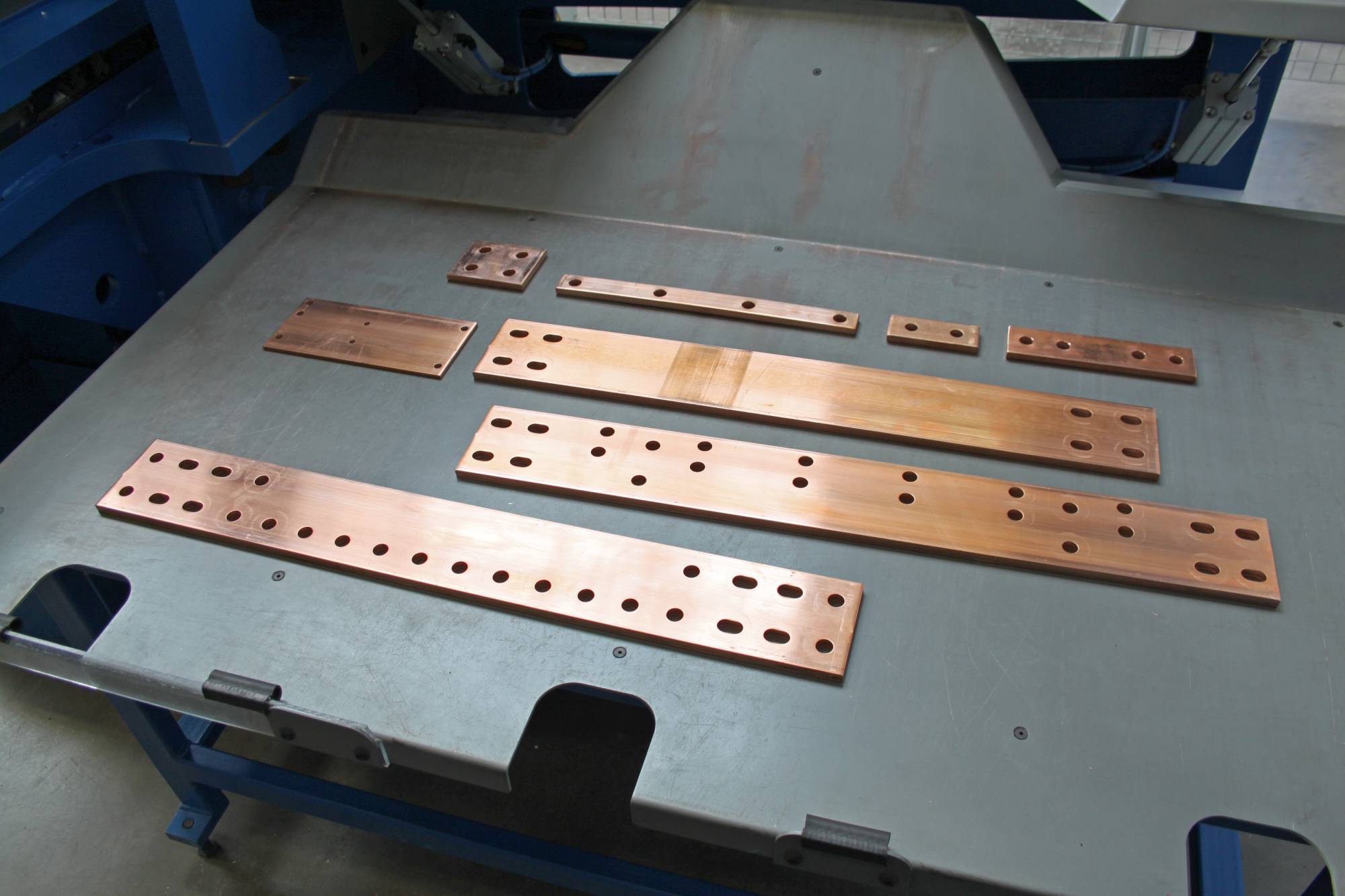
Auszug aus dem Spektrum verschiedenster Kupferteile, die aus 4.000 mm langen Standard-Halbzeugen unterschiedlicher Querschnitte in einem Prozessdurchlauf komplett gefertigt werden.
Entscheidung goldrichtig
Multifunktional und flexibel nutzbar wird das Kupferstanzzentrum durch die Möglichkeit, im linear angeordneten Werkzeugmagazin bis zu acht unterschiedliche Stanzwerkzeuge zu platzieren. Damit, und über die CNC-Steuerung, lassen sich beispielsweise Kupferschienen eines Querschnitts direkt ab dem 4.000 mm langen Standard-Halbzeug komplett bearbeiten, und zwar einschließlich Ablängen, als fast montagefertig herstellen. Außerdem sorgt ein Schachtelprogramm für die optimale Ausnutzung des Kupfer-Halbzeugs.
Für Andreas Glunk und Hairold Aicher stellt das Investment in das Kupferstanzzentrum CU PROFI von Boschert ein in jeder Hinsicht lohnendes Investment dar, was den Geschäftsführer zur folgenden Schlussbemerkung veranlasste: „Die Entscheidung für den Kauf des Kupferstanzzentrums war goldrichtig. Wir arbeiten voll im Einschichtbetrieb und streben die weitere Auslastung durch Hinzunahme von Teilen unserer Tochtergesellschaften sowie weiteren Bauteilen aus anderen Materialien an. Aktuell geht es z. B. um die Stanzbearbeitung von GFK-Bauteilen, mit denen in unseren Anlagen die Kurzschussfestigkeit verbessert wird. Solche und weitere Werkstücke kommen, wann immer möglich, auf die CU PROFI von Boschert, weil wir sie von dort als exakte und damit quasi einbaufertige Teile herunterbekommen. Nicht zuletzt sparen wir bei der Fertigung von Kupferschienen wie bei der Bearbeitung anderer Schaltanlagen-Bauteile Zeit und Personal. Denn für die Kupferschienen-Produktion waren früher vier Mann erforderlich, während jetzt nur noch ein Bediener damit befasst ist, sodass wir die drei hier freigewordenen Mitarbeiter in personell dringend aufzustockende Abteilungen übernehmen konnten.“
Teilen: · · Zur Merkliste