anwenderreportage
ebu Select: Präzises Stanzen der besonderen Art bei Mastro Präzisionstechnik
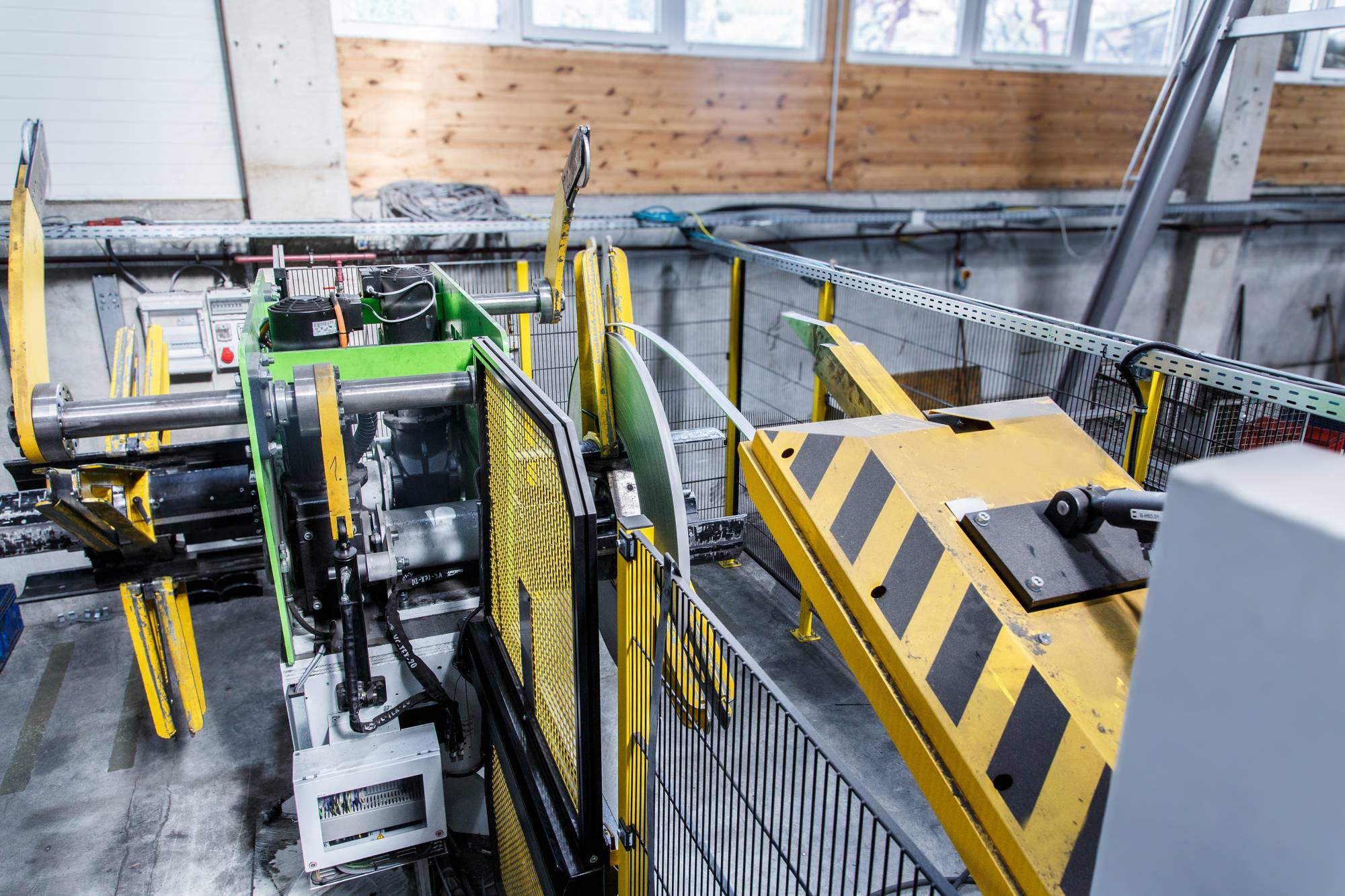
Als Spezialist für präzise Stanz- und Biegeteile ist die Mastro Präzisionstechnik GmbH aufgrund eines breit gefächerten, modernen Maschinenparks in der Lage, sowohl kleinste Mengen für Vorserien als auch große Mengen für die Serienproduktion wirtschaftlich herzustellen. Um für einen Großkunden im Bereich der Photovoltaik über die nötige Fertigungskapazität zu verfügen, investierte das Unternehmen Anfang des Jahres in einen vollautomatisierten Stanzautomaten von ebu, mit dem speziell schmale Bänder mit Materialstärken von bis zu acht Millimeter in höchster Qualität verarbeitet werden können.

Die neue, vollautomatisierte Stanzlösung von ebu ist seit März 2023 bei Mastro im Einsatz. (Bilder: x-technik)
Shortcut
Aufgabenstellung: Kapazitätserweiterung im Stanzen.
Lösung: Vollautomatisierter Stanzautomat von ebu.
Nutzen: Fertigungskapazität erweitert; prozesssichere Fertigung von schmalen Stanz-Biegeteilen mit Materialstärken von bis zu 8,0 mm.
Seit 1999 fertigt Mastro Präzisionstechnik Produkte für eine Vielzahl an Kunden aus den unterschiedlichsten Bereichen wie der Automobil-, Freizeit-, Magnettechnik-, Flugzeugtechnik- sowie Elektro- und Elektronikbranche. An zwei Produktionsstandorten im steirischen Wies entstehen aus 8.000 Tonnen Stahl jährlich etwa 65 Mio. präzise Stanz-Biegeteile. Zudem betreibt die Mastro-Gruppe seit gut fünf Jahren einen Fertigungsstandort im 20 Autominuten entfernten, slowenischen Muta, wo hauptsächlich Schweiß- und Montagetätigkeiten verrichtet werden. „Dadurch konnten wir uns in den letzten Jahren auch enormes Know-how in der Fertigung von Montagebaugruppen aufbauen. So realisieren wir das Zusammenführen mehrerer Einzelteile zu fertigen Komplettsystemen hocheffizient und erfüllen dabei die strengsten Qualitätsanforderungen unserer Kunden“, ist Franz Müller, Geschäftsführer von Mastro, stolz auf die kontinuierliche Weiterentwicklung des Unternehmens.
Darüber hinaus ist seit 1. Juli 2023 die Astotec Metal Processing GmbH (AMP) in Hirtenberg nahe Wien Teil der Mastro-Gruppe. „Spezialisiert auf kleine bis mittelgroße Stanz- und Biegeteile für die Automobilindustrie und Medizintechnik ist AMP eine ideale Ergänzung zu unserem bereits bestehenden Leistungsportfolio“, begründet Müller den Kauf des innovativen Stanzbetriebes aus Niederösterreich. Neben einer Top-Ausstattung mit zahlreichen Stanz-Biegeautomaten und Exzenter- sowie Servopressen verfüge der neu gewonnene Betrieb über höchste Kompetenz und Kapazität im Werkzeugbau inkl. hauseigener Konstruktion. „Gemeinsam mit AMP sind wir als Gruppe nun Österreichs größte und schlagkräftigste Stanzerei“, verdeutlicht der Mastro-Geschäftsführer.

Zu Beginn der Fertigungslinie stellt die Doppelabwickelhaspel ebu HSF 35-630/D das Coil für die kontinuierliche Abarbeitung zur Verfügung.

Franz Müller
Geschäftsführer von Mastro Präzisionstechnik
„Gemeinsam mit der AMP in Hirtenberg sind wir als Mastro-Gruppe nun die größte und schlagkräftigste Stanzerei Österreichs. Zudem sind wir mit Partnern wie ebu bestens für die Zukunft gerüstet.“
Durchgängiges QM und moderner Maschinenpark
Um selbst den höchsten Qualitätsanforderungen gerecht zu werden, wird in der gesamten Mastro-Gruppe ein durchgängiges QM-System nach IATF 16949:2016 und ISO 9001:2015 praktiziert. „Durch zahlreiche Inline-Prüfungen unter anderem mit modernster 3D-Messtechnologie und lückenloser Datenerfassung wird die Qualität unserer Produkte und Prozesse permanent überwacht und die Arbeitsprozesse laufend verbessert. Zusätzlich werden wir im nächsten Jahr die Zertifizierung nach ISO 14001 angehen, um unseren Kunden ein zukunftsorientiertes und nachhaltiges Umweltmanagement nach internationalen Standards zu bieten“, bringt sich Leo Eberhardt, Verkaufsleiter bei Mastro, mit ein.
Mit einem modernen Maschinenpark decken die Steirer einen überaus weiten Bereich der stanztechnischen Anforderungen ab. „Durch den Einsatz unterschiedlicher Technologien können selbst komplexeste Teile mit maximaler Flexibilität wirtschaftlich gefertigt werden – von der Vorserie bis zur Großserienproduktion“, betont Eberhardt. Auf den Stanz- und Biegeautomaten werden dabei Blechbänder mit Breiten bis zu 320 mm und Materialstärken ab 0,05 mm verarbeitet. „Beispielsweise fertigen wir unzählige Komponenten wie Befestigungssysteme oder Kühlkörper für Scheinwerfer der Premium-Automobilhersteller oder aber auch Verbindungselemente für Batteriesysteme von E-Autos“, geht der Verkaufsleiter ins Detail.

Die Richtmaschine ebu URM 9.60-500 sorgt für eine hohe Planebenheit des Bandes.


Für eine problemlose Bandübergabe von der Richtmaschine zum Vorschub ist die Anlage mit der Schlaufenbrücke ebu SBR 320 „easy“ ausgestattet.

Sven Fiedler
Vertriebsmitarbeiter bei ebu Umformtechnik
„Die Herausforderung bei Mastro war es, die gesamte Stanzlinie mit all ihren Komponenten auf eine prozesssichere und präzise Verarbeitung von schmalen, dicken Bändern auszulegen. Eine für den Kunden maßgeschneiderte Sonderlösung größtenteils aus unseren Standardkomponenten zu realisieren, ist dabei die Philosophie von ebu.“
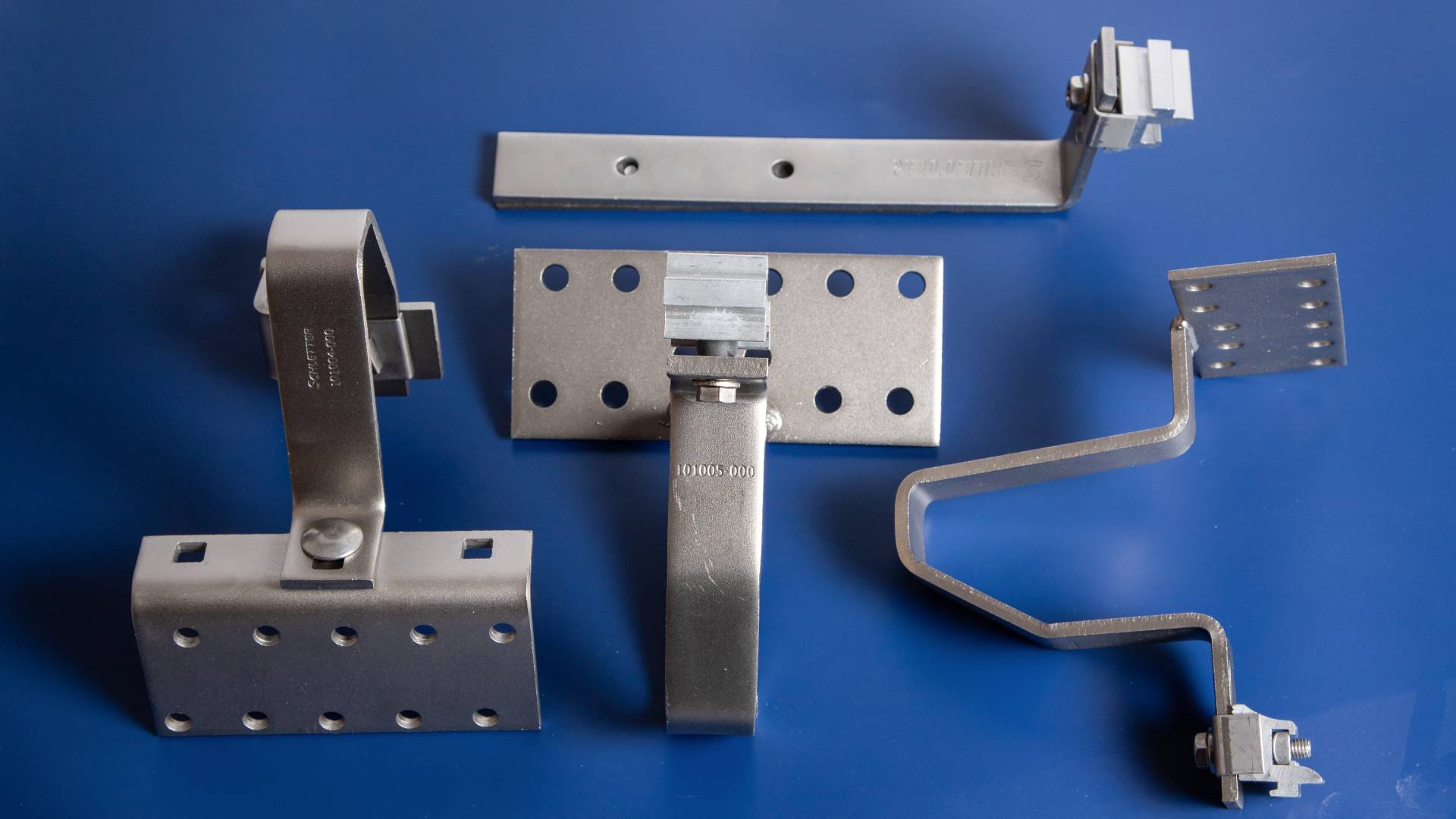
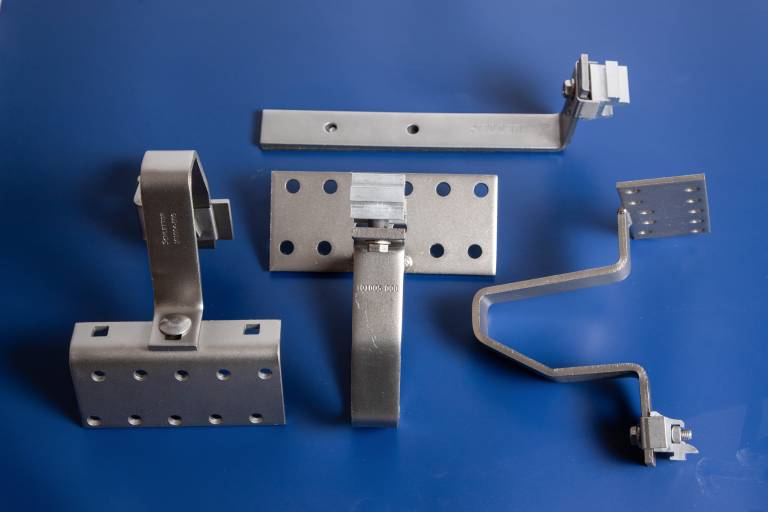
Kapazitätserweiterung bei Stanzautomaten
Ein weiteres, großes Betätigungsfeld von Mastro in Wies ist die Fertigung von Dachmontagesystemen für Photovoltaikanlagen. „Die Teile sind ausschließlich aus Edelstahl und werden von uns gestanzt, entsprechend geformt, teilweise geschweißt und zu einer fertigen Baugruppe montiert“, erläutert Florian Reiterer, Geschäftsführer von Mastro. Um für die dafür etwa jährlich benötigten 8 Mio. Stanz-Biegeteile über die nötige Kapazität zu verfügen, ist seit März dieses Jahres zusätzlich zu zwei bestehenden Stanzautomaten ein neuer, vollautomatisierter Stanzautomat von ebu im Einsatz. „Wir setzen bereits seit Jahren auf mehrere ebu-Maschinen, mit denen wir bis dato ausschließlich positive Erfahrungen gemacht haben. Wir benötigten zudem die Kapazitäten so schnell wie möglich, was uns ebu mit einer akzeptablen Lieferzeit gewährleisten konnte. Auch das Preis-Leistungs-Verhältnis hat gestimmt“, erinnert sich Reiterer.
Konkret wählte Mastro eine vollautomatisierte Komplettanlage, an dessen Ende sich ein Stanzautomat der ebu SELECT STM-Baureihe in Monoblockbauweise und mit 2.000 mm Tischlänge befindet. „Eigentlich wären für den Stanzprozess 120 Tonnen ausreichend. Da die neue Maschine allerdings Banddicken bis zu 8,0 mm verarbeitet und damit schon hohen Belastungen ausgesetzt ist, haben wir uns für eine schwerere Ausführung mit 250 Tonnen Presskraft und somit für eine höhere Stabilität entschieden“, so der Geschäftsführer.

Am Ende der Komplettanlage befindet sich ein Stanzautomat der ebu SELECT STM-Baureihe mit 250 Tonnen Presskraft und 2.000 mm Tischlänge.

Kapazitäten im Stanzen erfolgreich ausgebaut (v.l.n.r.): Wolfgang Doppler, Florian Reiterer (beide Mastro) und Sven Fiedler (ebu).



Florian Reiterer
Geschäftsführer von Mastro Präzisionstechnik
„Wir setzen bereits seit Jahren auf mehrere ebu-Maschinen, mit denen wir bis dato ausschließlich positive Erfahrungen gemacht haben. Wir benötigten zudem die Kapazitäten so schnell wie möglich, was uns ebu mit einer akzeptablen Lieferzeit gewährleisten konnte. Auch das Preis-Leistungs-Verhältnis hat gestimmt.“
Optimal abgestimmte Automatisierung
Zu Beginn der Fertigungslinie stellt die Doppelabwickelhaspel ebu HSF 35-630/D der Anlage das Coil für die kontinuierliche Abarbeitung zur Verfügung. „So kann der Anlagenbediener bereits bei laufendem Betrieb das nächste Coil an der Doppelhaspel wieder auflegen. Da an der Stanzlinie etwa alle 15 bis 20 Minuten ein Coil verbraucht wird, ist der Einsatz dieser Haspelart sehr wichtig, um zeitaufwendige Rüstzeiten einzusparen“, weiß Reiterer. Ausgestattet mit einer Bandeinführhilfe ebu EFH 320, die eine sichere Übergabe des Bandanfangs von der Haspel in die Richtmaschine gewährleistet, ist die Anlage insbesondere für eine Schmalbandverarbeitung ab 30 mm ausgelegt.
„Als ein zentrales Element der Bandanlage versetzt die Richtmaschine ebu URM 9.60-500 das Material zunächst in einen homogenen, spannungsarmen Zustand und sorgt für eine hohe Planebenheit des Bandes“, schildert Sven Fiedler, Vertriebsmitarbeiter bei der ebu Umformtechnik GmbH. Für eine problemlose Bandübergabe von der Richtmaschine zum Vorschub sorgt anschließend die Schlaufenbrücke ebu SBR 320 „easy“ inklusive Bandschlaufensteuerung. „Als wichtigstes Bindeglied in der Bandanlage wird damit sichergestellt, dass speziell bei dieser Fertigungslinie mit dicken bzw. steifen Materialien und langen Teilen ein konstanter, ausreichend großer Puffer zwischen Richtmaschine und Vorschub besteht“, bringt es Fiedler auf den Punkt. Über den elektronischen Walzenvorschub ebu EVX630 wird das Bandmaterial schließlich präzise in das Werkzeug der Presse gefördert. „Dank der Sonderausstattungen wie einer Presskraftmessung mit Hüllkurve sowie Bandüberwachung am Werkzeugeinlauf gegen Ausknickung kann der gesamte Prozess sehr feinfühlig kontrolliert werden. So können auch schmale Bänder mit einer Materialstärke von bis zu acht Millimeter überaus prozesssicher verarbeitet werden“, erwähnt Fiedler noch.
Die gesamte Anlage wurde aus Komponenten der ebu Select-Baureihe zusammengestellt, die auf die individuellen Kundenanforderungen angepasst wurden. „Die Herausforderung bei Mastro war es, dass die gesamte Stanzlinie mit all ihren Komponenten auf eine prozesssichere und präzise Verarbeitung dieser schmalen, dicken Bänder ausgelegt werden musste. Eine für den Kunden maßgeschneiderte Sonderlösung größtenteils aus unseren Standardkomponenten zu realisieren, ist auch die Philosophie von ebu“, so Fiedler.

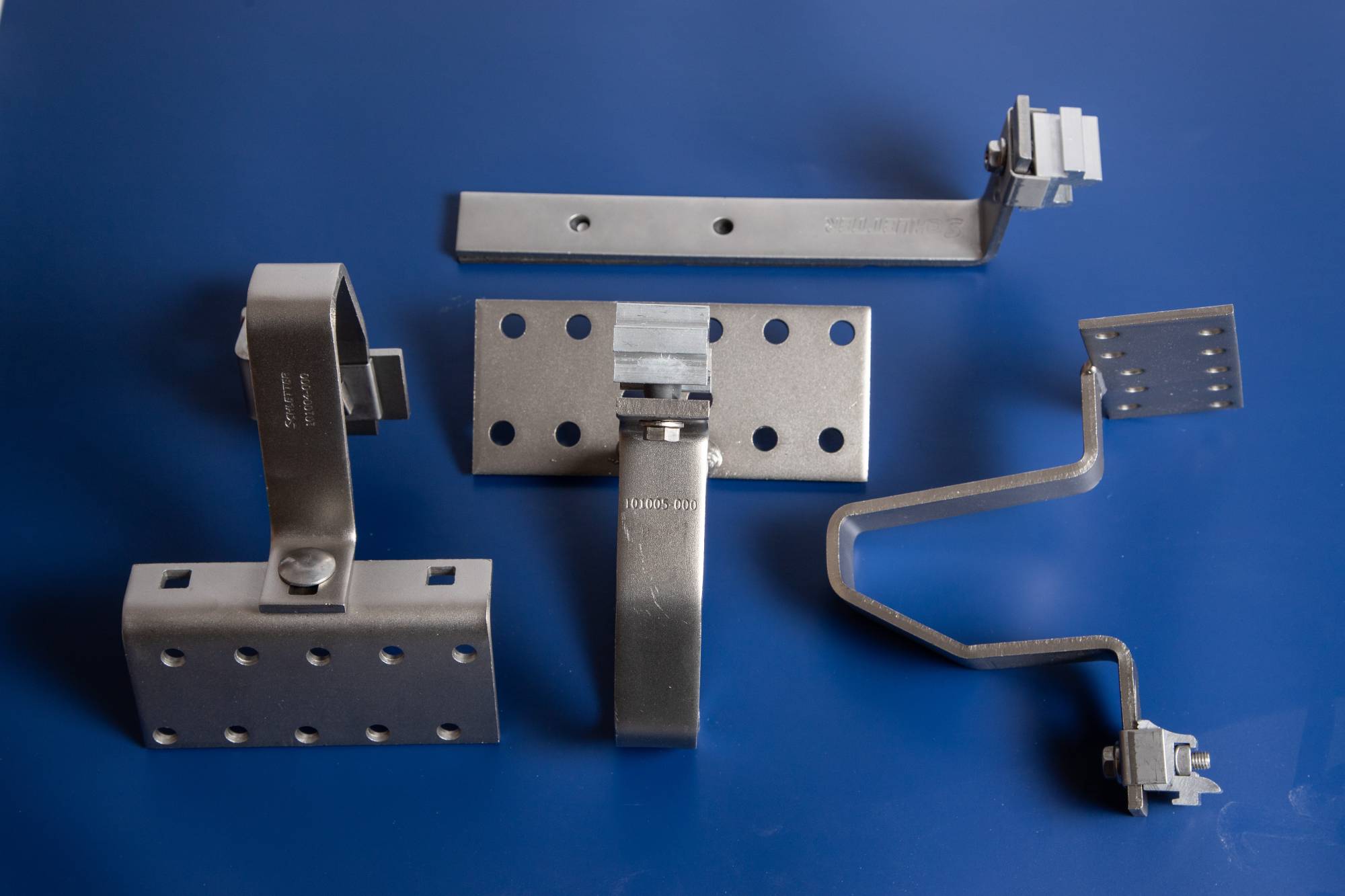
Diese Stanz-Biegeteile aus Edelstahl werden auf dem neuen Stanzautomaten von ebu gefertigt.
Infos zum Anwender
Seit 1999 fertigt die Mastro Präzisionstechnik GmbH Produkte für eine Vielzahl an Kunden aus den unterschiedlichsten Bereichen wie der Automobil-, Freizeit-, Magnettechnik-, Flugzeugtechnik- sowie Elektro- und Elektronikbranche. Neben Stanz-Biegeteilen in Großserien und Montagebaugruppen fertigt das steirische Unternehmen auch Sonderausführungen mit speziellen Anforderungen in Kleinmengen. Mit dem Kauf der Astotec Metal Processing GmbH verfügt die Mastro-Gruppe nun über vier Produktionsstandorte mit rund 260 Beschäftigten und sieht sich somit als Österreichs größten und schlagkräftigsten Anbieter von Stanz- und Biegeteilen.
Österreichs größte Stanzerei
Lobend erwähnen möchte Florian Reiterer auch den vorbildlichen Support bereits bei der Vorabnahme im Hause ebu: „Wir konnten dort schon unsere eigenen Werkzeuge und Materialien testen und die ersten Erfahrungen sammeln. Auch die Inbetriebnahme in Wies wurde zügig umgesetzt, die Kommunikation mit unseren ausgezeichneten Leuten in der Instandhaltung war dabei tadellos.“ Und Franz Müller meint abschließend: „Man braucht schon eine entsprechende Größe, um in Mitteleuropa mit diesem hohen Lohnniveau am Markt bestehen zu können. Mit unserer neu gewonnenen Kapazität durch den Kauf von AMP sind wir Österreichs größte Stanzerei und können nun noch einmal anders auftreten. Zudem sind wir mit Partnern wie die ebu Umformtechnik GmbH bestens für die Zukunft gerüstet.“
Teilen: · · Zur Merkliste