Wirtschaftliche Try-Outs für Umformwerkzeuge
Die Automobilindustrie bietet ihren Kunden heute eine breite Palette an Fahrzeugen mit unzähligen Varianten. Das betrifft nicht nur die Ausstattung, sondern auch das Fahrzeugdesign – sprich: die Karosserie. Entsprechend differenziert müssen die Teile im Presswerk produziert werden. Das erfordert eine Vorhaltung zahlreicher Umformwerkzeuge. Bevor diese aber in der Produktionspresse zum Serieneinsatz kommen, müssen sie „ausgetestet“ werden. Um die Produktion damit nicht zu belasten oder gar auszubremsen, hat die Firma Schnupp sogenannte Hubgestelle entwickelt, die seit Mitte 2017 bei Opel in Betrieb sind. Von Dietmar Kuhn, Fachredakteur

Zwei dieser Hubgestelle sind bei Opel unabhängig und dezentral installiert und beeinträchtigen die laufende Produktion im Presswerk nicht. (Bilder: Kuhn)
Shortcut
Aufgabenstellung: Austesten der Umformwerkzeuge vor dem Serieneinsatz.
Lösung: Hubgestelle von Schnupp.
Nutzen: Wirtschaftliche Einarbeitung von Umformwerkzeugen für den Karosseriebau.
In der Halle des Opel Werkzeugbaus in Rüsselsheim stehen sich im Abstand von etwa 50 m zwei große Maschinen gegenüber. Auf den ersten Blick sehen sie aus wie gewöhnliche Umformpressen, auf denen Karosserieteile umgeformt werden. Franz Spanfeldner, Prokurist und Vertriebsleiter bei Schnupp in Bogen (D), nennt diese jedoch „Hubgestelle“. Diese Hubgestelle werden bei der Opel Automobile GmbH zur Einarbeitung von Umformwerkzeugen bzw. für Tuschierarbeiten eingesetzt, damit später Geometrien und Spaltmaße exakt passen. „Mit diesen beiden Anlagen sind wir vom Presswerk unabhängig und können dezentral die Einarbeitung der Umformwerkzeuge vornehmen“, erklärt Frank Eller, Project Leader ME Body Systems bei Opel.
Dazu muss man wissen, dass zahlreiche Pressenbetreiber die großen Umformwerkzeuge – bei Opel sind es Abmessungen von 4.500 mm Länge und 2.400 mm Breite – traditionell in sogenannten Try-out-Pressen testen. Das kann unter Umständen den Produktionsfluss beeinträchtigen und die Fertigungskapazität reduzieren. Zudem sind klassische Try-out-Pressen um ein Vielfaches teurer als die Hubgestell-Lösungen, die Schnupp an Opel und zeitgleich an einen weiteren Automobilhersteller lieferte.

Um Zeit und Kosten voll im Griff zu haben, setzt Opel in seinem Presswerk mit sogenannten Hubgestellen von Schnupp auf die wirtschaftliche Einarbeitung der Umformwerkzeuge.
Hubgestelle zum Einarbeiten
„Die beiden Hubgestelle wurden bei uns im Rahmen eines neuen Projektes installiert“, erklärt Klaus Fröhder, General Supervisor TDO Die Production ME Central Workshops bei Opel in Rüsselsheim. „Wir sind ein reiner Werkzeugbau, getrennt von der Produktion und wir arbeiten praktisch für alle Opel-Presswerke in Europa“, ergänzt er. Der Bereich stellt Großwerkzeuge mit Einzelgewichten von bis zu 60 t her und arbeitet sie ein. Ältere Einarbeitungspressen konnten die Forderungen an Genauigkeit und Präzision nicht mehr erfüllen. Auch mit den Schließkräften konnten die bestehenden Anlagen nicht mehr mithalten „Wir machen hier ausschließlich Neuwerkzeuge und keine Instandhaltungsarbeiten“, konstatiert Fröhder, der noch ergänzt: „Diese gestalten sich wesentlich komplexer als frühere Ausführungen.“
In der Folge sind in Werkzeugen der neuen Generation auch mehr Schieberflächen und Schnittstempel vorhanden, die wesentlich höhere Kräfte beim Erproben erfordern. Opel und Schnupp einigten sich auf 200 t. „Diese benötigen wir derzeit nicht. Da ist eine gewisse Reserve vorhanden und wir können gelassen in die Zukunft blicken“, berichtet Eller. Aus all diesen Anforderungen heraus und nach Opel-Wunsch entwickelte Schnupp dieses neue Hubgestell. Eine Besonderheit, die sich kostengünstig auf das gesamte Projekt auswirkte ist, dass die Hubgestelle ebenerdig, auf dem normalen Hallenboden aufgestellt sind. Eine Grube oder Keller war dadurch nicht notwendig.
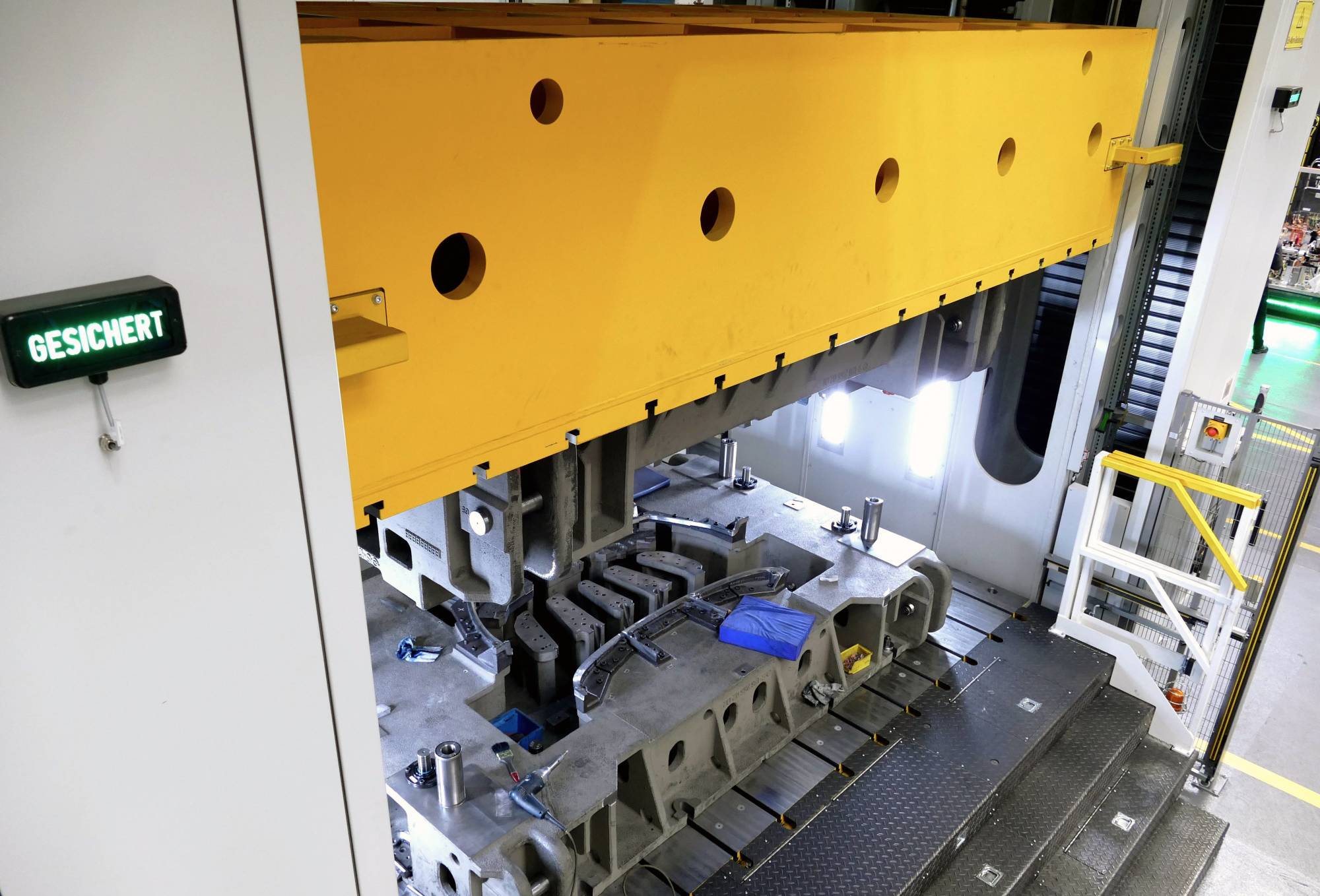
Blick von oben in den Arbeitsraum des Hubgestells: Die grüne Lampe „Gesichert“ (links im Bild) signalisiert dem Werkzeugmacher, dass er sich jetzt sicher im Arbeitsraum bewegen kann.
Flexibles Rüsten dank verfahrbarer Tische
Die konstruktive Besonderheit ist der verfahrbare „Pressen“-Tisch, der zugleich als Unterholm dient. In den Abmessungen für 4.500 mm lange und 2.400 mm breite Werkzeuge ausgelegt, fährt er zur Werkzeugaufnahme praktisch aus dem Hubgestell heraus. Eines der Hubgestelle ist mit einem, nach einer Seite herausfahrbarem Tisch, das zweite aber – ansonsten baugleiche Hubgestell – mit zwei nach beiden Seiten herausfahrbaren Tischen ausgestattet. Das hat den Vorteil, dass der zweite Tisch mit einem weiteren Werkzeug bestückt werden kann, während das Werkzeug auf dem ersten Tisch im Hubgestell bearbeitet wird. „Dadurch können Rüstvorgänge flexibler gestalten werden“, erläutert Klaus Fröhder.
Beladen werden die jeweiligen Tische mit einem Hallenkran. Dabei werden die Werkzeuge (Ober- und Unterwerkzeug) auf die fahrbaren Tische aufgesetzt, zentriert und anschließend per Zwei-Hand-Bedienung in das Hubgestell gefahren. Dafür stehen zwei Geschwindigkeiten, Eilgang und Schleichgang, zur Verfügung. Nach Erreichen der Endposition im Hubgestell senkt sich der Tisch um etwa 20 mm und wird beidseitig in den Seitenständern des Hubgestells auf Prismenleisten abgesetzt. Die Seitenständer selbst sind einfach auf die Bodenplatte aufgedübelt. Diese gewählte Bauart hat den Vorteil, dass nur die Gewichtskraft des Hubgestells einschließlich des Werkzeuggewichtes in die Bodenplatte eingeleitet wird und nicht die spätere Schließkraft.
In der nachfolgenden Operation fährt der Stößel, ebenfalls mit Eil- und Schleichgang, nach unten bis zum Oberwerkzeug, das mittels Spannschrauben am Stößel befestigt wird. Das Oberwerkzeug kann dann vom Unterwerkzeug abgehoben werden. Der Stößel wird von vier Hydraulikachsen parallel mit einer Toleranz von kleiner 0,01mm im Gleichlauf bewegt. Die Arbeitshöhe am Oberwerkzeug kann stufenlos angefahren werden und ermöglicht dem Werkzeugmacher eine ergonomisch günstige Arbeitsposition. Das steigert die Qualität der Einarbeitung und verringert den Zeitaufwand.

Opel investierte in zwei baugleiche Hubgestelle. Das zweite Hubgestell unterscheidet sich nur in der Art der Belademöglichkeiten der Werkzeuge. Während sich auf dem einen Tisch bereits ein Werkzeug zur Einarbeitung im Hubgestell befindet, kann der andere Werkzeugtisch außerhalb des Hubgestells mit einem neuen Werkzeug beladen werden. So werden zusätzliche Rüstzeiten eingespart.

Als erfolgreiches Team für die Installation wirtschaftlichen Try-Outs für Umformwerkzeuge bei der Opel Automobile GmbH präsentieren sich (v.l.n.r.): Franz Spanfeldner, Prokurist und Vertriebsleiter bei der Schnupp GmbH & Co. Hydraulik KG, Klaus Fröhder, General Supervisor TDO Die Production der Opel Automobile GmbH, Frank Eller, Project Leader der Opel Automobile GmbH und Markus Brandl Steuerungsfachmann bei der Schnupp GmbH & Co. Hydraulik KG.
Moderne Hydraulikanlage
Das Herz der Anlage ist die moderne Hydraulikanlage, die sich auf dem Kopf des Hubgestells befindet und über eine Wendeltreppe zugänglich ist. Die installierte Leistung des Hauptantriebs liegt bei 90 kW. Pumpenausführungen und Pumpenschaltungen erfüllen dabei verschiedene Prozessanforderungen. Eine Speicher-Lade-Schaltung deckt Leistungsspitzen ab und der Förderstrom erreicht in der Spitze bis zu 350 l/min bei einem Arbeitsdruck von 280 bar.
Die hochdynamischen Ventile der Steuerblöcke, die auf dem modular aufgebauten Steuerplattensystem basieren, werden von einem ausgeklügelten System geregelt. Die zu Pressenmodulen zusammengefassten Platten folgen einem standardisierten Steuer- und Sicherheitskonzept. Daraus kombiniert der Hydraulik-Experte Schnupp alle notwendigen Bewegungsabläufe wie beispielsweise die schnelle Senkbewegung oder den Präzisionshub und Rückzug.

Blick in den Werkzeugraum des Hubgestelles mit installiertem Ober- und Unterwerkzeug. Das Werkzeug wird außerhalb des Hubgestells frontseitig auf den auf Schienen verfahrbaren Tisch fixiert und eingefahren. Die Stufen des Tisches dienen der guten Zugänglichkeit für den Werkzeugmacher.

Das Hubgestell mit zwei gegenläufig fahrbaren Werkzeugtischen – der zweite ist im Hintergrund des Werkzeugraumes erkennbar.
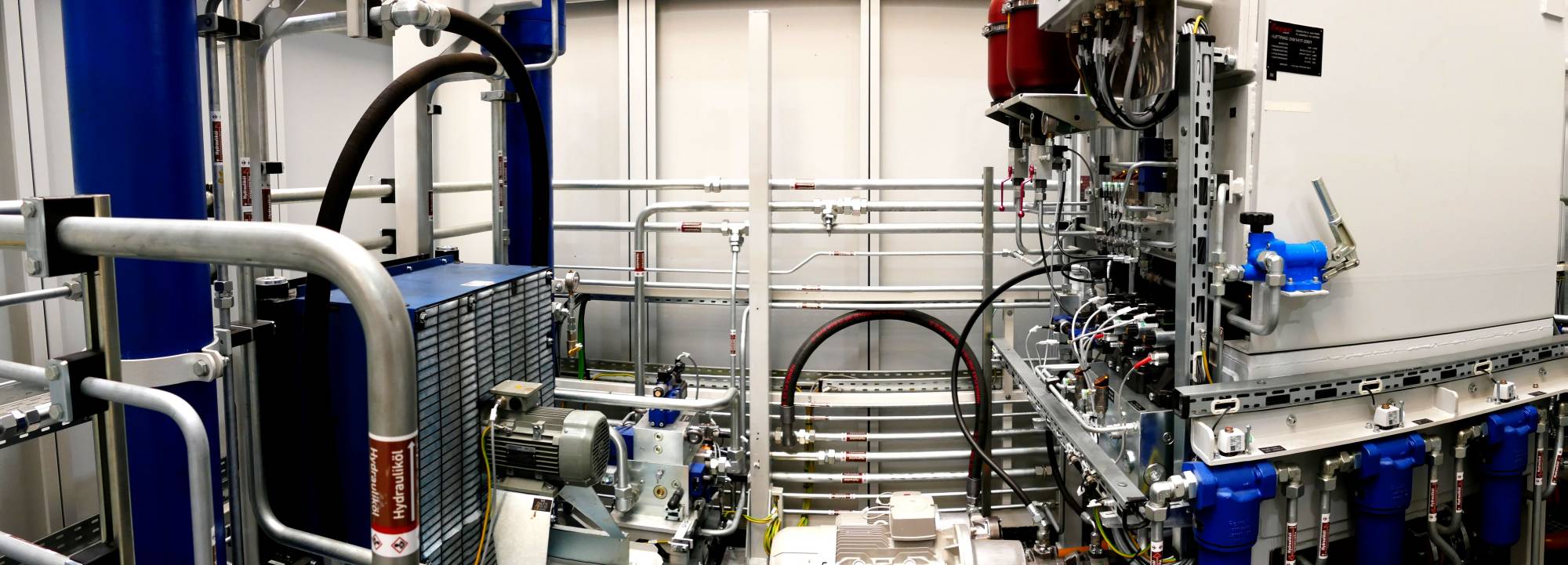
Das Herz der beiden Hubgestelle bei Opel ist jeweils die Hydraulikanlage. Sie verleiht den Hubgestellen die notwendige „Power“. Platzsparend ist sie auf dem Kopf der Hubgestelle installiert und über eine Stahltreppe leicht zugänglich.
Umfangreiche Berechnungen waren erforderlich
Die neuen Hubgestelle waren sowohl für Schnupp als auch für Opel eine Herausforderung. Bevor sie bei Schnupp in die Realität umgesetzt wurden, waren umfangreiche Berechnungen und Simulationen erforderlich. „Die dabei gewonnenen Ergebnisse konnten wir in der Realität durch konstruktive Anpassungen und Optimierungen sogar noch verbessern“, sagt dazu Franz Spanfeldner.
Damit konnte Schnupp vier Hubgestelle neuester und modernster Bauart in kürzester Zeit entwickeln, bauen und bei Opel sowie einem weiteren Automobilhersteller installieren und in Betrieb nehmen. Die Anwender verfügen mit den Hubgestellen nun über eine sichere, einfache und kostengünstige Einarbeitungsmöglichkeit für Umformwerkzeuge. Zusätzlich bietet Schnupp in diesem Produktspektrum noch weitere sehr interessante Lösungen an wie beispielsweise Hubgestelle mit Stößeldrehfunktion oder anderen Schließkräften.
Teilen: · · Zur Merkliste